板形与板形控制基础知识
- 格式:pptx
- 大小:5.25 MB
- 文档页数:27



板形自动控制系统1板形1.1板形板形是板带的重要质量指标,主要包括板带的平直度,横截面凸度(板凸度)、和边部减薄量三项内容。
1.1.1板形平直度是指板带纵向形状平直度,即板带纵向有无波浪形。
其实质是板带内部产生了不均匀的残余应力。
例如:我们在生产过程中常见的边波,主要是由于在轧制过程中板带纵向延伸量的不均匀造成的。
当板带两边压下量大于中部时,板带两边延伸量较大,就产生了边波,如图1.1。
我们在生产过程中当边波出现,通常采用用加大张力的方法来消除边波。
冷轧带钢平直设备设计指标如表1.1。
图1.1表1.1冷轧带钢平直度设备设计指标。
带钢厚度范围(mm)带钢宽度(mm)1000~15000.2~0.6 9Unit0.5~1.0 8Unit1.0~1.5 6Unit1.1.2板凸度板凸度分为绝对板凸度和相对板凸度。
绝对板凸度是带板沿厚度方向中心处厚度与边部厚度的厚度差。
我们生产中的来料钢卷中高在五丝以内。
相对板凸度是将绝对板凸度除以板带的平均厚度。
带板在轧制过程中能够均匀延伸时,轧后板带绝对板凸度较轧前板带绝对凸度缩小一个延伸率,就能够获得良好的平直度。
1.1.3边部减薄量边部减薄是在板带轧制时发生在轧件边部的一种特殊现象。
考虑这一现象后的板带横断面在接近板带边部处,其厚度突然减小,这种现象称为边部减薄。
故严格来说,实际的板凸度是针对除去边部减薄区以外的部分来说的。
边部减薄量也是板形的一个重要指标。
边部减薄量直接影响板带边部切损的大小,与成材率有密切关系。
我们生产的钢卷边部10~30公分为板型做松区,也就是边部减薄区。
发生边部减薄现象的主要原因有两个:1)轧件与轧辊的压扁量,在轧件边部明显减小。
2)轧件边部金属的横向流动要比内部金属容易,这进一步降低了轧件边部的轧制力与其轧辊的压扁量,使轧件边部减薄量增加。
2板形控制2.1板形控制目的板形调控的目的是要轧制出横向厚差均匀和外形平直的板带材。
2.2板形控制分类板形控制系统分为闭环板形控制系统、开环板形控制系统和复合板形控制系统。

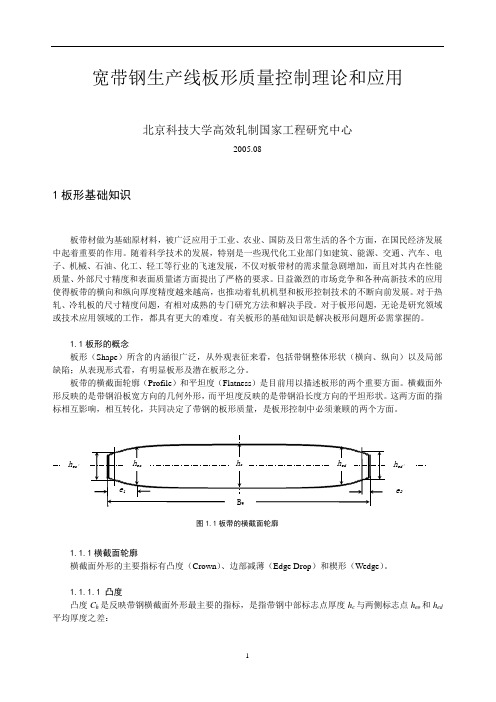
图1.1板带的横截面轮廓h c h edh eo 宽带钢生产线板形质量控制理论和应用北京科技大学高效轧制国家工程研究中心2005.081板形基础知识板带材做为基础原材料,被广泛应用于工业、农业、国防及日常生活的各个方面,在国民经济发展中起着重要的作用。
随着科学技术的发展,特别是一些现代化工业部门如建筑、能源、交通、汽车、电子、机械、石油、化工、轻工等行业的飞速发展,不仅对板带材的需求量急剧增加,而且对其内在性能质量、外部尺寸精度和表面质量诸方面提出了严格的要求。
日益激烈的市场竞争和各种高新技术的应用使得板带的横向和纵向厚度精度越来越高,也推动着轧机机型和板形控制技术的不断向前发展。
对于热轧、冷轧板的尺寸精度问题,有相对成熟的专门研究方法和解决手段。
对于板形问题,无论是研究领域或技术应用领域的工作,都具有更大的难度。
有关板形的基础知识是解决板形问题所必需掌握的。
1.1板形的概念板形(Shape )所含的内涵很广泛,从外观表征来看,包括带钢整体形状(横向、纵向)以及局部缺陷;从表现形式看,有明显板形及潜在板形之分。
板带的横截面轮廓(Profile )和平坦度(Flatness )是目前用以描述板形的两个重要方面。
横截面外形反映的是带钢沿板宽方向的几何外形,而平坦度反映的是带钢沿长度方向的平坦形状。
这两方面的指标相互影响,相互转化,共同决定了带钢的板形质量,是板形控制中必须兼顾的两个方面。
1.1.1横截面轮廓横截面外形的主要指标有凸度(Crown )、边部减薄(Edge Drop )和楔形(Wedge )。
1.1.1.1 凸度凸度C h 是反映带钢横截面外形最主要的指标,是指带钢中部标志点厚度h c 与两侧标志点h eo 和h ed平均厚度之差:C h=h c-(h eo+h ed)/2 (1-1)式中C h -带钢凸度;h c -带钢中点厚度;h eo-带钢操作侧标志点厚度;h ed-带钢传动侧标志点厚度。
热轧带钢板形控制一、 板形基本概念板形是指成品带钢的断面形状和平直度两项指标,二者都是标志带钢质量的重要指标,并且在生产中有着密不可分的联系。
1、断面形状断面形状是带钢厚度沿板宽方向的分布情况,如图1所示。
在实际生产中,以凸度来简单表示,如下式:e c h h -=δ式中:δ——带钢凸度。
h c ——带钢中部厚度。
h e ——带钢两边厚度平均值(由于存在“边部减薄”现象,一般取距带钢边部25~50mm 处的厚度作为边部厚度)。
2、平直度平直度指标表示带钢是否存在翘曲及翘曲的程度,即浪形,见图2。
可用以下几种方法表示:(1) 相对波峰值表示法%1000⨯=L hλ式中:h 、L 0——分别表示浪高和浪距。
(2) 相对长度差表示法相对长度差表示波浪部分的曲线长度对于平直部分标准长度的相对增长量。
可用下式表示:I L L x L x 5010)()(⨯-=ε 式中:L(x)——宽度方向任一点x 上的波浪弧长I ——表示平直度的单位,1I 单位相当于1m 长的带材中有10μm 的相对长度差。
图1 带钢横断面形状图2 带钢浪形示意图另外,还有张力差表示法、向量表示法和带钢断面的多项式表示法等。
二、 板形控制原理 1、凸度控制在带钢轧制过程中,其断面形状最终将取决于两工作辊间的辊缝形状。
因为辊缝形状由工作辊辊型曲线决定,所以,凡是影响工作辊辊型曲线形状的因素都会改变带钢的断面形状。
影响带钢凸度的因素有:(1) 工作辊原始凸度; (2) 工作辊热凸度; (3) 工作辊磨损凸度;(4) 工作辊在轧制力及弯辊力作用下产生的弯曲挠度;(5) 工作辊在不均匀分布的轧制力作用下沿板宽方向产生的弹性压扁。
控制带钢凸度(即控制工作辊辊缝形状)的方法因轧机的技术装备水平不同而不同。
(1) 以原始辊型设计为基础,合理地编制轧制规程。
通过合理分配各架轧机的负荷,来补偿因轧辊热凸度、磨损凸度和弹性变形而带来的辊缝形状的改变。
1. 板形基本理论板带的轧制过程实质上是金属在旋转的弹性体—轧辊作用下发生塑性变形的过程。
一定断面形状的坯料经过轧制发生明显的纵向延伸和一定的横向流动,最终成为一定尺寸的成品。
产品质量评价的主要指标为板平直度和板凸度。
1.1 板形及其表示方法所谓板形直观地说是指板材的翘曲度;就其实质而言,是指带钢内部残余应力的分布。
人们依据各自不同的研究角度及不同的板形控制思想,采用不同的方式定量地描述板形。
1.1.1 相对长度差表示法把翘曲的带钢裁成若干个纵条并铺平,则在带钢的横向各点有不同的延伸,用L L /∆来表示板形,如图1.1所示。
通常板形以I 单位表示,其公式见(1-1)。
VL R LL∆V图1.1 板形的相对差表示法示意图510⨯⎪⎭⎫ ⎝⎛∆=L L I(1-1)式中:I —带钢板形,以I 单位表示;L ∆—带钢纵向延伸差,mm ; L —带钢基准点的带钢长度,mm 。
1.1.2 波形表示法翘曲的带钢切取一段置于平台上,如将最短纵条视为一直线,最长纵条视为一正弦波,以翘曲波形来表示板形,则称为翘曲度。
翘曲度通常以百分数来表示,如图1.2所示。
带钢的翘曲度λ表示为:%100⨯=VVL R λ (1-2)式中:λ—翘曲度,以百分数表示;V R —波幅,mm ; V L —波长,mm 。
VR VL VV L L ∆+平台带钢图1.2 板形的波形表示法1.1.3 相对差表示法和波形表示法之间的关系翘曲度λ和最长、最短纵条相对长度差I 之间的关系表示为:225252510210λππ=⨯⎪⎪⎭⎫ ⎝⎛=⨯∆=V V V V L R L LI (1-3)式中:I —带钢板形,以I 单位表示;λ—翘曲度,以百分数表示。
该式说明相对差表示法和波形表示法之间的关系,只要测出带钢的波形就可以求出相对长度差。
1.2 板凸度所谓板凸度是指板中心处厚度与边部代表点处的厚度之差,有时为强调没有考虑边部减薄,又称它为中心板凸度。
第1讲 板形控制的基本理论板形是带钢产品的主要质量指标之一。
良好的板形不仅是带钢用户的永恒要求,也是生产过程中保证带钢在各条连续生产线上顺利通行的需要。
因此,解决产品板形问题、提高实物板形质量始终是板带生产中重点关注和孜孜以求的目标之一。
与此相对应,关于板形理论和板形技术的研究在近几十年一直都是本领域中的热点课题,并且取得了长足的进步。
目前,关于板形理论和板形技术的研究仍呈蓬勃向前的发展态势。
1 板形的概念1. 板形的描述 板形统指带材的横截面几何形状和带材在自然状态下的表观平坦性两个特征,如图1-1所示。
因此要定量描述板形就需要分别反映横截面几何形状和平坦性的多个指标。
一般地讲,板形包括凸度、楔形、边部减薄量、局部高点和平坦度五项内容。
(1) 凸度 即横截面中点厚度hf(0)与两侧边部标志点平均厚度之差,以CW 表示CW hf hf B be hf be B =--+-().[(/)(/)]00522 (1-1)式中 B −−带材宽度;hf (x )——带材横截面上距中点x 处的厚度;be −−带材边部标志点位置,一般取be = 25mm 或40mm 。
(2) 楔形 即横截面操作侧与传动侧边部标志点的厚度之差,以CW1表示CW hf be B hf B be 122=---(/)(/) (1-2)(3) 边部减薄量 即横截面操作侧或传动侧的边部标志点厚度与边缘位置厚度之差。
E M = hf (B/2-be ) - hf (B/2-be ) (1-3)E O = hf (be-B/2) - hf (be -B/2) (1-4)式中 be −−带材边缘位置,一般取be = 5mm ;E M ——传动侧边部减薄量;E O ——操作侧边部减薄量。
(4) 局部高点 指横截面上局部范围内的厚度凸起。
a) h c h ed h eob)图1-1 板形横截面几何形状及平坦度a)横截面几何形状;b)平坦度对于宽带材有时需进一步把带材凸度区别定义为二次凸度CW2和四次凸度CW4。