药芯焊丝
- 格式:pdf
- 大小:197.62 KB
- 文档页数:9
不锈钢药芯焊丝成分不锈钢药芯焊丝是一种用于焊接不锈钢材料的焊接材料。
它的成分是关键的因素,会直接影响焊接的质量和性能。
以下是不锈钢药芯焊丝的成分及其相关参考内容。
1. 主要成分:(1)铬(Cr):不锈钢的主要合金元素之一,可以提高其耐腐蚀性能和耐热性能。
一般情况下,不锈钢药芯焊丝的铬含量在16-30%之间。
(2)镍(Ni):不锈钢合金中的重要元素,可以提高焊接材料的强度、塑性和耐热性。
(3)铜(Cu):用于改善焊接材料的耐腐蚀性能和抗热裂性能。
(4)钼(Mo):用于提高焊接材料的耐腐蚀性能和耐高温性能。
(5)锰(Mn):用于调节不锈钢的组织和改善焊接材料的工艺性能。
2. 其他成分:(1)碳(C):碳含量会对焊接材料的硬度和强度产生重要影响。
一般来说,焊接材料中的碳含量应控制在0.03%以下。
(2)硅(Si):用于提高焊接材料的抗氧化性能和耐蚀性能。
一般来说,焊接材料中的硅含量应控制在1-2%之间。
(3)磷(P)和硫(S):这两个元素的含量应尽可能地低。
高磷和高硫含量可能导致焊点出现裂纹和腐蚀。
3. 相关参考内容:(1)GB/T 8110-2008 《钢焊丝化学成分分析方法》该标准规定了不锈钢焊丝化学成分的分析方法,包括铬、镍、铜、钼、锰、硅、磷、硫等重要元素的测定方法。
(2)AWS ER-308H 《不锈钢药芯焊丝的规格和化学成分要求》美国焊接学会(AWS)制定了不锈钢药芯焊丝的规格和化学成分要求。
该标准详细列出了不锈钢药芯焊丝的成分要求,包括铬、镍、铜、钼、锰等元素的最低和最高含量范围。
(3)不锈钢焊丝供应商技术资料和说明书不锈钢焊丝的供应商通常会提供详细的技术资料和说明书,其中包括焊丝的成分、机械性能和适用范围等信息。
综上所述,不锈钢药芯焊丝的成分是非常重要的,关系到焊接质量和性能。
通过参考相关的标准和供应商的技术资料,我们可以了解不锈钢药芯焊丝的成分要求,从而选择适合的焊接材料。
药芯焊丝焊缝表面全是气孔是什么原因?1、焊丝是否受潮,药芯焊丝非常容易受潮,受潮后就容易出现气孔。
如果焊丝表面已经生锈,焊药潮湿基本上必出现气孔!因药芯焊丝是由薄钢带卷成的管状焊丝,属于有缝焊丝;空气中的水分会通过缝隙侵入药芯,2焊缝热输入太大,即焊接参数太大,或走的太慢,容易产生表面虫状气孔。
2、气体保护不好,气体流量小,保护不好容易产生气孔。
气体流量太大时也容易产生气孔,特别是角焊缝的时候。
3、焊工操作手法也可能成为影响因素,比如有人习惯用左焊法,或操作不熟练等。
4、焊材表面清理不干净,有锈、油等杂质。
2 、防止气孔的应用2.1 涂漆钢板角焊的气孔使用普通的药芯焊丝焊接涂漆钢板水平角焊时,问题是产生凹坑、气体沟和气孔等焊接缺陷。
防止焊接缺陷是控制焊接速度或者消除钢板底漆。
2.1.1 气孔产生机理在气孔中,以凹坑为例详细说明气体的产生机理。
焊接涂漆钢板时,电弧热产生H2氢、CH4、O2氧、N2氮、CO钴(一氧化碳气孔)等气体。
根部间隙的涂料燃烧气体气泡;气泡长大及气泡上浮进入液态金属;根部间隙产生的气体供给气泡长大;气泡不连续成长。
在气泡成长的过程中,由于供给气体的压力减少,不能到达表面,而残留在熔敷金属内部,这就是气孔。
2.1.2 减少涂层钢板焊接时气孔的措施涂层钢板水平角焊的问题必须从焊丝、涂层、焊接方法三个方面综合地探讨。
A、从焊丝方面降低气孔与实心焊丝相比,在研究开发涂料钢板的抗气孔性能(以下称为抗涂料性)优良的MAG焊用焊丝方面,药芯焊丝的质量设计具有较大的自由度。
吸取药皮焊条的经验,由于药皮的作用和效果,在某种程度上制成抗涂料性优良的药芯焊丝是可能的。
由于扩散氢含量变化,凹坑个数变化较大,扩散氢含量在10~15ml/100g左右时,凹坑个数达到峰值,小于5ml/100g和大于20ml/100g时,凹坑个数具有减少的倾向。
根据焊条的经验,正在开发使用非低氢型单层角焊用、低氢型单层、多层角焊和平焊用等CO2药芯焊丝。
新安江电焊条有限公司“千岛湖”牌药芯焊丝使用说明以全位置型XH·E71T-1药芯焊丝为例注意事项:1.应采用直流反接(焊丝接正级)焊接。
2.CO2保护气体纯度需在99.8%以上,流量为20~25L/min。
2.药芯焊丝的干伸长度(导电嘴距工件的长度)15~25mm为宜。
3.为了防止产生气孔,请于焊接前先将母材表面的油污、铁锈及水份去除干净。
4.导电嘴的直径应大于药芯焊丝的直径0.15~0.20mm,不应使用过大直径或已严重磨损的导电嘴。
5.若风速超过2m/s时,在施工上应采取防风措施。
6.由于药芯焊丝较实芯焊丝软,送丝装置的加压轮请勿压太紧。
若送丝滚轮已严重磨损,应及时更换,否则将会影响焊丝送出。
7.本焊丝不需烘干,但必须保存在干燥环境下,并且在打开密封后一周内用完。
8.使用陶瓷衬垫的单面焊双面成形时,打底焊道焊接电流应尽量控制在160A以下,焊丝可适当摆动,防止裂纹。
9.立向下焊时,应以大于60cm/min的速度焊接。
若焊速慢了,则焊道上熔渣流淌,容易产生熔深不足,末焊透,裂纹等焊接缺陷。
10.该焊丝扩散氢≤5ml/100g(甘油法),扩散氢≤10ml/100g(水银法),符合标准H10要求,可用于屈服强度为350MPa级高强钢焊接。
但在低温下(小于0℃)焊接时或结构拘束度较大时,应参照有关标准采取适当的焊接工艺,如预热、后热、缓冷等。
特点1.可使用的电流、电压范围大;焊接操作方便。
2.熔敷速度高,同一焊接电流条件下,比实芯焊丝约高30%,其熔敷效率可高达90%。
3.适用于低碳钢和490MPa级高强钢焊接,焊接工艺性能佳,电弧稳定,飞溅少,脱渣容易,焊缝成型美观,全位置焊接性能优良。
XH·E71T-1焊接规范1.焊接参数(推荐)2.熔敷金属焊接工艺规范(推荐)3.对接焊焊接工艺规范(推荐)。
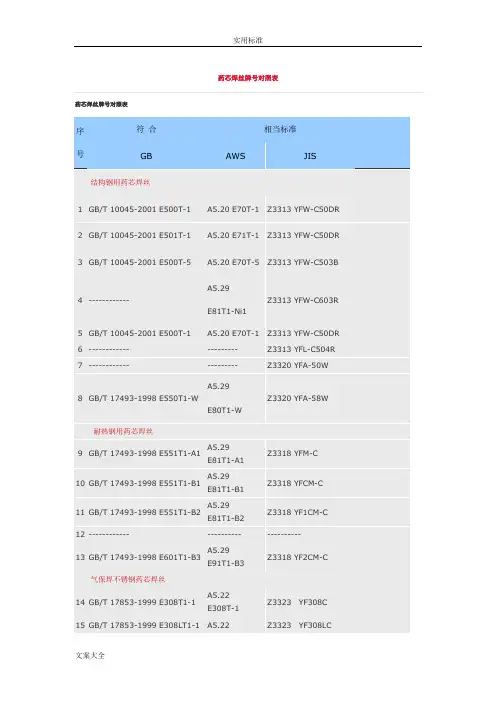
药芯焊丝牌号对照表序号符合相当标准GB AWS JIS 结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-WA5.29E80T1-WZ3320 YFA-58W 耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22Z3323YF308LC序中国钢廉日本神户韩国现代号1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W 耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------25------------------------------------26------------------------------------27------------------------------------28------------------------------------29------------------------------------30------------------------------------31------------------------------------------------ MAG焊用耐磨堆焊药芯焊丝32------------DWH-250------------33GL-YD350(Q)DWH-350------------34 GL-YD450(Q) DWH-450 ------------35 ------------ DWH-600 ------------36 ------------ DWH-800 ------------37 ------------------------------------埋弧焊用耐磨堆焊药芯焊丝38 ------------G-50/USH-250N ------------39 ------------ G-50/USH-350N ------------40 ------------ G-50/USH-450N ------------41 ------------ G-50/USH-500N ------------42 ------------MF-30/USH-600N ------------气保护药芯焊丝使用说明:碳钢药芯焊丝,执行GB/T10045-2001标准;低合金钢药芯焊丝,执行GB/T17493-1998标准;不锈钢药芯焊丝,执行GB/T17853-1999标准药芯焊丝是上世纪70年代逐步发展起来的,由于它效率高、节能、工艺性能好、质量高、综合成本低(只有手工焊条的1/2,埋弧焊丝的1/3,CO2实芯焊丝的90%)、飞溅少,已成为21世纪新一代焊材。
507药芯碳钢焊丝焊接参数表摘要:一、药芯碳钢焊丝的概述1.药芯碳钢焊丝的定义2.药芯碳钢焊丝的特点二、药芯碳钢焊丝的焊接参数1.焊接电流2.电弧电压3.焊接速度4.焊丝直径三、药芯碳钢焊丝的应用领域1.建筑行业2.制造业3.船舶行业4.石油化工行业四、药芯碳钢焊丝的优缺点分析1.优点a.提高焊接效率b.焊接质量高c.适应不同厚度的焊接2.缺点a.成本较高b.操作要求较高正文:药芯碳钢焊丝是一种用于焊接的金属材料,具有高强度和良好的焊接性能。
它主要由碳、铁、锰、硅等元素组成,具有较高的熔点和良好的抗拉强度。
药芯碳钢焊丝在焊接过程中能够产生稳定的电弧,保证焊接质量。
此外,药芯碳钢焊丝还具有抗气孔、抗裂纹等优点,使其在各种焊接应用中都能发挥出良好的性能。
在药芯碳钢焊丝的焊接过程中,需要控制以下几个参数:1.焊接电流:焊接电流是影响焊接过程稳定性的重要参数。
一般来说,焊接电流应根据焊条直径、工件厚度等因素来选择。
电流过大容易导致焊缝成形不良,电流过小则影响焊接效率。
2.电弧电压:电弧电压是指焊接过程中电弧与焊接材料之间的电压降。
合理的电弧电压能够保证焊接过程稳定,焊缝成形美观。
3.焊接速度:焊接速度是指焊接过程中焊条移动的速度。
焊接速度过快容易导致焊缝成形不良,焊接质量下降;焊接速度过慢则会降低焊接效率。
4.焊丝直径:焊丝直径是指药芯碳钢焊丝的粗细程度。
不同直径的焊丝适用于不同厚度的焊接,选择合适的焊丝直径能够保证焊接质量。
药芯碳钢焊丝广泛应用于建筑、制造、船舶、石油化工等行业。
在建筑行业中,药芯碳钢焊丝可用于钢筋焊接;在制造业中,可用于汽车、摩托车等交通工具的焊接;在船舶行业中,可用于船舶结构的焊接;在石油化工行业中,可用于管道、储罐等设备的焊接。
药芯碳钢焊丝具有很多优点,但也存在一定的缺点。
其优点包括:提高焊接效率,保证焊接质量,适应不同厚度的焊接。
然而,药芯碳钢焊丝的成本较高,操作要求也较高,需要焊接工人具备一定的技能和经验。
低温铜铝药芯焊丝用途今天我可得跟你们好好唠唠低温铜铝药芯焊丝这玩意儿。
你们可能一听这名字,就觉得特别专业,特别高大上,其实啊,它在生活里可有不少超有趣的用途呢。
我有个朋友叫小李,他呀,可算是个手工达人。
有一次,他神秘兮兮地跟我说:“兄弟,我要干一件大事儿。
”我好奇得很,就追着问:“啥大事儿啊?”他就从他那宝贝工具箱里拿出了低温铜铝药芯焊丝。
我当时就懵了,这东西我只知道是在焊接的时候用的,他拿这个能干嘛呢?小李跟我讲,他有个特漂亮的铜质小摆件,是他出去旅游的时候带回来的。
结果不小心啊,被他调皮的小侄子给弄断了。
这可把他心疼坏了。
他本来想拿到外面去修,但是又怕那些师傅手艺不好,把他这宝贝给修坏了。
于是呢,他就想到了自己动手,用这低温铜铝药芯焊丝来焊接。
我就站在旁边看他操作。
他先是把那个断掉的小摆件的接口处清理得干干净净的,那认真的模样就像是在对待一件绝世珍宝。
他一边清理一边还跟我念叨:“这接口可得弄干净喽,要是有脏东西,这焊丝可就粘不牢啦。
”清理好之后,他就戴上了护目镜,那架势,还真像个专业的工匠呢。
然后,他小心翼翼地拿出低温铜铝药芯焊丝,就像拿出了魔法棒一样。
他说这焊丝的好处可多了,尤其是低温这个特性。
为啥呢?因为铜这种材料啊,如果温度太高的话,很容易变形,那这个小摆件就毁喽。
但是这低温铜铝药芯焊丝,在焊接的时候温度相对比较低,就不会让铜变形。
他开始焊接的时候,我就看到那焊丝熔化得很均匀,就像奶油在热锅上慢慢融化一样。
他熟练地把断开的两部分一点点地连接起来,那专注的眼神,我在旁边都不敢大声喘气,生怕打扰到他。
他偶尔还会跟我解释两句:“看,这焊丝里的药芯也在起作用呢,它能让焊接的地方更牢固,就像给这个接口加了一层保护罩。
”不一会儿,那个小摆件就被他修好了。
我拿过来一看,哇,简直就和原来一模一样,根本看不出来是断过又接上的。
我忍不住对他竖起了大拇指:“你可真是太牛了,这低温铜铝药芯焊丝还真有这么大的本事啊。
高铬合金锤头耐磨药芯焊丝特点大家好呀!今天咱就来好好聊聊这高铬合金锤头耐磨药芯焊丝的特点,可有趣啦!一、耐磨性超棒。
你想想啊,这锤头在工作的时候,那得多遭罪呀,得经受各种摩擦和撞击。
但高铬合金锤头耐磨药芯焊丝就不一样啦!它里面的高铬合金成分就像是给锤头穿上了一层超级坚固的“铠甲”。
铬这种元素可是有大作用的哦,它能大大提高锤头的硬度和耐磨性,让锤头在长时间的使用中,依然能保持良好的状态,不容易被磨坏。
就好比一个战士穿上了坚韧的战甲,在战场上冲锋陷阵都不怕呢!二、抗冲击性能强。
在实际工作中,锤头可不光是要耐磨,还得能抗住那些突如其来的大力冲击呀。
高铬合金锤头耐磨药芯焊丝就完美地解决了这个问题。
它能让锤头的韧性变得很好,就像一根有弹性的橡皮筋一样,当受到冲击的时候,能够很好地吸收和分散这些力量,而不是一下子就被打坏了。
这样一来,锤头的使用寿命就大大延长啦,也能为我们节省不少更换锤头的成本呢,是不是很赞呀?三、焊接工艺性优良。
焊接这事儿,可是个技术活。
不过呀,高铬合金锤头耐磨药芯焊丝在这方面表现得相当出色。
它的焊接过程比较稳定,不会像有些焊丝那样,一会儿这儿出问题,一会儿那儿冒火花的,让人手忙脚乱。
而且呀,它的熔敷效率还挺高的,能够快速地完成焊接工作,提高我们的工作效率。
这就好比你在做饭的时候,用的厨具特别顺手,做起饭来那叫一个轻松愉快呀!四、耐腐蚀性好。
大家都知道,很多工具在使用一段时间后,会因为各种环境因素而被腐蚀,变得锈迹斑斑的。
但是高铬合金锤头耐磨药芯焊丝可不怕这个!它具有良好的耐腐蚀性,就算是在一些比较恶劣的环境下,比如潮湿、有化学物质的地方,它也能保持自己的“本色”,不会轻易被腐蚀。
这就像是一个不怕风吹雨打的勇士,始终坚守在自己的岗位上,为我们服务呢!五、堆焊层质量高。
用高铬合金锤头耐磨药芯焊丝进行堆焊后,形成的堆焊层质量那是相当高的。
堆焊层的硬度均匀,不会出现这边硬那边软的情况,这样就能保证锤头的各个部位都有很好的耐磨性。
药芯焊丝立焊手法
药芯焊丝立焊手法是一种使用药芯焊丝进行立焊(垂直焊接)的焊接方法。
药芯焊丝是一种包含有焊接药剂(通常为助焊剂)的焊丝,可以在焊接过程中自动产生保护气体,减少氧化和飞溅,提高焊接质量。
以下是药芯焊丝立焊手法的基本步骤:
1.准备工作:首先确保焊接设备和工件表面清洁,
无油污、锈迹等污物。
选择合适的焊丝规格、焊接电流和电压。
2.焊接姿势:药芯焊丝立焊时,建议采用“推焊法”
或“拉焊法”进行操作。
推焊法是指焊枪沿焊缝方向向前推进;拉焊法是指焊枪沿焊缝方向向后拉动。
选择合适的焊接姿势有助于控制焊接速度和熔池形成。
3.点火:接通电源后,用焊丝轻触工件表面,使焊
丝熔化并产生电弧。
此时,药芯焊丝内的焊接药剂将自动产生保护气体,起到保护作用。
4.焊接过程:在焊接过程中,要保持焊丝与工件表
面的适当距离,使电弧保持稳定。
焊枪应沿焊缝方向稳定、匀速移动,以保证焊缝形成整齐、平滑。
5.结束焊接:焊接完成后,立即断开电源。
如果需
要,可以使用钢刷或砂布去除焊缝表面的氧化物和焊渣。
药芯焊丝立焊手法适用于多种金属材料的垂直焊接,如碳钢、不锈钢、铝合金等。
在操作过程中,请遵循安全规范,佩戴防护设备,避免触电、烧伤等事故。
气保护药芯焊丝熔滴过渡形态的选择与应用
气保护药芯焊丝是一种常用的焊接材料,其中熔滴过渡形态的选择与应用对焊
接质量和效率起着关键作用。
本文将探讨如何选择合适的熔滴过渡形态,并说明其在实际应用中的重要性。
选择合适的熔滴过渡形态是通过调整焊接参数和控制熔滴形态来实现的。
通常,焊接参数包括焊接电流、焊接电压、焊接速度等。
在选择过渡形态时,需要考虑以下几个因素:
首先,熔滴过渡形态对焊缝的成型和强度有着重要影响。
如果熔滴形态不合适,可能会造成焊缝的凹陷、气孔等缺陷,降低焊接强度。
因此,在选择过渡形态时,需要根据焊接材料和焊接工艺的要求,确保焊缝的完整性和强度。
其次,选择合适的熔滴过渡形态可以提高焊接效率。
通过控制熔滴的形态,可
以实现快速、高效的焊接。
例如,采用合适的熔滴过渡形态,可以减少焊接过程中的喷溅现象,提高焊接速度和生产效率。
最后,熔滴过渡形态的选择还受到焊接材料的特性影响。
不同种类的焊接材料
对熔滴过渡形态的要求不同。
例如,焊丝的成分和直径会影响熔滴的形态。
因此,在选择熔滴过渡形态时,需要考虑焊接材料的特性。
在实际应用中,正确选择并应用合适的熔滴过渡形态对焊接质量至关重要。
合
理调整焊接参数,根据具体要求选择合适的熔滴形态,可以实现高质量的焊接,提高产品的可靠性和稳定性。
总之,气保护药芯焊丝熔滴过渡形态的选择与应用在焊接行业中具有重要意义。
通过合适的选择和应用,可以提高焊接质量和效率,确保焊缝的完整性和强度,从而满足各种焊接需求。
序号一:概述er304药芯焊丝是一种常用的焊接材料,其材质成份对焊接质量和性能具有重要影响。
本文将对er304药芯焊丝的材质成份进行介绍,以帮助读者更好地了解该焊接材料。
序号二:er304药芯焊丝的主要成份er304药芯焊丝的主要成份是不锈钢,其化学成份包括铬、镍、锰、硅等元素。
具体成份如下:1. 铬:铬是不锈钢的主要合金元素,能够提高不锈钢的耐蚀性和耐热性。
在er304药芯焊丝中,铬的含量通常在18至20之间;2. 镍:镍是一种重要的合金元素,能够提高不锈钢的强度和塑性,同时也具有很好的耐腐蚀性。
在er304药芯焊丝中,镍的含量通常在8至10之间;3. 锰和硅:锰和硅是不锈钢的次要合金元素,能够提高不锈钢的硬度和强度,同时也能够改善不锈钢的加工性能。
序号三:er304药芯焊丝的特性1. 良好的耐腐蚀性:由于er304药芯焊丝中含有较高比例的铬和镍,因此具有良好的耐腐蚀性,能够在潮湿、腐蚀性环境中保持良好的焊接质量;2. 良好的加工性能:er304药芯焊丝的成份使其具有良好的加工性能,能够满足复杂工件的焊接需求;3. 良好的热稳定性:er304药芯焊丝的成份使其具有良好的热稳定性,能够在高温条件下保持较好的焊接质量和性能。
序号四:er304药芯焊丝的应用领域er304药芯焊丝主要用于不锈钢材料的焊接,如压力容器、食品设备、化工设备等的制造和维修。
其良好的耐腐蚀性和加工性能使其在这些领域得到广泛应用。
序号五:结论er304药芯焊丝作为一种常用的焊接材料,其材质成份对其性能和应用具有重要影响。
通过了解er304药芯焊丝的材质成份,能够更好地选择和应用该焊接材料,保证焊接质量和性能。
序号六:er304药芯焊丝与其他类型焊丝的比较除了er304药芯焊丝外,市面上还有许多其他类型的焊丝,如er308、er316等。
这些不同类型的焊丝在成份上可能有所不同,因此在选择焊接材料时需要考虑其特性和适用范围。
与其他类型焊丝相比,er304药芯焊丝的主要区别在于其高含量的铬和镍元素,因此具有更好的耐腐蚀性和热稳定性。
不锈钢药芯焊丝电弧焊焊接工艺
不锈钢药芯焊丝电弧焊(Gas Metal Arc Welding, GMAW)是一种常用的不锈钢焊接工艺。
下面是该工艺的基本步骤:
1. 准备工作:选择适当的不锈钢药芯焊丝、气体和辅助设备。
清洁要焊接的材料表面,确保无油、灰尘等杂质。
2. 设置设备:根据焊接要求,调整焊机的电流、电压和送丝速度等参数。
选择适当的气体保护和流量。
3. 安装药芯焊丝:将不锈钢药芯焊丝装入焊丝枪,确保良好的送丝。
注意避免焊丝扭曲和结块。
4. 清洁焊缝:使用不锈钢刷或溶剂清洁焊缝,以去除氧化膜和杂质。
5. 开始焊接:将焊丝枪靠近焊缝的起点,点燃电弧。
用正确的角度和速度移动焊丝枪,将焊丝和工件熔化并形成焊缝。
6. 控制焊接参数:保持焊丝和焊缝的接触,并注意焊丝和熔池的熔化情况。
根据需要调整焊接的速度、角度和焊丝的送丝速度。
7. 完成焊接:焊接到终点时,停止电弧,并移开焊丝枪。
等待焊缝冷却,然后进行后续处理,如打磨、整形等。
以上是不锈钢药芯焊丝电弧焊焊接工艺的基本步骤,具体操作需要根据具体情况进行调整。
药芯焊丝立焊焊接技巧药芯焊丝立焊是一种使用独特焊接电极的焊接技术,也被称为“药芯焊”。
它与传统的焊接技术相比,具有更高的速度、更低的功耗、更均匀的温度分布和更少的焊接收缩、更少的焊点金属浸入深度。
由于它具有这些优点,因此药芯焊丝立焊已被广泛应用于各种金属材料的不同焊接场景。
药芯焊丝立焊的技术关键在于用于焊接的药芯焊丝。
这种焊丝是一种双层复合结构,由一层通常由低熔点金属(如银)组成的轴线组成,外围包裹一层由高熔点金属(如钴)或合金组成的外壳,并具有良好的熔化特性和焊接稳定性。
药芯焊丝比传统的焊接焊丝具有更好的焊接性能和更低的焊接温度,可以更好地适应不同金属材料的焊接应用场景。
药芯焊丝立焊焊接技巧包括:选择正确的焊缝结构,以确保焊接焊缝具有良好的性能和质量;选择正确的焊接参数,以确保焊接参数和材料的应用场景;熔剂精确控制,确保焊接过程的顺畅;和焊接材料的清洁完整,以确保焊接质量。
药芯焊丝立焊焊接技巧是由几个步骤组成的,前面提到的几个步骤是其中的核心部分,包括:焊接前的准备,焊接参数的调整,焊接熔剂的控制,焊接材料的准备,焊接前的清洁,焊接焊缝的控制,焊接完成后的检查和修复。
第一步:焊接前准备。
在开始焊接之前,需要对焊接环境、材料和钳子进行视察,以确保其中没有潮湿、油污、毛病和其他杂物的存在。
并需要检查焊接纹的尺寸是否符合标准,并确保焊接纹的清洁度。
第二步:调整焊接参数。
根据材料性质和焊接场景,调整焊接电流、焊接电压和焊接速度以获得最佳的焊接效果。
第三步:控制熔剂。
在焊接过程中,熔剂是保证焊接质量的关键。
在焊接前,应该充分收集有关材料和焊接工艺的信息,并确定合适的熔剂,以保证焊接过程中熔剂的精确控制。
第四步:焊接材料的准备。
在调整好焊接参数和控制好熔剂之后,还需要对焊接材料进行准备,包括清洁表面、调整厚度、整理角度等。
第五步:焊接前清洁。
在焊接前,要严格检查材料表面是否受污染、净化处理,如果发现有污染,需要及时使用清洁剂进行处理。
药芯焊丝的分类有多种方法,如按药芯焊丝的制造方法分类:按药芯焊丝焊接时的保护气体分类:按药芯焊丝的用途分类: 药芯焊丝药粉的组成分类.(1) 按制造方法的不同,可以把药芯焊丝分为:有缝药芯焊丝和无缝药芯焊丝两种. 有缝药芯焊丝是由薄钢带通过成型轧辊加工成槽,里面卷入药粉,轧成管状再进行拔丝,加工制造而成,钢带原料通常采用低碳钢,成品焊丝表面要进行表面防锈处理.同时要有良好的送丝性能,所以要进行表面处理. 无缝药芯焊丝是在预先成型好的钢管中填充药粉,再经过电镀,拔丝,达到焊丝产品直径的尺寸.(2) 按焊接时保护气体的不同,可以把药芯焊丝分为:气体保护药芯焊丝,和自保护药芯焊丝.在中国,日本,韩国等, 药芯焊丝大部分采用CO2作为保护气体,而在美国使用自保护药芯焊丝的比例比较高,欧洲由于保护气体价格上的差别, 药芯焊丝主要采用混合气体(Ar-CO2)保护.(3) 按用途的不同,可以把药芯焊丝分为:低碳钢及490MPa级钢,高强钢,耐热钢,低温钢,乃腐蚀钢,不锈钢,和硬面堆焊用药芯焊丝.由于药芯焊丝可以调整内部药芯配方,因此同手工电焊条一样, 药芯焊丝的品种齐全,有用于造船业的全位置型药芯焊丝,有用于海洋结构的低温药芯焊丝,有用于锅炉,压力容器的耐热钢药芯焊丝等等.(4) 按填充药粉的组成不同,可以把药芯焊丝分为熔渣型药芯焊丝金属粉型药芯焊丝. 熔渣型药芯焊丝按照渣的碱度可以分为钛型(酸性渣),钛钙型(中性或弱碱性渣)和碱性(碱性渣) 药芯焊丝.一般来说,钛型药芯焊丝焊缝成型好,全位置的焊接操作性好,但是缺口韧性,抗裂性就稍差.相反碱性药芯焊丝缺口韧性.抗裂性好,而焊缝的外观.成型及操作性就差.钛钙型药芯焊丝介于两者之间.近年来,随着药芯焊丝的发展,新型的钛型药芯焊丝不仅焊接工艺性好,而且其熔敷金属的扩散氢含量低,冲击韧性优异.而钛钙型药芯焊丝现在则很少使用.金属粉型药芯焊丝具有实芯焊丝的低渣性(渣产生量很少),良好的抗裂性等特点,并兼备钛型药芯焊丝良好的焊接操作性能.其焊接效率比钛型药芯焊丝还要高.目前药芯焊丝的分类还没有同意的标准,许多国家根据药芯焊丝的类型和熔滴过渡形式将药芯焊丝大体归为四种类型.即,钛型,碱型.金属粉型和自保护型药芯焊丝.。
药芯焊丝 产品描述: 药芯焊丝说明 药芯焊丝是一种新的焊接材料,目前可用于自动焊、半自动焊、气体保护
焊,自保护焊或配合焊剂的自动焊等。药芯焊丝用途广泛,焊缝多属质量好,对母材的适应性强,焊接生产效率高。 药芯焊丝断面形状可为“E”型、“O”型和“T”型等形状。从综合角度又可分为
有缝、无缝、镀铜和不镀铜药芯焊丝。
CHT701 产品描述:
CHT701 药芯焊丝 符合:GB/T 10045 E500T-1 相当:AWS A5.20 E70T-1 JIS Z3213 YFW-C50DM 说明:CHT701属CO2
焊接用钛型药芯焊丝。其熔敷效率、焊接工艺性能及熔
敷金属力学性能均明显优于实芯焊丝。适用于低碳钢和490MPa级高强钢中、厚板结构的焊接。多用于船舶、产业机械设备、桥梁等式逻辑钢结构件的平焊和横角焊。 执行标准:GB/T10045-2001
熔敷金属化学成份:(%) C Mn Si S P 标准值 ≤0.10 ≤1.75 ≤0.75 ≤0.03 ≤0.03
典型值 0.06 1.40 0.45 0.011 0.018
熔敷金属机械性能:
抗拉强度 (бb)Mpa 屈服点 (бs)MPa 伸长率(δ5)% 冲击功Akv(J) 保护气体 0℃ -20℃
标准值 ≥480 ≥400 ≥22 ≥47 ≥27
CO2 典型
值 545 450 29 110 80
参考电流:(DC+) 焊条直径(mm) 1.2 1.6
焊接电流(A) 平焊 200-300 250-350
平角焊 200-300 250-350
CHT711 产品描述:
CHT711 药芯焊丝 符合:GB/T 10045 E501T-1 相当:AWS A5.20 E71T-1 JIS Z313 YFW-C50DR 说明:CHT711属CO2
焊接用钛型药芯焊丝。熔敷效率高,全位置焊接工艺性
能佳,亦可立向下焊。适用于船舶、压力容器、机械设备、桥梁等钢结构低钢碳钢和490MPa级高强钢的焊接。
熔敷金属化学成份:(%) C Mn Si S P 标准值 ≤0.10 ≤1.75 ≤0.75 ≤0.03 ≤0.03
典型值 0.06 1.40 0.40 0.010 0.017
熔敷金属机械性能:
抗拉强度 (бb)Mpa 屈服点 (бs)MPa 伸长率(δ5)% 冲击功Akv(J) 保护气体 0℃ -20℃
标准值 ≥480 ≥400 ≥22 ≥47 ≥27
CO2 典型
值 540 450 30 120 100
参考电流:(DC+) 焊条直径(mm) 1.2 1.4 1.6 焊接电流(A) 平焊 120-300 150-380 180-430 平角焊 120-260 150-320 180-380 立向上焊、仰焊 120-280 150-270 150-270
横焊 120-280 150-320 180-300
立向下焊 200-280 220-300 250-300
钛型碳钢药芯焊丝CHT71Ni 产品描述:
CHT71Ni 药芯焊丝 符合:GB/T 10045 E501T1-1L 相当:AWS A5.20 E71T1-1J
说明:CHT71Ni属钛型渣系的CO2
气体保护药芯焊丝。焊接工艺性能佳,电
弧稳定、飞溅少、脱渣容易、焊缝成型美观,适用于全位置焊接:同时其焊缝金属还具有良好的塑性,低温韧性。
用途:适用于低碳钢和490MPa级高强钢制造的船舶、采油平台、容器、管道等的焊接。
熔敷金属化学成份:(%) C Mn Si S P Ni 标准值 ≤0.10 ≤1.75 ≤0.75 ≤0.03 ≤0.03 ≤0.5
一例 0.55 1.30 0.35 0.010 0.015 0.45
熔敷金属机械性能:
抗拉强度 (бb)Mpa 屈服点 (бs)MPa 延伸率(δ5)% 冲击功Akv(J) 保护气体 -40℃(J)
标准值 ≥480 ≥400 ≥22 ≥47
CO2 一例 520 425 30 120
参考电流:(DC+) 焊条直径(mm) 1.2
焊接电流(A) 平焊 120-300 平角焊 120-280 立向上焊、仰焊 120-260
横焊 120-280
立向下焊 200-280
注意事项: 1.采用CO2气体保护,CO2气体纯度99.98%。 2.焊接时CO2保护气体的流量应控制在20-25L/min。 3.焊丝的伸出长度应控制在15-25mm范围内。 碱型耐热钢药芯焊丝CHT80B2B 产品描述:
CHT80B2B 药芯焊丝 符合:GB/T 17493 E550T5-B2
相当:AWS A5.29 E80T5-B2
说明:CHT80B2B属碱性渣系的CO2
气体保护耐热药芯焊丝。焊接工艺性能
良好,电弧稳定,,脱渣容易,焊缝成型较好,适用于平焊和平角焊以及不大于45°的爬坡焊:焊缝金属的塑韧性和抗裂性能优良。
用途:适用于塑韧性有较高要求的、工作温度在520℃以下的1%Cr-0.5%Mo(如15CrMo)低合金耐热钢的焊接.
熔敷金属化学成份:(%) C Mn Si S P Cr Mo 标准值 ≤0.12 ≤1.25 ≤0.80 ≤0.02 ≤0.025 1-1.5 0.4-0.65
一例 0.053 0.92 0.45 0.010 0.012 1.15 0.45
熔敷金属机械性能:
抗拉强度 (бb)Mpa 屈服点 (бs)MPa 延伸率(δ5)% 冲击功Akv(J) 热处理 保护气体 常温(J)
标准值 550-690 ≥470 ≥19 ≥47 690℃ X
1hr CO2 一例 600 510 24 180
参考电流:(DC+) 焊条直径(mm) 1.2
焊接电流(A) 平焊 120-320
平角焊 120-320
注意事项: 1.采用CO2气体保护,CO2气体纯度99.98%。 2.焊接时CO2保护气体的流量应控制在20-25L/min。 3.焊丝的伸出长度应控制在15-25mm范围内。 4.焊前需预热至150-300℃,焊后需经680-720℃回火处理。
钛型耐热钢药芯焊丝CHT81B2 产品描述:
CHT81B2 药芯焊丝 符合:GB/T 17493 E551T1-B2
相当:AWS A5.29 E81T1-B2
说明:CHT81B2属钛型渣系的CO2
气体保护耐热药芯焊丝。焊接工艺性能
佳,电弧稳定,飞溅少,脱渣容易,焊缝成型美观,全位置焊接性能优良. 用途:适用于焊接工作温度在520℃以下的1%Cr-0.5%Mo(如15CrMo)低合金耐热钢.
熔敷金属化学成份:(%) C Mn Si S P Cr Mo 标准值 ≤0.12 ≤1.25 ≤0.80 ≤0.02 ≤0.025 1-1.5 0.4-0.65
一例 0.055 0.80 0.40 0.010 0.011 1.15 0.45
熔敷金属机械性能:
抗拉强度 (бb)Mpa 屈服点 (бs)MPa 延伸率(δ5)% 冲击功Akv(J) 热处理 保护气体 常温(J)
标准值 550-690 ≥470 ≥19 ≥27 690℃ X
1hr CO2 一例 660 580 22 55
参考电流:(DC+) 焊条直径(mm) 1.2
焊接电流(A) 平焊 120-300 平角焊 120-280 立向上焊、仰焊 120-260
横焊 120-280
立向下焊 200-280
注意事项: 1.采用CO2气体保护,CO2气体纯度99.98%。 2.焊接时CO2保护气体的流量应控制在20-25L/min。 3.焊丝的伸出长度应控制在15-25mm范围内。 4.焊前需预热至150-300℃,焊后需经680-720℃回火处理。 钛型耐热钢药芯焊丝CHT81B2V 产品描述:
CHT81B2V 药芯焊丝 执行标准:DGS K 1801.01-2006 说明:CHT81B2V属钛型渣系的CO2
气体保护耐热药芯焊丝。焊接工艺性能
佳,电弧稳定,飞溅少,脱渣容易,焊缝成型美观,全位置焊接性能优良.
用途:适用于焊接工作温度在540℃以下的珠光体耐热钢。(如12Cr1MoV)
熔敷金属化学成份:(%) C Mn Si S P Cr Mo V 标准值 ≤0.12 ≤1.25 ≤0.80 ≤0.02 ≤0.025 1-1.5 0.4-0.65 0.1-0.35
一例 0.055 0.80 0.40 0.010 0.011 1.15 0.45 0.15
熔敷金属机械性能:
抗拉强度 (бb)Mpa 屈服点 (бs)MPa 延伸率(δ5)% 冲击功Akv(J) 热处理 保护气体 常温(J)
标准值 ≥550 ≥470 ≥19 ≥27 730℃回
火 CO2
一例 640 540 22 50
参考电流:(DC+) 焊条直径(mm) 1.2
焊接电流(A) 平焊 120-300 平角焊 120-280
立向上焊、仰焊 120-260