半固态金属铸造工艺
- 格式:doc
- 大小:23.50 KB
- 文档页数:3
半固态压铸工艺
嘿,你知道吗,有一种超厉害的工艺,叫做半固态压铸工艺。
我记得有一次去参观一家工厂,就亲眼看到了这个工艺的神奇之处。
当时我走进车间,就被各种机器设备吸引住了。
然后就看到工人们正忙碌地操作着,在一个区域,他们正把一些金属材料放进一个特殊的装置里,这就是半固态压铸的设备啦。
只见那些金属材料在里面经过一系列处理后,慢慢变成了一种很奇特的状态,有点像软软的面团,但又不完全是。
接着,这些处于半固态的金属就被准确地注入到模具中,然后经过压铸,不一会儿,一个个形状精美的零件就出来啦!我当时就特别惊讶,原来这些我们生活中用到的好多东西都是通过这样的工艺制造出来的呀。
这个半固态压铸工艺可真不简单呢!它能让金属材料在半固态的状态下更好地成型,生产出来的东西质量更好,也更耐用。
而且它还很高效,能大大提高生产的速度。
就好像一个神奇的魔法师,把那些普通的金属变成了各种各样有用的宝贝。
哎呀呀,这就是半固态压铸工艺啦,是不是很有意思呀!真的是一种超级实用又厉害的工艺呢!。
镁合金半固态压铸技术哎呀,说起这个镁合金半固态压铸技术啊,我可得好好跟你唠唠。
这玩意儿,听起来挺高大上的,其实呢,就是把镁合金这种轻飘飘的材料,通过一种特殊的压铸方法,做成各种形状的零件。
这技术,可真是个好东西,轻巧、结实,用在汽车、飞机上,那可是能减轻重量,提高燃油效率的。
记得有一次,我去参观了一个工厂,那里面就用了这种技术。
一进门,就看到一排排的机器,轰隆隆地响个不停。
我心想,这得是多复杂的工艺啊。
结果,你猜怎么着?其实这技术说起来也不难,就是把熔化的镁合金,冷却到半固态的状态,然后压铸成型。
我看着那些工人,他们操作着机器,把熔化的镁合金倒进模具里。
那镁合金,一开始是液体,亮晶晶的,像水一样流动。
但是,等它冷却到半固态,就变得有点像果冻,软软的,但又有一定的形状。
这时候,机器一压,嘿,那镁合金就乖乖地变成了想要的形状。
我还记得,那个工厂的师傅跟我说,这种技术的好处可多了。
首先,它做出来的零件,质量轻,强度高,用在汽车上,能减轻车重,提高燃油效率。
其次,这种压铸技术,生产效率高,成本也低,对环境的影响也小。
你看,这技术,既环保又经济,多好啊。
我在那工厂里转悠了半天,看着那些工人忙碌的身影,听着机器的轰鸣声,心里有种说不出的感慨。
这技术,虽然听起来复杂,但其实,它就是把简单的物理原理,用到了极致。
把熔化的金属,冷却,压铸,就成了我们生活中不可或缺的零件。
最后,我离开工厂的时候,回头望了望那些还在忙碌的机器,心里想,这镁合金半固态压铸技术,真是个了不起的发明。
它不仅让我们的生活更加便捷,还让我们的环境更加美好。
这技术,虽然不起眼,但却是现代工业的一颗璀璨明珠啊。
半固态成形1.引言材料的微观结构是材料科学和工程的核心内容,是材料加工和材料行为之间的关键纽带。
因此对材料在成形过程中微观结构的有效控制成为材料工作者孜孜追求的目标。
对于大多数材料来说,尤其是金属材料,凝固是最重要的成形途径。
在过去数十年中,凝固过程中微观结构形成这一领域的基础科学理论和实践均取得了重大进展.材料微观组织特征形貌的形成依赖于生长前沿液固相界面的形状和条件,以及在固态冷却时的相变过程。
在熔体中固相生长前沿是一个自由边界层问题,因此液固界面形状在凝固过程中的演化十分复杂.科研工作者们对于在凝固过程中外在因素,诸如微重力场、电磁场、超声场等对于微观组织的影响进行了广泛深入的研究。
其中由外场引起的强制对流对凝固组织的影响成为材料科学的基础研究领域之一,而强制对流在金属熔体凝固过程中对微观组织及其流变性能的影响同时促进了一门新兴加工技术的发展一一半固态金属加工工艺( SSM﹣Semi﹣solidmetal processing)。
由于半固态金属成形具有许多独特的优点,如近(净)终成形、产品高质量和高性能、工艺节能等,被誉为21世纪最具前途的金属材料加工技术之一。
20世70年代初,美国麻省理工大学的Flemings教授等提出了一种金属成形的新办法。
即半固态铸造技术。
由于半固态金属成形具有许多独特的优点,因此,近年来。
在理论和技术研究以及应用上引起各国的高度重视。
自1990年至今,国际上召开了多次半固态铸造专题的学术会议。
在美国、日本和意大利等国,采用半固态铸造技术生产铝合金、镁合金成形件的企业发展迅速。
半固态铸造金属部件产品在汽车、通信、电器、航空航天和医疗器械等领域得到应用。
国外有的学者将其称为追求省能、省资源、产品高质量化、高性能化的21世纪最有前途的技术材料加工技术之一。
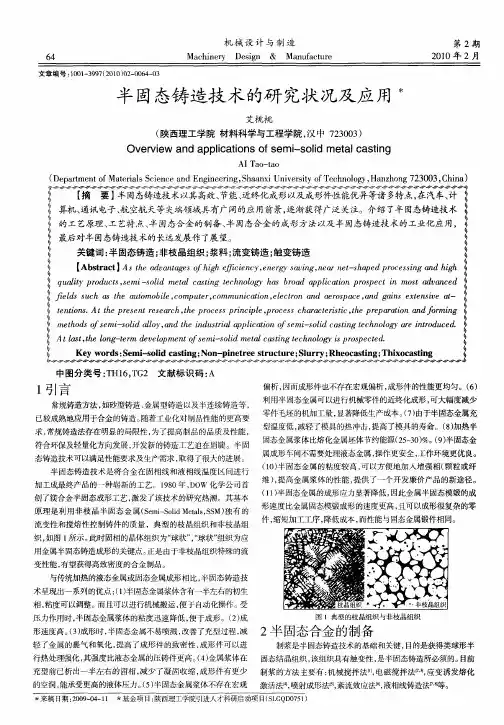
由于半固态铸造工艺采用了非枝晶半固态浆液料,打破了传统的枝晶凝固模式,所以半固态金属与过热的液态金属相比,含有一定体积比率的球状初生固相,与固态金属相比,又含有一定比率的液相。

镁合金半固态压铸工艺流程《说说镁合金半固态压铸工艺流程那些事儿》嘿,大家好呀!今天咱来唠唠这个镁合金半固态压铸工艺流程,这可真是个有意思的东西呢。
咱先说说这镁合金,那可真是个不得了的材料。
它轻啊,就跟羽毛似的,但强度还不赖,就像是个“小金刚”。
而且啊,它还耐腐蚀,在各种环境下都能好好地待着。
所以啊,用它来搞半固态压铸,那简直就是绝配!那这半固态压铸是咋回事呢?就好比是把面包发酵似的,让镁合金在一个恰到好处的状态下被压铸成我们想要的形状。
想象一下,这镁合金就像是面团,我们就是面包师傅,得把它揉巴揉捏成漂亮的样子。
第一步呢,就是把镁合金给熔化了。
这就像是给它洗了个热水澡,让它变得软软的。
然后呢,就得好好控制这个温度啦,不能太高也不能太低,就跟咱洗澡水的温度一样,得刚刚好。
不然啊,这“澡”洗得不舒服,后面可就麻烦啦。
接下来呢,就是关键的“搅拌环节”啦。
这就像是给它做按摩一样,把那些凝固的和液态的部分好好搅拌均匀。
这可得费点力气,不然这“面团”可就揉不均匀啦。
要是搅拌不好,那铸出来的东西可就奇奇怪怪的,这可不行哦!再然后,就是把这半固态的镁合金送到压铸机里啦。
这压铸机就像是个大力士,“砰”的一下就把它压成我们想要的形状。
这一下可不能马虎,力度和速度都得把握好,不然压出来的东西要么不完整,要么有瑕疵。
最后呢,就是把铸好的东西拿出来啦。
这就像是从烤箱里拿出香喷喷的面包一样,充满了期待。
不过可别高兴得太早,还得检查检查呢,看看有没有什么毛病。
总的来说啊,这镁合金半固态压铸工艺流程就像是一场有趣的冒险。
每一个步骤都得小心谨慎,就跟走钢丝似的。
但一旦成功了,那可就太有成就感啦。
所以啊,咱搞这行的朋友们可得好好加油,把这门技术玩得团团转,让那些镁合金零件一个个都乖乖地听话,变得漂漂亮亮的。
咱就像是一群神奇的魔术师,把那些普通的材料变成神奇的宝贝!哈哈,是不是很有意思呀?。
半固态触变注射成形技术在Mg合金铸造中的应用前言:近年来,随着对环保等方面要求的提高,镁合金以其质量轻、比强度高、比刚度高、减震性好、耐电磁屏蔽和易回收等特点而从众多金属材料中脱颖而出,广泛应用于航空、航天、电子和汽车等行业。
特别是目前正在用于笔记本电脑和手机壳体的制造,有逐渐取代可回收性较差的塑料壳体的趋势,成为目前研究及应用的热点。
常用的镁合金成形方法主要有压铸、半固态铸造、挤压铸造等,其中压铸法是国内外广泛采用的镁合金成形方法。
但同压铸镁合金产品相比,半固态成形产品的铸造缺陷少,产品的力学性能及表面和内在质量高,此外还有节约能源、安全性好和近净成形性好等优点,因此镁合金的半固态成形受到了广泛的关注。
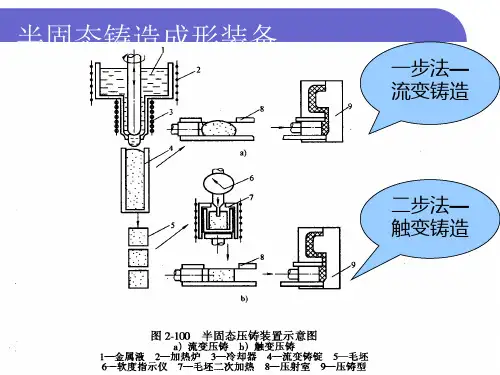
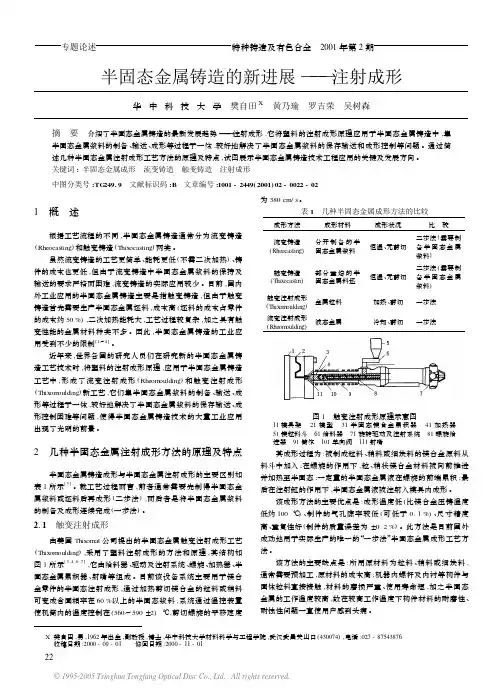
而镁合金半固态触变注射成形技术是目前半固态铸造技术的最新发展方向半固态浆料的内部特征是固液两相共存,在晶粒边界存在液态金属"半固态浆料主要有以下特点(1) 表观粘度半固态浆料组织特性的客观反映就是表观粘度"研究表明,半固态浆料的表观粘度与固相率密切,随着固相率的增加而增加"当浆料的固相率超过临界值时,粘度值迅速增加"(2)流变性半固态浆料的固相率为50%时,仍具有很好的流动性"这是因为金属液中的固相具有球状或类球状结构,导致半固态浆料的粘度降低"半固态浆料的流变性可分为稳态流变性和非稳态流变性"稳态流变性是指恒温恒剪切速率条件下的流变性,非稳态流变性是指连续冷却或者剪切速率变化条件下的流变性" (3) 触变性半固态金属的触变性是指表观粘度对剪切时间的依赖关系,反映了半固态浆料的依时行为"半固态浆料的表观粘度在一定的剪切速率下,随着时间的延长而逐步下降,具有可逆性"(4) 球状未熔固相颗粒半固态浆料中存在着一定分数的未熔球状或类球状固相颗粒,因此在凝固过程导致收缩减小,偏析减少"可以说正是因为球状未熔固相颗粒的存在,才使半固态浆料具有一系列的独特优点"流变成形是将金属液在从液相向固相的冷却过程中进行强烈搅拌,在一定的固相体积分数下通过压铸或是挤压的方式来成形(一步法);触变成形则是将由搅动设备所制备的半固态铸锭重新加热至半固态进行压铸挤压成形(二步法)。
镁合金半固态压铸成型工艺
镁合金?啊,这个我知道!它不是那种特别重的金属,反而有点轻飘飘的,但超级结实,就跟我们玩的橡皮泥似的,但比橡皮泥可结实多了!
压铸成型?哦,这个嘛,就是将那个镁合金放进一个超大的机器里,然后“嘭”的一声,它就变成了我们想要的样子。
就像我小时候用模具做饼干一样,但肯定没这个机器厉害。
啊!说到半固态,镁合金在半固态的时候真的超级神奇!它就像那种快要融化的冰淇淋,软软的,黏黏的。
这时候把它放到压铸机里,就能轻松变出各种各样的形状啦!
你知道吗?用镁合金压铸出来的东西真的超级有用!汽车用了它,变得更轻,跑得更快;手机用了它,变得更结实,不怕摔。
每次看到这些,我都觉得镁合金真是个了不起的家伙!
镁合金半固态压铸成型工艺,听起来好像很复杂,但其实超酷的!我长大后也想成为一名工程师,研究出更多这样的神奇工艺,让我们的生活变得更加美好!。
半固态金属成形技术1. 引言半固态金属成形技术是一种新兴的金属加工技术,它将固态和液态的金属材料的优点结合在一起,可以制造出具有高强度、高精度、复杂形状的金属零件,具有极高的应用价值。
本文将介绍半固态金属成形技术的基本原理、应用范围、优点和发展前景。
2. 基本原理半固态金属成形技术的基本原理是将铸造过程中合金中铸晶的分布状态控制在半固态状态,通过控制合金的热状态和机械变形来实现金属成形。
具体而言,就是将合金熔融后,在一定的时间和温度范围内,控制其冷却速度,使合金中的铸晶呈现出部分熔化和形变状态,从而达到半固态的状态。
3. 应用范围半固态金属成形技术可以应用于航空航天、汽车、船舶、机械等领域的制造。
具有如下优点:(1)可以直接制造出高强度、高精度、复杂形状的零件,避免了加工中的残余应力和失真;(2)可以大幅减少加工成本,节约了材料和时间成本;(3)可以提高金属材料的性能和质量,增加产品寿命和安全性;(4)可以生产大尺寸、高质量的零件,提高了生产效率和产能。
4. 优点半固态金属成形技术具有以下优点:(1)成形精度高,可以实现微米级的精度控制;(2)成本低,可以节省大量人力、物力和时间成本;(3)高性能材料制造,可以生产出高强度、高耐热、高耐腐蚀的材料,扩展了金属材料的应用范围;(4)可持续发展,可以对既有材料进行再加工和再利用。
5. 发展前景半固态金属成形技术是一种有前途的金属制造技术,目前已经进入实际应用阶段。
未来,它将逐步替代传统的金属成形工艺,成为重要的先进制造技术之一。
同时,随着科学技术的不断发展,半固态金属成形技术也将不断创新和完善,提高成形速度和效率,扩大应用范围。
预计在未来的十年内,半固态金属成形技术将会取得重要的技术突破,推动金属制造行业的成型和发展。
6. 结论半固态金属成形技术是一种健康、可持续发展的金属制造技术。
它具有高效、高精度、高性能、低成本等优点,可以适应不同的金属制造领域的需求。
精心整理
半固态金属铸造工艺
3.1概述
3.2工艺原理
在普通铸造过程中,初晶以枝晶方式长大,当固相率达到0.2左右时,枝晶就形成连续网络骨架,失去宏观流动性。
如果在液态金属从液相到固相冷却过程中进行强烈搅拌,则使普通铸造成形时易于形成的树枝晶网络骨架被打碎而保留分散的颗粒状组织形态,悬浮于剩余液相中。
这种颗粒状非枝晶的显微组织,在固相率达0.5-0.6时仍具有一定的流变性,从而可利用常规的成形工艺如压铸、挤压,模锻等实现金属的成形。
3.3合金制备
制备半固态合金的方法很多,除机械搅拌法外,近几年又开发了电磁搅拌法,电磁脉冲加载法、超声振动搅
-铝合金和铝-1993SIMA 状组织。
该方法的特点是,不需要加入合金元素也无需搅拌。
V.Dobatkin 等人提出了在液态金属中加细化剂,并进行超声处理后获得半固态铸锭的方法,称之为超声波处理法,如图1所示。
图1超声波处理法示意图
3.4成形方法
半固态合金成形方法很多,主要有:
(1)流变铸造(Rheoforming,Rheocast )
图2触变铸造工艺示意图
1压铸合金2连续供给合金液3感应加热器4冷却器5流变铸锭6压射室7压铸模
在金属液从液相到固相冷却过程中进行强烈搅动,在一定固相分数下,直接将所得到的半固态金属浆液压铸或挤压成形,见图2。
如R.Shibata等人曾将用电磁搅拌方法制备的半固态合金浆液直接送入压铸机射室中成形。
该方法生产的铝合金铸件的力学性能较挤压铸件高,与半固态触变铸件的性能相当。
问题是,半固态金属浆液的保存和输送难度较大,故实际投入应用的不多。
(2)触变铸造(Thixoforming,Thixocast)
将已制备的非枝晶组织锭坯重新加热到固液两相区达到适宜粘度后,进行压铸或挤压成形,如图3所示。
图3触变铸造工艺示意图
1坯料2软度指示计3坯料重新加热装置4压射室5压铸模
美国的EOPCO、HPMCorp.、PrinceMachine、THTPresses以及瑞士的Buhler公司、意大利的IDRAUSA、ItalpresseofAmerica、加拿大的ProducerUSA、日本的ToshibaMachineCorp和UBEMachineryServices等均已能生产半固态铝合金触变成形专用设备。
该方法对坯料的加热、输送易于实现自动化,故是当今半固态铸造的主要工艺方法。
(3
(4
4所示。
(5
(1)
1
2
3
4
5
6
7
(2)
1)铸件质量高。
因晶粒细化、组织分布均匀、体收缩减少、热裂倾向下降,基体上消除了缩松倾向,力学性能大幅度提高。
2)凝固收缩小,故成形后尺寸精度高,加工余量小,近净成形。
3)成形合金范围广。
非铁合金有铝、镁、锌、锡、铜、镍基合金;铁基合金有不锈钢、低合金钢等。
4)制造金属基复合材料。
利用半固态金属的高粘度,可使密度差大、固溶度小的金属制成合金,也可有效地使用不同材料混合,制成新的复合材料。
3.6半固态铸造技术的最新发展
3.6.1镁合金半固态温度区间扰动和浇温对铸态组织的影响
AZ91HP镁合金在不锈钢坩埚电阻炉中升温至720℃保温10分进行精炼处理后,在液相线附近进行短时保温处理,可减小枝晶组织形成趋势;降低处理温度、对熔体进行扰动均加速晶粒向等轴形乃至球形发展;在半固态温度区间对熔体吹氩(Ar)处理,使熔体扰动,提高了形核率,加速了
枝晶臂的熔断和晶粒等轴化,可得到均匀分布的非枝晶组织;这使成形后的半固态铸件中,硬脆的β相含量减少,且呈纤细的网状分布于初生的α相晶界处,提高了镁合金半固态铸件的力学性能(铸造,2006,55(2):120-125)。
3.6.2先进的半固态合金的制浆方法
图5倾斜板法制备半固态浆料装置
图6高铬白口铸铁球状奥氏体半固态浆料组织
在已提出的先进的制浆方法中,倾斜板技术的原理和设备简单、工艺易控、成本较低。
图5为采用倾斜板法制备半固态亚共晶高铬白口铸铁半固态浆料装置,金属液在在冷却体激冷作用下,奥氏体以非均匀方式大量形核长大、枝晶熔断、折断、破碎进而细化,形成球状奥氏体,图6为其球状奥氏体半固态浆料组织形貌(铸造,2006,55(2):156-159)。
3.6.3 Al-6Si-2Mg铝合金半固态触变成形压铸
图7半固态触变成形压铸Al-6Si-2Mg铝合金水泵盖及其微观组织
5757,
孔,经
度。