装配图
- 格式:doc
- 大小:42.00 KB
- 文档页数:3


装配图规范设计标准要求装配图是指将产品的零部件、工装夹具、设备等按照一定的排列顺序和关系进行图示表示的工程图,是工业设计、机械制造、设备安装等领域必不可少的重要工具。
为了保证装配图的准确性和一致性,提高工作效率和产品质量,通常会制定装配图规范设计标准来统一装配图的制作和使用。
一、格式规范装配图的格式规范包括图面尺寸、边框和标题栏设计等要求,以确保装配图的整体美观和易读性。
例如,装配图纸的图面尺寸应符合国家标准,边框和标题栏应清晰明确,包含重要的信息如图号、名称、编制人、日期等。
二、符号和图例装配图中使用的符号和图例应符合相关的国家标准,包括零部件图形符号、尺寸标注符号、链接关系符号等,以便工程师和技术人员能够准确理解图纸所表示的信息。
符号和图例的选择应简洁明了,具有通用性,方便在不同场合使用。
三、图件标识装配图中的每个零部件和工装夹具等都需要进行标识,以便进行识别和辨认。
常用的标识方式包括图件编号、名称、数量、材料等,标识应清晰可辨,与图纸中的零部件一一对应。
四、尺寸和公差装配图中的尺寸标注应符合设计要求,并采用适当的公差标注,确保装配图的准确性和一致性。
尺寸和公差的标注应简洁明了,规范中应指明公差的计算方法和表达方式,如线性公差、角度公差、平面公差等。
五、装配关系和顺序装配图需要清晰表示各个零部件之间的关系和顺序,以确保装配过程中的正确性和流畅性。
装配关系可以使用直线连接、箭头表示等方式表示,装配顺序可以使用数字或字母进行标注,同时配合相关的文字说明。
六、工艺要求装配图还需要包含一些工艺要求,如装配工艺、拆卸工艺、定位工艺等,以指导操作人员进行装配和维修。
工艺要求可以通过文字说明、标注和图示等方式进行表示,要求清晰明确,易于理解和操作。
七、图纸审查和修订装配图的设计标准还应包含图纸的审查和修订要求,以保证装配图的准确性和一致性。
图纸审查应根据标准流程进行,审核人员需要具备相关的技术知识和经验。



第8章 零件图与装配图零件图表达了机器零件的详细结构形状、尺寸大小和技术要求,它是用于加工、检验和生产机器零件的重要依据,画零件图和看懂零件图,是人们从事技术工作的基础。
装配图是用来表达机器或部件的工作原理、表达各组成零件的连接关系和零件间相互位置关系的一种图样。
对于一个机器或部件的设计,一般应先按设计要求画出装配图,然后再根据装配图拆画出各个零件图。
机器或部件的装配图和组成机器或部件的所有零件图,构成一套完整的图纸,在生产过程中,先根据零件图加工生产出全部零件,再根据装配图来完成机器或部件的组装,生产出合格的产品。
零件图和装配图的画图和看图是完成这一整个生产过程的基础。
§8-1 零件图的作用和内容一台机器是由若干个零件按一定的装配关系和技术要求装配而成,我们把构成机器的最小单元称为零件。
表达零件的结构、形状、大小和技术要求的图样称为零件图,如图8.1所示。
零件图是用于指导零件加工、检验的依据,是设计部门提交给生产部门的重要技术文件。
图8-1 端盖零件图一张完整的零件图包括下列内容:1. 一组视图用恰当的表达方法,完整、清晰地表达零件各部分的结构形状。
2. 完整的尺寸零件制造和检验所需的全部尺寸。
3. 技术要求用规定的符号、数字及文字注明零件制造和检验应达到的技术指标。
4. 标题栏图纸右下角的标题栏中填写零件的名称、材料、数量、比例、图号以及设计人员的签名等。
§8-2零件图的视图选择及尺寸注法一、零件图的视图选择图8-2 柱塞泵壳体主视图选择选择主视图: 主视图是一组图形的核心,主视图应尽可能多的表达零件结构形状,主视图的选择有下面两个问题。
1) 零件的放置位置:尽可能符合零件的加工位置或工作位置。
2) 主视图的投射方向:主视图应尽可能多的表达零件形状特征,并使视图中细虚线最少。
如图8-2所示的柱塞泵,按其工作位置放置后,其主视图的投射方向有A、B、C、D四个方向可供选择,若选B或C作为主视图的投射方向,均不能表达零件的形状特征。
1.锥面与件-07的锥面,保证接触面积大于80%2.零件13与零件14的装配面对主床身后模垫板的平行度不大于0.05mm3.所有相对运动的零件,要求运动自如,不得有卡死现象存在4.该装置接上润滑油后,检查所有相对运动的地方,必须有润滑油送到5.零件6与零件16、17、18、19组装后,间隙为0.07-0.10mm6.零件7与零件8组装后,接触线不得少于有效长度的80%7.紧固件装配8.链轮必须牢固的装在轴上,并且轴肩与链轮端面的间隙不得大于0.10mm;9.主动链轮和被动链轮齿的中心线应当重合,其偏移误差不得大于两链轮中心距的2/1000;10.装配前,所有的零件用煤油清洗,箱体内壁涂上两层不被机油浸蚀的涂料;11.齿轮啮合侧隙用铅丝检验,高速级侧隙应不小于0.211mm,低速级侧隙也不应小于0.211 mm;12.用涂色法检验齿面接触斑点:按齿高不小于40%,按齿长不小于50%;13.滚动轴承36207,36211的轴向调整间隙为0.04~0.07mm;14.剖分面涂密封胶或水玻璃,不允许使用任何填料;15.减速器内盛120号工业齿轮油;16.减速器外表面涂灰色油漆;基本要求1 必须按照设计、工艺要求及本规定和有关标准进行装配。
2 装配环境必须清洁。
高精度产品的装配环境温度、湿度、防尘量、照明防震等必须符合有关规定。
3 所有零部件(包括外购、外协件)必须具有检验合格证方能进行装配。
4 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。
5 装配过程中零件不得磕碰、划伤和锈蚀。
6 油漆未干的零件不得进行装配。
7 相对运动的零件,装配时接触面间应加润滑油(脂)。
8 各零、部件装配后相对位置应准确。
9 装配时原则上不允许踩机操作,特殊部位必须上机操作时应采取特殊措施,应用防护罩盖住被踩部位,操作者须穿平底步鞋以防止破坏漆膜,电瓶及非金属等强度较低部位严禁踩踏。
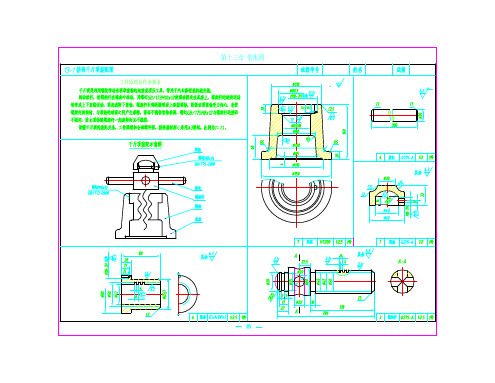
9.1模具装配图概述
模具装配图是模具生产中重要的技术文件之一。它表示了模具的结构形状、装配关系、工作
原理和技术要求等。模具设计时,先画出模具装配图,再根据装配图绘制模具零件图;装配时,
根据装配图把模具零件总装成一副完整的模具。装配图也是安装、调试、维护和检验模具的重要
技术文件。
9.1.1 模具装配图的内容
一幅完整的装配图应包含以下内容:
1. 一组图形
模具装配图应综合运用视图、剖视、断面等表达方法,正确、完整、清晰地表达模具各零件
的相互位置关系和装配关系,同时准确地反映出该模具的工作原理和结构特点。
2. 必要的尺寸
必要的尺寸包括反映模具性能、规格和零件间装配关系的尺寸,及模具的外形尺寸、安装尺
寸和其他重要尺寸。
3. 技术要求
有关模具装配、安装、调试、保管等方面的要求和应达到的技术指标,一般用文字说明。
4. 模具零件的序号明细栏和标题栏
模具装配图中,应对每个不同模具零件编写序号,并在明细栏中填写序号、代号、名称、数
量、材料、备注等内容。标题栏中应填写模具的名称、比例、图号及设计、审核等人员的签名。
9.1.2 模具装配图的规定画法
模具装配图有一些不同于零件图的规定画法。
1. 接触面与配合面的画法
两相邻零件的接触面,只用一条轮廓线表示,不能画成两条线或画成一条加粗的实线。
当两相邻零件间应保留空隙时,即使其间隙很小,也必须画出两条线。
2. 剖面线的画法
在模具装配图中,相互邻接的金属零件的剖面线,其倾斜方向应相反;同一零件的剖面线在
各视图中应保持间隔一致,方向相同;当3个零件相互相邻时,应把其中两个零件的剖面线画成
相反方向,并改变第3个零件剖面线的间隔,第3个零件的剖面线应与另两个零件中方向相同的
剖面线错开;当薄片零件厚度小于2mm时,如垫片,允许用涂黑的方式来表示剖面符号。
3. 实心零件和标准件的画法
在模具装配图中,对实心零件如小型芯、凸模、推杆、复位杆、导柱、轴、手柄、连杆、球
等,和一些标准件如螺栓、螺钉、螺柱、螺母、垫圈、键、销等,若剖切平面通过它们的基本轴
线时,按不剖绘制,只画出其外形即可。若这些零件上有孔、键槽等结构需要表达,可采用局部
视图。
9.1.3 模具装配图中特殊表达方法
1. 拆卸画法
为表达被遮挡的装配关系或其他零件,可假想拆去一个或几个零件,只画出所要表达部分的
视图。
2. 沿结合面剖切画法
为表达模具的内部结构,可采用沿结合面剖切画法。零件的结合面不画剖面线,被剖切的零
件一般都应画出剖面线。
3. 单独表达某个或几个零件
为表达模具零件的主要结构,可单独画出该零件或几个零件的某一视图,但必须在被表示的
视图附近用箭头指明投影方向,在所画视图上方注出视图名称。
4. 夸大画法
在装配图中,遇到薄片零件、细丝弹簧、微小间隙时,无法按实际尺寸画出,或虽能画出但
不能明显表达其结构的,如锥度很小的圆锥销、锥销孔等,均可采取夸大画法,即把垫片厚度、
弹簧丝直径、微小间隙及锥度等适当夸大画出。
5. 假想画法
在装配图中,可用双点划线画出某些零件的外形。如模具中某些运动零件的极限位置或中间
位置可用双点划线画出其轮廓。当表示与本部件有关但又不属于本部件的其他零部件时,也可采
用假想画法,如用双点划线画出浇注系统的投影轮廓。
6. 展开画法
为表达某些零件的重叠装配关系,如模具中的齿轮齿条抽芯机构的多级传动,可假想将空间
轴系按传动顺序展开在一个平面上,画成剖视图,以表示齿轮的传动顺序和装配关系。
7. 简化画法
在模具装配图中,零件的工艺结构,如小圆角、倒角、退刀槽等可不画出;若干相同的零件
组,如螺纹紧固件等,可详细地画出一组,其余的用点划线表示出中心位置;当剖切平面通过的
某些标准件或该部件已由其他图形表示清楚时,可按不剖切绘制,如绘制滚动轴承时,允许画出
对称图形的一半,另一半只画出轮廓,并用粗实线画出滚子的示意图即可。
9.1.4 模具装配图中零部件序号的编写
为了便于读图、图样管理及生产准备工作,装配图中所有零、部件都必须编写序号。同一装
配图中相同零、部件只编写一个序号,其相关信息填写在明细表中。
1. 装配图中零、部件序号的编写形式
装配图中零、部件序号的编写形式主要有3种。如图9-1所示,(a)是最常用的,先在所
指的零、部件的可见轮廓内画一圆点,然后从圆点开始引线,在引线末端画一水平线或圆,在水
平线或圆内注写序号,序号的字高比尺寸数字大两号。注意,引线、水平线或圆均为细实线。(b)
是在引线的末端不画水平线或圆,直接注写序号。(c)是对于很薄的零件或涂黑的剖面,用箭
头代替圆点,箭头指向该部分的轮廓。
图9-1 序号的编写形式
2. 编写序号的注意事项
(1)引线间不能相交,也不能与剖面线平行,必要时可以将引线画成折线,但是只允许转
折一次,如图9-2所示。
(2)序号应按照水平或垂直方向按顺时针(或逆时针)的顺序排列整齐,并尽可能均匀分
布。
(3)一组紧固件以及装配关系清楚的零件组,可采用公共引线,如图9-3所示。
图9-2 引线为折线 图9-3 零件组的公共引线