钢包回转台
- 格式:doc
- 大小:164.50 KB
- 文档页数:7
冶金钢包回转台
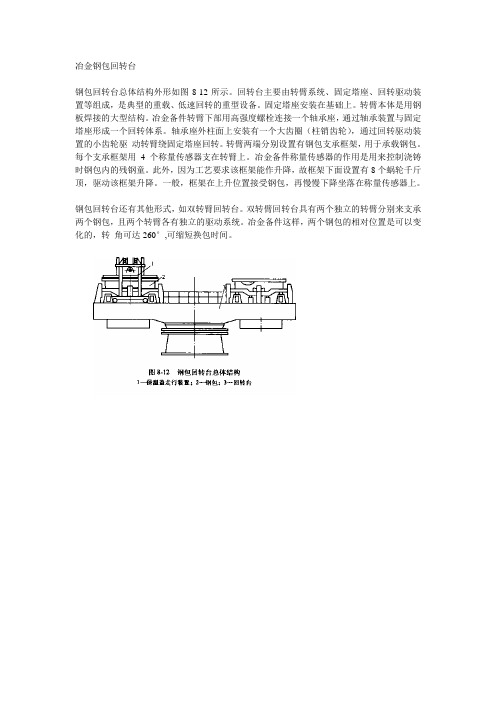
钢包回转台总体结构外形如图8-12所示。
回转台主要由转臂系统、固定塔座、回转驱动装置等组成,是典型的重载、低速回转的重型设备。
固定塔座安装在基础上。
转臂本体是用钢板焊接的大型结构。
冶金备件转臂下部用高强度螺栓连接一个轴承座,通过轴承装置与固定塔座形成一个回转体系。
轴承座外柱面上安装有一个大齿圈(柱销齿轮),通过回转驱动装置的小齿轮驱动转臂绕固定塔座回转。
转臂两端分别设置有钢包支承框架,用于承载钢包。
每个支承框架用4个称量传感器支在转臂上。
冶金备件称量传感器的作用是用来控制浇铸时钢包内的残钢童。
此外,因为工艺要求该框架能作升降,故框架下面设置有8个蜗轮千斤顶,驱动该框架升降。
一般,框架在上升位置接受钢包,再慢慢下降坐落在称量传感器上。
钢包回转台还有其他形式,如双转臂回转台。
双转臂回转台具有两个独立的转臂分别来支承两个钢包,且两个转臂各有独立的驱动系统。
冶金备件这样,两个钢包的相对位置是可以变化的,转角可达260°,可缩短换包时间。
炼钢厂钢包回转台检修方案一、检修内容1.更换叉臂。
2.M90的高强度螺栓紧固3.回转轴承检查、测绘,内外圈螺栓测绘。
4.检查大包内液压及干油润滑管线并改造,检查、更换分油器,清理大包内的润滑脂,加固大包回转台内的钢管卡子,更换部分磨损管道。
5.揭起承重板,调出升降油缸处理漏油。
6.检查紧固升降导向装置。
7.更换顶丝板及旋转减速机。
8.盘式制动器检查、清洗、紧固螺栓。
9.检查旋转分配器各接头及管线,高压接头及密封更换,测绘旋转分配器。
10.加包盖装置拆除。
11.内外立柱铜瓦更换。
12.5吨电葫芦轨道及旁框架检查紧固。
二、检修工艺流程三、施工措施1.为拆除回转体内部部件,需在回转台顶部重新设置吊装梁。
最大起重量为外座架重14t,因此设I32。
两根并联焊接,长度2400㎜,两端与天车梁下翼缘板和腹板焊接,焊接完成后将吊车梁下部隔热板拆除2000×500㎜一块。
2.回转体停车前,旋转回转台利用75t天车拆除钢水包盖升降旋转机构两套,吊放到10m平台。
3.在外座架底部设500㎜高厚皮管支架三件Φ219×20,把外座架落在支架上。
并且叉臂为东西方向摆放。
然后停车泄压。
4.利用导链拆除顶盖、旋转驱动装置,在承重板部位从管接头处脱开各处管线,使用标签编号做好接口标记,各管口处使用干净的塑料布进行封口,拆除制动器、分配器,用75t天车吊放到10m平台。
5.打开回转体与回转轴承的连接螺栓,因在最初安装时此位置的连接件为配合安转位置进行过相应的打磨,拆除过程应做好标记;使用两对绳扣,分别索住四个叉臂(在棱角处垫管皮垫),利用140吨和75吨天车配合,吊起回转体,从回转台南侧将其送到10m平台上(事故溜槽先期拆除),下部垫置道木,脱开大齿圈与回转体的连接螺栓,使用75吨天车,将回转体从10m平台南侧马道装到100吨托板车上,封车后运到重型车间。
6.脱开承重板与外座架的连接螺栓,此处连接件也进行过相应的打磨,因此必须做好对应标记,利用两个10t导链吊起承重板,使用75吨天车将其放置在10m平台上。

连铸的主要设备组成:
1.钢包回转台:钢包回转台能迅速吏换钢包,以满足多炉连浇的要
求。
采用钢包回转台,换包时间可缩短到40〜50s。
2.中间包及中间包车:中间包是钢水包和结晶器之间用于钢水过渡
的装置,它用来稳定钢流、减小铜流对结晶器中坯壳的冲刷,有利于非金属夹杂物上浮,提高铸坯质量。
中间包车是中间包的运载设备。
3.结晶器振动装置:结晶器振动的目的是防止初生坯壳与结晶之间
粘结而被拉裂。
4.二次冷却装置:从结晶器中拉出的带液心的铸坯,在二次冷却区
借助水或气-水的直接冷却、加速凝固,并进入拉矫区。
5.拉坯矫直装置:在浇铸过程中能克服结晶器和二冷区阻力,顺利
地把铸坯拉出。
6.引锭杆装置:引锭杆是开浇前堵住结晶器的下口,并使钢水在引
锭杆头部凝固。
7.铸坯切割设备:切割设备是在铸坯的行进过程屮将它切割成所需
要的定尺长度。
8.铸坯运送装置等组成。

钢包回转台介绍位置:钢水浇注跨功能:钢包回转台可将钢包从接受位旋转到浇铸位。
主要功能包括:升降、旋转、事故旋转、称重,两臂单独升降。
钢包回转台能够连续回转,能够连续地充分地供给连铸机钢水。
它能够自动旋转钢包到浇铸位。
钢包回转台能够回转两满包钢水。
升降臂在任意位置(高位或低位)接受车间行车运来的钢包。
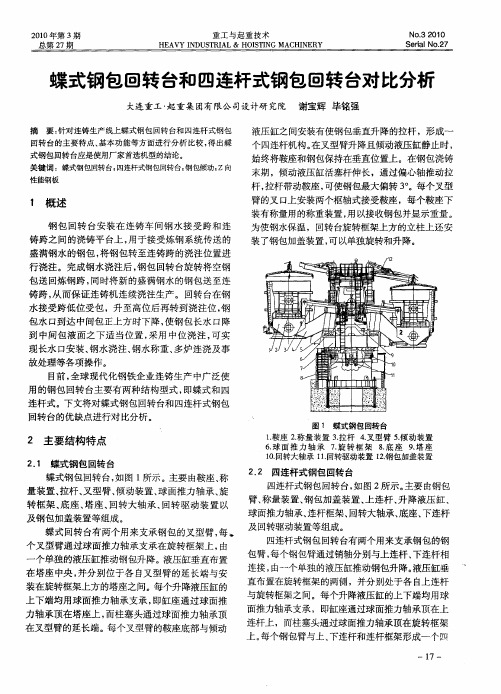
主要参数:●回转型式,如:蝶形,两臂单独升降●回转半径●满包重量(钢包加钢水)●钢水容量●冲击系数●钢包升降行程●升降传动●钢包升降速度●回转速度●回转驱动●正常回转:变频电机—联轴器—制动器—减速机—小齿轮—大齿圈●事故回转:液压马达—液压离合器—减速机—小齿轮—大齿圈●电机功率●回转角度●称重传感器●旋转锁定●介质供应●钢包加盖设备组成:钢包回转台主要由底座、回转轴承、回转体、塔座、升降臂、升降液压缸、鞍座、传动装置、称重装置、旋转锁定装置、旋转接头、电气滑环、钢包滑动水口液压缸吊挂装置、防护罩及楼梯、机上配管等组成。
底座由钢板焊接而成,安装在混凝土基础上。
底座的上部安装回转轴承。
回转轴承是大直径、三排滚子回转轴承,带外齿圈。
轴承由高强度螺栓安装在底座和回转体之间。
回转体是由钢板焊接而成,安装在回转轴承上。
塔座安装在回转体上,与回转体一起回转。
升降臂通过销轴支撑在回转体和塔座上。
钢包加盖装置也安装在塔座上。
升降臂由钢板焊接而成,升降臂通过销轴与塔座和鞍座连接。
每个臂独立升降,由液压油缸驱动。
驱动和控制允许每个钢包独立或者两个钢包同时升降。
一个钢包的升降是满速升降;两个满包同时的升降是半速。
钢包升降装置采用液压缸升降,每个臂单独升降。
鞍座是钢板焊接结构,与升降臂间通过销轴连在一起,鞍座上安装有称重传感器。
传动装置安装在混凝土基础上,正常传动通过变频电机-减速机-小齿轮—大齿圈-回转体传动。
事故传动通过液压马达、液压离合器、带动减速机-小齿轮—大齿圈-回转体的方式传动。
主驱动在正常情况下可以使2个满包以1r/min速度旋转1圈。