气保护药芯焊丝简明表
- 格式:pdf
- 大小:471.79 KB
- 文档页数:22
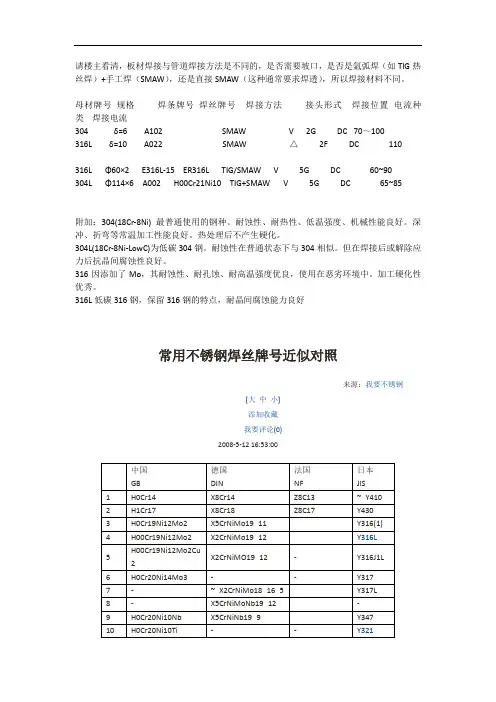
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
气保焊焊丝型号及用途气保焊(Gas Metal Arc Welding, GMAW),又称为MIG焊或MAG焊,是一种常用的电弧焊方法。
它通过在焊接区域形成的电弧和焊丝之间产生的热量来熔化工件的金属,实现焊接的目的。
在气保焊过程中,使用的焊丝起到提供焊接金属的材料和添加剂的作用,不同种类的焊丝适用于不同的应用场景。
根据焊丝的材料和成分,我们可以将气保焊焊丝分为以下几类:1. 碳钢气保焊焊丝:碳钢气保焊焊丝最为常见,适用于焊接碳素钢工件。
碳钢焊丝通常由低碳钢或中碳钢制成,其成分中只有少量的合金元素,如锰、硅等。
这种焊丝适用于普通钢结构、轻型钢材、钢管等焊接。
2. 不锈钢气保焊焊丝:不锈钢气保焊焊丝适用于焊接不锈钢工件,可以保持焊缝的抗腐蚀性。
不锈钢焊丝有多种类型,如奥氏体不锈钢焊丝、铁素体不锈钢焊丝等。
不同类型的不锈钢焊丝适用于不同种类不锈钢的焊接。
3. 铝合金气保焊焊丝:铝合金气保焊焊丝用于焊接铝合金工件,适用于航空航天、汽车制造等领域。
铝合金焊丝需要与特殊的保护气体配合使用,以防止氧化和杂质的污染。
4. 铜合金气保焊焊丝:铜合金气保焊焊丝适用于焊接铜合金工件,如黄铜、薄壁铜管等。
铜合金焊丝可以提供良好的导电性和导热性。
除了以上几种常见的气保焊焊丝外,还有一些特殊材料的焊丝用于特殊应用,例如镍合金焊丝、钛合金焊丝等。
在选择气保焊焊丝时,需要考虑以下几个因素:1. 材料的性质:选择焊丝时,首先要根据焊接材料的成分和性质来确定焊丝的类型。
不同材料需要不同的焊丝进行焊接,以保证焊缝的质量和性能。
2. 焊接工艺要求:焊接过程中的保护气体、电流和电压等参数的选择,也会影响焊丝的选择。
不同种类的焊丝对应不同的焊接工艺参数,需要根据具体要求进行选择。
3. 焊接位置和焊接材料的厚度:焊接位置和焊接材料的厚度也会影响焊丝的选择。
一些焊丝适用于水平焊、平焊或垂直焊等不同的位置要求,而对于厚度较大的工件,可能需要使用直径较大的焊丝。

气保焊丝规格型号一、前言气保焊丝是一种常用的焊接材料,广泛应用于汽车、航空航天、机械制造等领域。
本文将详细介绍气保焊丝的规格型号,以便读者了解和选择适合自己需求的产品。
二、气保焊丝的分类1. 按照材质分类:不锈钢气保焊丝、铜基气保焊丝、铁基气保焊丝等。
2. 按照直径分类:常见直径有0.8mm、1.0mm、1.2mm等。
3. 按照包装形式分类:桶装、卷装等。
三、不锈钢气保焊丝规格型号1. 规格型号:ER308L/ER308LSi/ER309L/ER309LSi/ER316L/ER316LSi。
2. 直径范围:0.8mm-1.6mm。
3. 包装形式:桶装或卷装。
4. 特点:(1)优良的耐腐蚀性能;(2)适用于不锈钢及其合金的高温下使用;(3)低碳含量,减少晶间腐蚀风险。
四、铜基气保焊丝规格型号1. 规格型号:ERCuSi-A/ERCuAl-A2。
2. 直径范围:0.8mm-1.6mm。
3. 包装形式:桶装或卷装。
4. 特点:(1)高强度、高硬度;(2)优良的耐磨性能;(3)适用于铜及其合金的焊接。
五、铁基气保焊丝规格型号1. 规格型号:ER70S-6/ER49S-6/ER50S-6。
2. 直径范围:0.8mm-1.6mm。
3. 包装形式:桶装或卷装。
4. 特点:(1)焊缝美观,抗裂性好;(2)适用于碳钢及其合金的焊接;(3)低氢含量,减少氢致脆性风险。
六、注意事项在选择气保焊丝时,应根据具体情况综合考虑以下因素:1. 焊接材料的种类和厚度;2. 焊接位置和条件;3. 焊缝要求的强度和外观等级。
七、总结本文介绍了不锈钢气保焊丝、铜基气保焊丝、铁基气保焊丝的规格型号、特点和注意事项。
希望能对读者选择适合自己需求的产品有所帮助。
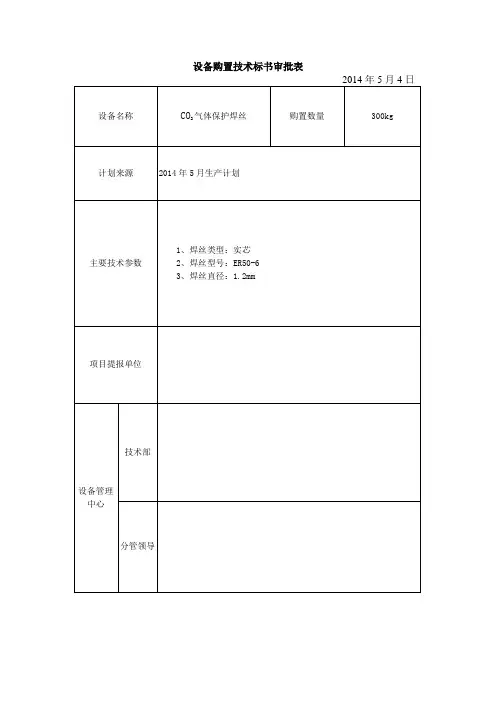
设备购置技术标书审批表第一节供货范围、技术规格、参数与要求一、货物需求一览表二、使用环境1.工作环境1.1周围环境温度:-10℃~35℃。
1.2设备安装场所海拔高度:不低于1200m。
1.3周围空气相对湿度:95%(在25℃时)。
1.4使用电源:AC380V,50Hz 。
1.5使用地点:室内、外使用。
1.6使用焊机:YD-350GR 。
三、技术参数及要求1.技术参数1.1焊丝类型:实芯。
1.2焊丝型号:ER50-6。
1.3焊丝材质:低碳钢(WC ≤ 0.25%)。
1.4焊丝直径:1.2mm。
2. 技术要求2.1焊丝尺寸应符合GB/T 25775的规定。
2.2焊丝使用时容易引弧并能稳定地连续熔化,焊缝形成美观可用于各种空间的焊缝。
2.3焊丝应适合在自动或半自动焊接设备上均匀、连续地送进。
2.4焊丝的药芯应填充均匀,以使焊接工艺性能和熔敷金属力学性能不受影响。
2.5焊丝表面应平滑光洁,不应有毛刺、凹坑、划痕、锈皮,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
镀铜焊丝的镀层应均匀牢固,不应出现起皮或脱落,焊丝表面应采用其他不影响焊接和力学性能的处理方法。
2.6每个焊丝卷、焊丝盘、焊丝筒上的焊丝应是同一批号连续长度的焊丝,焊丝的缠绕不允许有锐弯、扭结、波浪、嵌入等影响平稳送丝的不良现象,焊丝的外端应固定,明显易找。
2.7射线探伤要求:应按GB/T 3323 中的试验方法进行,其试验结果应符合GB/T 3323 附录C中表C.4的Ⅱ级规定。
2.8力学性能应符合焊接接头冲击试验国家标准GB(2650~2655)-2008,力学性能试样的制备及检验应符合GB/T25774.1。
2.9抗裂性要求符合国标GB(4675.1~4675.5)-1984。
2.10焊丝发尘量要符合国家焊丝飞溅要求。
2.11焊丝储藏温度要求:10℃~35℃。
3. 招标人提出的特别技术要求3.1必须对所有技术条款逐条解释并满足使用环境。
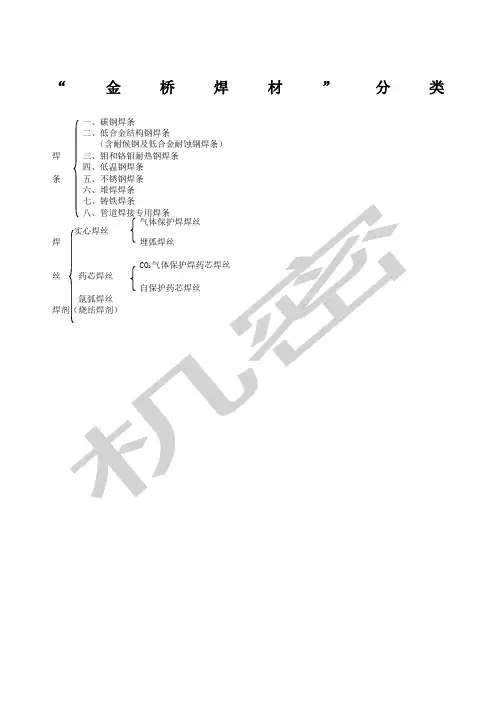
“金桥焊材”分类焊条焊丝*J422CrCu属碳钢焊条,列入耐候钢焊条类。
适应焊接性差的那种钢的预热温度和焊后回火处理。
单用一种焊接材料或厚壁管焊接,应选用碱性耐热钢焊条,它比酸性耐热钢焊条抗裂性能好。
不同铬钼钢所需的最低预热温度C—预热150-300℃,壁厚小于19毫米时,预热100℃即可。
D—预热200-350℃,壁厚小于19毫米时,预热150℃即可。
E—在铬钼钢一侧至少预热100-250℃。
不同铬钼钢焊接接头的热处理规范时:650-700℃,保温1小时/每25毫米.D-壁厚大于50毫米时或管径大于102毫米(管壁大于12毫米)时:690-730℃,保温1小时/每25毫米.E-加热温度:700-750℃,保温1小时/每25毫米,预热温度须保性能,所以应根据设备工作条件(工作温度及介质种类等)选择焊条。
一般焊条选用应与母材成分相同或相近,主要按介质和工作温度来选择焊条1、工作温度在300℃以上,有较强腐蚀性介质,需选用含Ti或3、焊口清理干净,同时防止焊条沾上油及其他脏物,以免增加焊缝含碳量并影响焊接质量。
4、为防止加热而产生晶间腐蚀,焊接电流不宜过大,一般应比碳3 双相不锈钢焊条简明表应选用与母材成分基本一致的焊丝,特别是Mo、Cr等元素,C可以比母材低一些;不锈钢的焊接,焊丝的选择应以被焊母材成份为准,选用相同的合金体系,焊丝成份尽量接近(等于或稍高于)母材成份。
剂散布在盘中,厚度最大不超过50mm。
3、焊前,母材焊接处应清除铁锈、油污、水分等杂质。
5、使用直流电源时,一般采用直流反接,即焊丝接正极。
焊接方法C ??保护药芯焊丝C ??保护实?心焊丝手工焊条焊接材料的熔敷速度金桥焊材药芯焊丝分为气保护药芯焊丝和自保护药芯焊丝两大类,分别具有以下特点:(一)气保护药芯焊丝 ?、在一定的焊接参数下,可进行全位置焊接。
?、熔敷效率高,调整合金成分方便。
?、药芯能改变熔滴过渡的特点,从而可减少飞溅和改善焊缝成形。
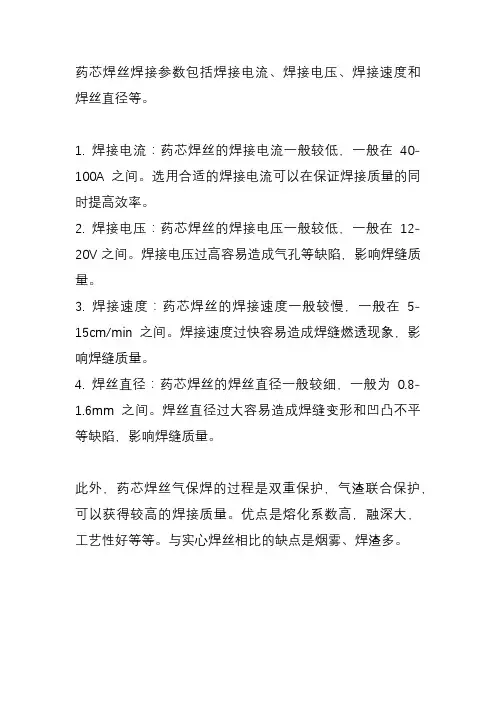
药芯焊丝焊接参数包括焊接电流、焊接电压、焊接速度和焊丝直径等。
1. 焊接电流:药芯焊丝的焊接电流一般较低,一般在40-100A之间。
选用合适的焊接电流可以在保证焊接质量的同时提高效率。
2. 焊接电压:药芯焊丝的焊接电压一般较低,一般在12-20V之间。
焊接电压过高容易造成气孔等缺陷,影响焊缝质量。
3. 焊接速度:药芯焊丝的焊接速度一般较慢,一般在5-15cm/min之间。
焊接速度过快容易造成焊缝燃透现象,影响焊缝质量。
4. 焊丝直径:药芯焊丝的焊丝直径一般较细,一般为0.8-1.6mm之间。
焊丝直径过大容易造成焊缝变形和凹凸不平等缺陷,影响焊缝质量。
此外,药芯焊丝气保焊的过程是双重保护,气渣联合保护,可以获得较高的焊接质量。
优点是熔化系数高,融深大,工艺性好等等。
与实心焊丝相比的缺点是烟雾、焊渣多。
二氧化碳气保焊丝,气体保护焊丝符合:GB ER50-6AWS ER70S-6 相当: DIN SG2 BS A18 JIS YGM12说明:MG50-6是镀铜低合金钢气体保护焊丝,采用CO 2或富氩作保护气体进行施焊。
具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。
用途:适用于碳钢及500MPa 级低合金钢的单道及多道焊(如车辆、桥梁、建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。
焊丝化学成分:(%)熔敷金属力学性能:1.0mmER50-6焊丝,CO2气体保护焊丝ER50-6,实心焊丝符合: GB ER49-1)说明:MG49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的MnSi 联合脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊缝力学性能。
用途:主要用于低碳钢、低合金钢如16Mn 、15MnV 钢制造的车辆、船舶、MG49-1H08Mn2SiA建筑机械等结构件气体保护焊。
焊丝化学成分:(%)熔敷金属力学性能:焊丝规格: 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。
ER50-6金桥焊丝,出口焊丝,章丘气保焊丝厂说明:该焊丝采用CO 2或Ar+CO 2 5%~20%作为保护气体,具有优良的焊接工艺性能,焊接时电弧稳定,飞溅较小,可用于薄板的高速焊接。
在小电流规范下,电弧仍很稳定,并可进行立向下焊,采用混合气体保护焊,焊缝金属强度略有提高。
用途:适于碳素钢的焊接,也可用于薄板、管的高速焊接。
焊丝化学成分:(%) 熔敷金属力学性能: 焊丝规格:气体保护焊丝,气保焊丝,先达气体保焊丝产品介绍:1.产品名称:1.2mm 气体保护焊丝2.型号:ER50s-6/ER70S-6/sg23.说明:ER50S-6焊丝具有优良的焊接工艺性能.焊丝焊接飞溅小,成型美观,熔敷效率高,焊缝金属气孔敏感性小,全位置施焊工艺性好.4.化学成分:C Mn Si S P Cu Other0.06-0.15% 1.40-1.85% 0.80-1.15% ≤ 0.025%≤ 0.025%≤ 0.5%≤ 0.5% 5.焊接参考电流:(保护气体 CO2)160-450A6.注意事项及操作要点:1.焊接线能量的大小将直接影响到焊缝的力学性能.用户根据实际情况调整线能量,重要结构尽可能采用小的线能量.2.焊接区域应严格去除油,锈及水分等杂志.气体保护焊丝,气保焊丝,先达气体保焊丝产品介绍:1.产品名称:1.6mm 气体保护焊丝2.型号:ER50s-6/ER70S-6/sg23.说明:ER50S-6焊丝具有优良的焊接工艺性能.焊丝焊接飞溅小,成型美观,熔敷效率高,焊缝金属气孔敏感性小,全位置施焊工艺性好.4.化学成分:C Mn Si S P Cu Other0.06-0.15% 1.40-1.85% 0.80-1.15% ≤ 0.025%≤ 0.025%≤ 0.5%≤ 0.5% 5.焊接参考电流:(保护气体 CO2)160-450A注意事项及操作要点:1.焊接线能量的大小将直接影响到焊缝的力学性能.用户根据实际情况调整线能量,重要结构尽可能采用小的线能量.2.焊接区域应严格去除油,锈及水分等杂志.1.0mm 气体保护焊丝先达CO2气体保护焊丝具有良好的工艺性能,熔化速度搞,熔敷效率搞。
CO2气体保护焊焊接工艺CO2气体保护焊焊接工艺钢结构二氧化碳气体保护焊工艺规程1 适用范围本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保护焊的基本要求。
注:产品有工艺标准按工艺标准执行。
1.1 编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》GB.985-881.2 术语2.1 母材:被焊的材料2.2 焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。
2.3 层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。
2.4 船形焊:T形、十字形和角接接头处于水平位置进行的焊接.3 焊接准备3.1按图纸要求进行工艺评定。
3.2材料准备3.2.1产品钢材和焊接材料应符合设计图样的要求。
3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。
3.2.3焊丝使用前应无油锈。
3.3坡口选择原则焊接过程中尽量减小变形,节省焊材,提高劳动生产率,降低成本。
3.4 作业条件3.4.1 当风速超过2m/s时,应停止焊接,或采取防风措施。
3.4.2 作业区的相对湿度应小于90%,雨雪天气禁止露天焊接。
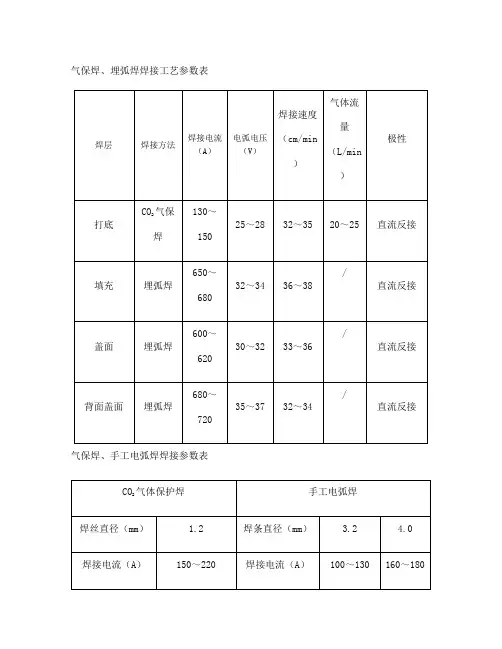
4 施工工艺4.1 工艺流程清理焊接部位检查构件、组装、加工及定位按工艺文件要求调整焊接工艺参数按合理的焊接顺序进行焊接自检、交检焊缝返修焊缝修磨合格交检查员检查关电源现场清理4 操作工艺4.1 焊接电流和焊接电压的选择不同直径的焊丝,焊接电流和电弧电压的选择见下表焊丝直径短路过渡细颗粒过渡电流(A)电压(V)电流(A)电压(V)0.8 50--100 18--211.0 70--120 18--221.2 90--150 19--23 160--400 25--381.6 140--200 20--24 200--500 26--404.2 焊速:半自动焊不超过0.5m/min.4.3 打底焊层高度不超过4㎜,填充焊时,焊枪横向摆动,使焊道表面下凹,且高度低于母材表面1.5㎜――2㎜:盖面焊时,焊接熔池边缘应超过坡口棱边0.5――1.5㎜防止咬边。
CO2气体保护焊丝符合: GB ER49-1)说明:MG49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的MnSi 联合脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊缝力学性能。
用途:主要用于低碳钢、低合金钢如16Mn 、15MnV 钢制造的车辆、船舶、建筑机械等结构件气体保护焊。
焊丝化学成分:(%)熔敷金属力学性能:焊丝规格: 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。
MG49-1 H08Mn2SiA符合: GB ER50-4AWS ER70S-4说明:该焊丝采用CO 2或Ar+CO 2 5%~20%作为保护气体,具有优良的焊接工艺性能,焊接时电弧稳定,飞溅较小,可用于薄板的高速焊接。
在小电流规范下,电弧仍很稳定,并可进行立向下焊,采用混合气体保护焊,焊缝金属强度略有提高。
用途:适于碳素钢的焊接,也可用于薄板、管的高速焊接。
焊丝化学成分:(%)熔敷金属力学性能:焊丝规格:MG50-4符合:GB ER50-6AWS ER70S-6 相当: DIN SG2BS A18 JIS YGM12说明:MG50-6是镀铜低合金钢气体保护焊丝,采用CO 2或富氩作保护气体进行施焊。
具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。
用途:适用于碳钢及500MPa 级低合金钢的单道及多道焊(如车辆、桥梁、建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。
焊丝化学成分:(%) 熔敷金属力学性能:MG50-6 (TH-S206)符合: GB ER50-G 相当: JIS YGW-16AWS ER70S-G说明:Ar+CO 2气体保护焊丝,焊接时,流动性与抗裂性优异,飞溅小,熔渣少且易剥落。
用途:适用高速焊接,龙其适宜于薄板焊接。
焊丝化学成分:(%)熔敷金属力学性能:焊丝规格:MG50-G埋弧焊丝符合: GB H08A 相当:AWS EL8DIN S1 BS S1 JIS W11说明:H08A 是镀铜碳素钢埋弧焊丝,配合相应焊剂进行埋弧自动焊,焊缝金属具有优良的力学性能。