半固态成形分析
- 格式:ppt
- 大小:2.81 MB
- 文档页数:77
半固态成形1.引言材料的微观结构是材料科学和工程的核心内容,是材料加工和材料行为之间的关键纽带。
因此对材料在成形过程中微观结构的有效控制成为材料工作者孜孜追求的目标。
对于大多数材料来说,尤其是金属材料,凝固是最重要的成形途径。
在过去数十年中,凝固过程中微观结构形成这一领域的基础科学理论和实践均取得了重大进展.材料微观组织特征形貌的形成依赖于生长前沿液固相界面的形状和条件,以及在固态冷却时的相变过程。
在熔体中固相生长前沿是一个自由边界层问题,因此液固界面形状在凝固过程中的演化十分复杂.科研工作者们对于在凝固过程中外在因素,诸如微重力场、电磁场、超声场等对于微观组织的影响进行了广泛深入的研究。
其中由外场引起的强制对流对凝固组织的影响成为材料科学的基础研究领域之一,而强制对流在金属熔体凝固过程中对微观组织及其流变性能的影响同时促进了一门新兴加工技术的发展一一半固态金属加工工艺( SSM﹣Semi﹣solidmetal processing)。
由于半固态金属成形具有许多独特的优点,如近(净)终成形、产品高质量和高性能、工艺节能等,被誉为21世纪最具前途的金属材料加工技术之一。
20世70年代初,美国麻省理工大学的Flemings教授等提出了一种金属成形的新办法。
即半固态铸造技术。
由于半固态金属成形具有许多独特的优点,因此,近年来。
在理论和技术研究以及应用上引起各国的高度重视。
自1990年至今,国际上召开了多次半固态铸造专题的学术会议。
在美国、日本和意大利等国,采用半固态铸造技术生产铝合金、镁合金成形件的企业发展迅速。
半固态铸造金属部件产品在汽车、通信、电器、航空航天和医疗器械等领域得到应用。
国外有的学者将其称为追求省能、省资源、产品高质量化、高性能化的21世纪最有前途的技术材料加工技术之一。
由于半固态铸造工艺采用了非枝晶半固态浆液料,打破了传统的枝晶凝固模式,所以半固态金属与过热的液态金属相比,含有一定体积比率的球状初生固相,与固态金属相比,又含有一定比率的液相。
7半固态注射成形7.1概述世界各国科研工作者在研究新的半固态金属成形工艺时,将塑料的注射成形原理,应用于半固态金属加工过程,形成半固态注射成形工艺。
注射成形工艺将半固态金属浆料的制备、输送和成形过程融为一体,是一种一步成形生产最终产品的新工艺,它较好地解决半固态成形过程中金属浆料的保存输送、成形控制困难等难题,为半固态金属成形技术的应用开辟新的前景,因此有的学者将注射成形技术看作是镁合金结构件生产的最好方法。
半固态注射成形技术首先由美国的DOW Chemical Co.公司于1988年开发成功。
1990年后,在密执安的Ann Arbor成立了独立的Thixomat Inc.,从事该项技术的商业性开发。
第二代设备于1991年10月投入使用。
而后英国的Z.Fan等人又发明了双螺旋注射成形机,扩大了注射成形设备的种类和应用范围,为半固态注射成形技术的应用开辟了更为广泛的前景。
7.2注射成形工艺路线及特点7.2.1注射成形工艺路线目前,镁合金在注射成形工艺中应用较多,其成形工艺过程可分为两种方式:一是直接把熔化的金属液而不是处理后的半固态浆液冷却至适宜的温度,并辅以一定的工艺条件压射进入型腔后成形;另一种工艺是将小块枝状晶合金送入螺旋推进系统,合金被加热推进、压射进入模具型腔后成形。
后者是本章需要进行详细讨论的方法。
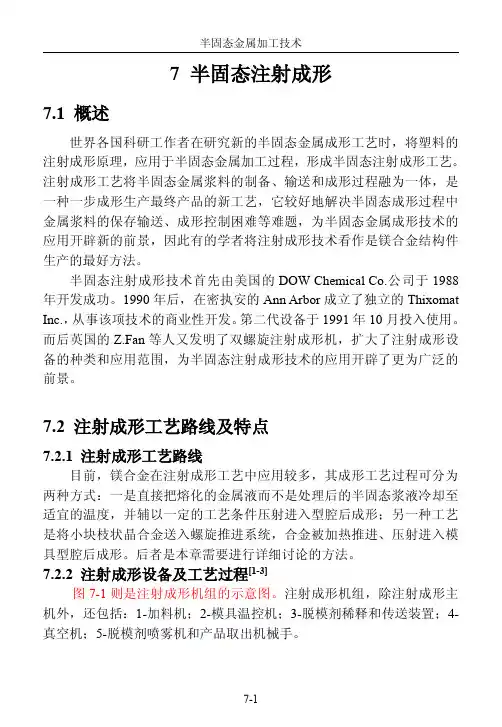
7.2.2注射成形设备及工艺过程[1-3]图7-1则是注射成形机组的示意图。
注射成形机组,除注射成形主机外,还包括:1-加料机;2-模具温控机;3-脱模剂稀释和传送装置;4-真空机;5-脱模剂喷雾机和产品取出机械手。
图7-1镁合金注射成形辅助设备示意图(1)加料机:通常镁合金原料是装在圆筒内。
加料机将园筒内的镁屑送到成形机的原料漏斗内,也可以将原料集中在一个地方,分别向各台成形机送原料;(2)模具温控机:铝合金压铸成形时金属模具需用水冷却,而镁合金的凝固时间非常短,所以要在金属模具上加热以延长熔融镁合金的流动长度。
摘要本课题主要针对应用最广泛的AZ91镁合金进行研究,采用半固态重熔加热工艺和金相组织观察的方法,考察铸态树枝晶与挤压后的球形晶两种重熔加热后的组织的变化,探讨用于获得半固态组织的较佳的初始状态,并对两种状态的AZ91镁合金进行浸泡腐蚀试验,研究影响镁合金腐蚀速率的因素,为镁合金的半固态成型奠定基础。
研究结果表明:通过对金相组织分析得出,铸态的试样在560℃开始出现球状晶,挤压态试样就550℃就出现了球状晶。
随保温时间延长或温度的升高,晶粒趋于圆整,由大到小,最后晶粒形态出现了异常,由原来独立球晶变为不规则的粗大球状晶;挤压变形对树枝晶转变成球状晶有促进作用;腐蚀试验结果表明:腐蚀速率随腐蚀时间延长逐渐减小,挤压态的试样耐蚀性低于铸态合金的试样。
这主要与β相的含量、形态、和分布有关。
当β相含量较少时,β相主要充当电偶的阴极;若β相分布不连续会加速α相的腐蚀过程。
关键字:AZ91镁合金半固态重熔加热耐腐蚀性ABSTRACTThe main subject of the study for the most widely used AZ91 magnesium alloy,with Semi-solid remelting heating process and microstructure observation,inspected changes in the organizations investigated cast dendrites and squeeze both spherical crystal remelting heated and explored better initial state for semi-solid structure.AZ91 magnesium alloy of two states for immersion corrosion was tested,studying factors affecting the corrosion rate of magnesium alloys,which laid the foundation for the semi-solid forming of magnesium alloy.The results showed that, spherical crystal was found in the cast of the specimen at 560 ℃while extruded samples at 550 ℃ by analysis of the microstructure.With the holding time or temperature increases, the grain tended rounded, descending,and the last grain morphology appeared abnormal, irregular coarse spherical crystal from the original independent Spherulite ;The organization from dendrite into spherical crystal was promoted by compressional deformation.The corrosion test results showed that: the corrosion rate gradually decreased with the etching time extending, while the specimen corrosion resistance of squeezed state was lower than the cast alloy specimens.This mainly depended on the content of the β phase, morphology and distribution.When β phase content was small, the β phase mainly acte d as a galvanic cathode;The β phase discontinuous distribution would accelerate the corrosion process of the α-phase.Key words: AZ91Magnesium alloy semi-solid remelting heating corrosion resistance目录第一章绪论 (1)1.1课题来源及意义 (1)1.2镁及其合金发展与应用 (1)1.3半固态加工的概念与发展 (3)1.3.1半固态加工的概念 (3)1.3.2半固态加工的发展 (3)1.4半固态金属浆料或坯料的制备 (5)1.4.1机械搅拌法 (5)1.4.2电磁搅拌法 (5)1.4.3应变诱发熔化激活法 (6)1.4.4半固态等温热处理法 (6)1.4.5注射成形 (6)1.5镁合金表面防腐处理 (6)1.6课题的主要内容 (10)第二章试验材料、设备及试验过程 (11)2.1试验材料 (11)2.2试验设备 (11)2.3试验过程 (14)2.3.1等温热处理试验 (14)2.3.2 金相试样制备 (14)2.3.3 金相显微组织观察 (16)2.3.4 镁合金的耐腐蚀性能实验 (16)第三章试验结果讨论与分析 (18)3.1铸态半固态等温处理显微组织 (18)3.2挤压态半固态等温处理显微组织 (21)3.3耐腐蚀性能分析 (25)第四章结论 (27)谢辞 (28)参考文献 (29)第一章绪论1.1课题来源及意义镁合金作为最轻的工程金属材料,被誉为“21世纪的绿色工程材料”。
镁合金半固态压铸成形及其控制技术发表时间:2020-08-06T08:02:19.822Z 来源:《新型城镇化》2020年3期作者:周贲征[导读] 在众多的合金材料中,镁合金因其重量轻、延展性高、硬度性能良好等优势,被广泛应用在压铸材料中,本文主要分析镁合金半固态压铸成形的方式以及控制技术,希望能够为压铸行业发展提供意见参考。
周贲征广东鸿图南通压铸有限公司摘要:在众多的合金材料中,镁合金因其重量轻、延展性高、硬度性能良好等优势,被广泛应用在压铸材料中,本文主要分析镁合金半固态压铸成形的方式以及控制技术,希望能够为压铸行业发展提供意见参考。
关键词:镁合金;半固态压铸;成形;控制技术在压铸成形材料中,铝合金与镁合金的应用较为广泛,同铝合金相比较,镁合金的强度以及延展性要更高,在压铸成形的材料中,结构相对牢固可靠。
新的发展形势下,对于镁合金的需求越来越大,镁合金的应用范围不断扩大,甚至在航空航天以及通讯设备上得到了良好的应用。
为了更好地研究镁合金成形材料,本文便针对镁合金半固态压铸成形技术进行简单分析。
1镁合金半固态压铸成形所采用的方法通常情况下,有三种途径可以实现镁合金半固态压铸成形,即触变压铸、流变压铸以及处变注射三种方法,接下来将依次进行详细分析:1.1镁合金半固态的触变压铸方法该方法是通过对半固态镁合金锭进行二次加热,变为固液后,借助密闭的送料机将其传送给压铸机,再输送到压射料筒中。
整个的压铸工作是靠冲头动作来完成的。
在二次加热前,半固态镁合金锭固相率基本在 48%-58% 之间,粘稠度较高,然二次加热后,固液镁合金锭在处于压射状态下,会受到切变作用,降低粘稠度,这样一来便提高了流动性,有助于压射成形。
1.2镁合金的流变压铸方法有关研究表明,同液态镁合金相比较,半固态镁合金的成形技术更有助于镁合金零件的压铸成型,压铸件的质量也更高。
因此,镁合金的流变压铸方法便是将液态镁合金通过降温或者搅拌的方式,来将其转变为半固态浆料后,输送到压铸机进行压铸工艺。
高硅铝合金的半固态压铸成形技术摘要:本文的主要目的为分析如何进一步利用超声振动制备半固态浆料以及流变压铸成形方法,以提高高硅铝合金制作质量。
使用半固态压铸成形技术能提高高硅铝合金的产品质量,同时确保其使用性能:得到的抗拉强度相比于传统方法的高硅铝合金而言增强了30%左右,使得零件的整体性能得到改善。
关键词:高硅铝合金;半固态压铸;成形技术引言:近几年,随着我国社会发展速度的加快,工业行业的发展也同样十分迅速,其中高硅铝合金成为了工业发展中最常见且使用频率较高的合金之一。
高硅铝合金具有质量相对较轻、硬度高且耐磨性好、导热性能好等一系列的优点。
目前该合金被广泛应用于各种不同的领域,例如电子封装、汽车以及航空航天等。
由于在高硅铝合金中含有大量的初晶Si,并且随着Si含量的增加,会导致初晶中的Si元素颗粒变得更加的粗大,结合针状的共晶Si会直接降低其基体的性能。
为此,在当前条件下如何进一步利用半固态压铸成形技术提高高硅铝合金的制作质量,增强其实用性和经济性成为了我国目前工业发展中的重点内容。
一、高硅铝合金的成分所谓高硅铝合金是指在制造过程中,金属中含有共晶Al-Si合金,其中Si的质量分数在17%~70%的范围内,并且被大多数人认为属于金属基复合材料。
在高硅铝合金中是由Si相作为硬质均匀地分布在较软的α-Al基体中。
当前分析高硅铝合金时可以按照成分进行分析,将其分成两种不同的类别,第一种是Al-Si的二元合金,第二种则是以铝、硅为主要元素,并且在其中加入一定量的合金元素,进而形成了多元高硅的铝合金品相。
在高硅铝合金中含有大量的元素成分,这些成分自身的特性具有一定差异,同时具备不同的用途。
二、传统铸造方法生产高硅铝合金时存在的问题在利用传统的方式生产高硅铝合金过程中,存在以下几点问题:第一,在进行初晶硅的细化过程时其难度较高:尝试增加高硅铝合金中含有的Si含量,会导致合金中含有的初晶硅体积率增大,致使高硅铝合金的抗拉强度、屈服强度以及塑性都会在这一阶段明显的降低。
半固态触变注射成形技术在Mg合金铸造中的应用前言:近年来,随着对环保等方面要求的提高,镁合金以其质量轻、比强度高、比刚度高、减震性好、耐电磁屏蔽和易回收等特点而从众多金属材料中脱颖而出,广泛应用于航空、航天、电子和汽车等行业。
特别是目前正在用于笔记本电脑和手机壳体的制造,有逐渐取代可回收性较差的塑料壳体的趋势,成为目前研究及应用的热点。
常用的镁合金成形方法主要有压铸、半固态铸造、挤压铸造等,其中压铸法是国内外广泛采用的镁合金成形方法。
但同压铸镁合金产品相比,半固态成形产品的铸造缺陷少,产品的力学性能及表面和内在质量高,此外还有节约能源、安全性好和近净成形性好等优点,因此镁合金的半固态成形受到了广泛的关注。
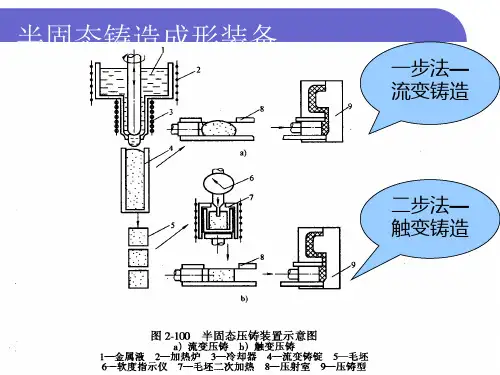
而镁合金半固态触变注射成形技术是目前半固态铸造技术的最新发展方向半固态浆料的内部特征是固液两相共存,在晶粒边界存在液态金属"半固态浆料主要有以下特点(1) 表观粘度半固态浆料组织特性的客观反映就是表观粘度"研究表明,半固态浆料的表观粘度与固相率密切,随着固相率的增加而增加"当浆料的固相率超过临界值时,粘度值迅速增加"(2)流变性半固态浆料的固相率为50%时,仍具有很好的流动性"这是因为金属液中的固相具有球状或类球状结构,导致半固态浆料的粘度降低"半固态浆料的流变性可分为稳态流变性和非稳态流变性"稳态流变性是指恒温恒剪切速率条件下的流变性,非稳态流变性是指连续冷却或者剪切速率变化条件下的流变性" (3) 触变性半固态金属的触变性是指表观粘度对剪切时间的依赖关系,反映了半固态浆料的依时行为"半固态浆料的表观粘度在一定的剪切速率下,随着时间的延长而逐步下降,具有可逆性"(4) 球状未熔固相颗粒半固态浆料中存在着一定分数的未熔球状或类球状固相颗粒,因此在凝固过程导致收缩减小,偏析减少"可以说正是因为球状未熔固相颗粒的存在,才使半固态浆料具有一系列的独特优点"流变成形是将金属液在从液相向固相的冷却过程中进行强烈搅拌,在一定的固相体积分数下通过压铸或是挤压的方式来成形(一步法);触变成形则是将由搅动设备所制备的半固态铸锭重新加热至半固态进行压铸挤压成形(二步法)。
半固态金属精密成形工艺《半固态金属精密成形工艺:开启金属加工新视界》半固态金属精密成形工艺,这就像是一场金属世界里的奇妙魔法。
想象一下,金属不再是我们印象中那种生硬冰冷的固体模样,而是处在一种半固态的奇妙状态。
在这个工艺里,金属就像是被施了魔法的泥巴。
普通的泥巴我们可以轻松地捏出各种形状,半固态的金属也有着类似的可塑性。
这种状态下的金属,它的流动性不像液态金属那么难以控制,又比固态金属更容易改变形状。
比如说,要制作一个形状复杂的金属零件,传统的加工方式可能会面临诸多挑战,像是切割的时候容易出现误差,锻造的时候很难达到精细的形状要求。
但半固态金属精密成形工艺就不一样了。
我曾经看到过一个小的金属工艺品制作。
如果按照老方法,那工匠得费好大的劲儿,又是敲又是磨的。
可要是用半固态金属精密成形工艺,就像是把金属变成了听话的小宠物。
工匠可以精准地让金属按照自己的想法一点点成型。
就像捏小泥人一样,哪里需要胖一点,哪里需要瘦一点,都能轻松搞定。
半固态金属精密成形工艺在很多领域都有着大显身手的机会。
在汽车制造行业,汽车上有很多零部件的形状复杂得很。
发动机里的一些小零件,传统工艺做起来不仅耗时,而且质量还不一定能保证。
半固态金属精密成形工艺就像是一个救星。
它可以快速地制造出这些精密的小零件,而且质量还非常好。
这些零件的强度和精度都能满足汽车高性能的要求。
再看看航空航天领域。
飞机上的一些零部件那可是要求极高的。
一个小小的误差都可能导致严重的后果。
半固态金属精密成形工艺就像是一个严谨的艺术家,能够把金属加工成航空航天所需要的各种高要求的零件。
比如说机翼上的一些连接件,这个工艺可以确保连接件的形状精确到极致,同时保证它有足够的强度去承受飞机飞行时的巨大压力。
不过,这个工艺也不是没有挑战的。
就像一个调皮的孩子,有时候也会闹点小脾气。
它对设备的要求比较高,不是随便一个小工厂就能玩转的。
那些设备就像是昂贵的魔法棒,得有足够的资金投入才能拥有。
半固态成形技术的工艺流程半固态成形技术(Semi-Solid Forming Technology)是一种将合金材料由液态逐渐转变为半固化状态进行成形的高效率制造技术。
下面我将详细介绍半固态成形技术的工艺流程。
半固态成形技术的工艺流程主要包括以下几个步骤:1. 材料准备:选择适合半固态成形的合金材料,通常是金属合金。
合金的主要成分、比例和杂质控制对成品的质量有重要影响。
合金材料经过预处理、熔炼、再结晶等工艺,制备成符合要求的原料。
2. 半固态化处理:原料合金通过加热,使其处于半固态状态。
半固态是指合金同时具有液相成分和固相成分,且两者之间呈现出部分固相悬浮的混合状态。
通过控制半固态化温度和时间,使合金材料达到理想的半固态状态。
3. 成型形式选择:根据产品的形状、尺寸和结构等要求,选择最适合的成型形式。
常用的成型形式有温锻、挤压、注射等。
挤压是其中最常用的成型形式,特点是简单、成本低、生产效率高。
4. 成型设备准备:根据选择的成型形式,准备相应的设备。
例如,在挤压成型中,需要准备好挤压机,根据产品的尺寸和结构确定模具的设计。
5. 成型过程:将半固态合金材料装填到成型模具中,然后施加压力进行成型。
成型过程中,合金材料由半固态状态逐渐变形为固态状态。
压力的大小、速度和时间等参数需要根据具体产品要求进行调控。
6. 去除模具和后处理:成型完成后,将产品从模具中取出,并进行必要的后处理。
后处理包括去除余温、切割、打磨、喷漆等工艺,以使产品满足要求的精度和表面质量。
7. 检测与质量控制:通过一系列的检测手段,对成品进行质量控制。
常用的检测方法包括尺寸测量、化学分析、金相显微镜观察等。
根据产品要求和行业标准,对成品进行合格与否的判定。
整个工艺流程中,原料准备、半固态化处理和成型过程是关键环节,因为这些环节直接影响到成品的质量和性能。
精确控制半固态化温度和时间,以及成型过程中的温度、压力和速度等参数,能够使成品达到精密度高、尺寸稳定、表面质量好的要求。