钣金折弯系数计算表
- 格式:xls
- 大小:44.50 KB
- 文档页数:6

SW折弯扣除系数表使用演示目录1. 折弯扣除系数的定义 (2)2. 折弯扣除系数表的存放位置 (2)3. 折弯扣除系数表的调用 (3)4. 特殊处理 (3)5. 钣金展开 (4)6. 展开图(.dxf)的保存及命名 (4)1. 折弯扣除系数的定义钣金展开长度是以中性层为计算依据的。
计算公式:L=a+b+s=A+B-c其中L—展开长度s—折弯系数(中心层弧长)c—折弯扣除系数,c=2*R-s,R=t+r,r由上模决定,r=0.52. 折弯扣除系数表的存放位置(1)存放位置将“扣除系数表”文件夹存放于:盘符: \安装目录\solidworks\SolidWorks\lang\chinese-simplified\Sheet Metal Gauge Tables\扣除系数表(2)变更调用路径在solidworks选项中,更改“文件位置”中“钣金规格表”的默认路径3. 折弯扣除系数表的调用4. 特殊处理(1)释放槽W为槽宽,钣金车间冲床的最小刀宽为3mm;D为槽深,一般取1mm。
(2)褶边由于褶边时,扣除系数失去其几何意义,故褶边的展开只能使用K因子(中性层位置与板厚的比)。
K因子数值选用会在做过相关实验测定后发给大家,现默认为0.55. 钣金展开对“平板型式”解压缩即可得到钣金件的展开模型,之后需要对某些边角进行处理,使用“边角剪裁”命令,释放槽类型选“圆形”,半径输1.55mm(钣金车间冲床的最小的圆模为Φ3.1)。
6. 展开图(.dxf)的保存及命名右键单击模型,选择“输出到DXF/DWG”,弹出另存为对话框,选择保存位置和.dxf格式,并根据零件图图号和零件名称,输入展开图名称。
输出选钣金,输出对齐与展开图摆放位置相关,可自由指定。
在展开图预览后点击保存即可。

钣金合直系数表之阳早格格创做
钣金合直系数
钣金合直跟展通常,资料一侧会被推少,一侧被压缩,受到的果素做用有:资料典型、资料薄度、资料热处理及加工的情景及合直的角度.PROE正在举止钣金的合直战展通常,会自动估计资料被推伸或者压缩的少度.估计公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展启少度(Developed length)
R: 合直处的内侧半径(Inner radius)
T: 资料薄度
θ: 合直角度
Y系数: 由合直中线(Neurtal bend line)的位子决断的一个常数,其默认值为0.5(所谓的“合直中线”).可正在config中设定其默认值initial_bend_factor
正在钣金安排本质中,时常使用的钣金展仄估计公式是以K系数为主要依据的,范畴是0~1,表示资料正在合直时被推伸的抵挡程度.取Y系数的闭系如下
Y系数=(π/2)×k系数。

12mm钣金折弯系数表一、引言钣金折弯是一种常用的加工方法,用于将平板材料弯曲成所需形状。
对于12mm厚度的钣金材料,需要确定合适的折弯系数,以保证折弯过程中不出现开裂、皱折等问题,同时满足设计要求。
本文将详细探讨12mm钣金折弯系数表的制作方法和使用注意事项。
二、制作方法2.1 数据采集制作12mm钣金折弯系数表的第一步是采集数据。
需测量不同材料、不同长度的钣金在不同压力下的折弯角度。
可以使用数控折弯机进行实验,通过调整折弯压力和角度传感器测量折弯角度,记录数据。
2.2 数据处理采集到的数据需要经过处理,以求得合适的折弯系数。
通常可以采用试验曲线拟合的方法,利用拟合曲线求得折弯角度与折弯压力的关系。
根据试验曲线拟合的结果,可以得出不同压力下的折弯角度,并计算出折弯系数。
2.3 制作表格根据测量和处理的结果,可以制作出12mm钣金折弯系数表。
表格的列可以包括材料类型、钣金长度、折弯压力以及折弯系数。
根据实际需要,可以增加其他参数,如折弯角度允许偏差等。
三、使用注意事项3.1 合理选择折弯工艺在使用12mm钣金折弯系数表进行折弯时,需要合理选择折弯工艺。
根据钣金材料的种类和厚度,选择合适的折弯机、压力和模具,以保证折弯过程中材料的完整性和形状的精确度。
3.2 注意材料的弹性回复钣金在折弯后会有一定的弹性回复,即折弯角度会略微恢复到原始状态。
因此,在设计和使用折弯系数表时,需要考虑到材料的弹性回复,适当调整折弯角度,以达到最终的设计要求。
3.3 控制折弯角度的公差折弯角度的公差是控制折弯质量的重要因素。
在使用折弯系数表时,需要准确地控制折弯角度的公差,以保证折弯后的零件能够精确地与其他部件配合。
根据实际情况,可以在折弯系数表中添加合适的公差要求。
3.4 定期检验和更新12mm钣金折弯系数表的有效期是有限的,随着折弯机的使用和模具的磨损,折弯系数可能会发生变化。
因此,需要定期对折弯系数表进行检验和更新,以保证折弯质量的稳定性和准确性。
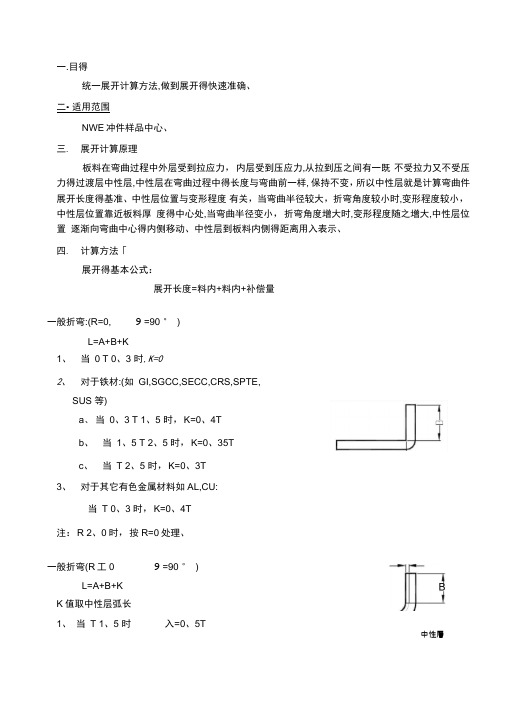
一.目得统一展开计算方法,做到展开得快速准确、二• 适用范围NWE冲件样品中心、三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力得过渡层中性层,中性层在弯曲过程中得长度与弯曲前一样, 保持不变,所以中性层就是计算弯曲件展开长度得基准、中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得内侧移动、中性层到板料内侧得距离用入表示、四.计算方法「展开得基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, 9 =90 ° )L=A+B+K1、当0 T 0、3 时,K=02、对于铁材:(如GI,SGCC,SECC,CRS,SPTE,SUS 等)a、当0、3 T 1、5 时,K=0、4Tb、当1、5 T 2、5 时,K=0、35Tc、当T 2、5 时,K=0、3T3、对于其它有色金属材料如AL,CU:当T 0、3 时,K=0、4T注:R 2、0时,按R=0处理、一般折弯(R工0 9 =90 ° )L=A+B+KK值取中性层弧长1、当T 1、5 时入=0、5T中性層2、当T 1、5 时入=0、4T一般折弯(R=0 B工90 ° )L=A+B+K1、当T 0、3 时K' =02、当T 0、3 时K' =( /90)*K注:K为90 °时得补偿量一般折弯(R工0 B工90 ° )L=A+B+K1、当T 1、5 时入=0、5T2、当T 1、5 时入=0、4TK值取中性层弧长注:当R 2、0,且用折刀加工时,则按R=0 来计算,A、B依倒零角后得直边长度取值Z折1(直边段差)、1、当H 5T时,分两次成型时,按两个90°折弯计算2、当H 5T时,一次成型,L=A+B+KK值依附件中参数取值Z折2(斜边段差)、1、当H 2T时,按直边段差得方式计算,即:展开长度=展开前总长度+KK=0、22、当H 2T时,按两段折弯展开(R=0 9工RB抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料 体积不变;一般抽孔,按下列公式计算,式中参数见 右图(设预冲孔为X,并加上修正系数-0、1):1、 若抽孔为抽牙孔(抽孔后攻牙),则S 按下列原则 取值:T 三 0、5 时取 S=100%T 0、5<T<0、8 时取 S=70%T T 三 0、8 时取 S=65%T一般常见抽牙预冲孔按附件一取值2、 若抽孔用来铆合,则取S=50%T, H=T+T'+0、4 (注:T'就是与之相铆合得板厚,抽孔与色拉孔之 间隙为单边0、10~0 15)3、 若原图中抽孔未作任何标识与标注,则保证抽孔 后内外径尺寸;4、 当预冲孔径计算值小于1、0时,一律取1、0 反折压平L= A+B0 、4T1、 压平得时候,可视实际得情况考虑就是否 在折弯前压线,压线位置为折弯变形区中 部; 2、 反折压平一般分两步进行V 折 30 ° 反折压平故在作展开图折弯线时,须按30。


钣金折弯系数表
页脚内容
页脚内容
页脚内容
页脚内容
页脚内容
页脚内容
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
☜在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
☹⇨☎系数 ❆✆☎→✆
☹ 钣金展开长度( ♏❖♏●☐☐♏♎ ●♏⏹♑♦♒)
折弯处的内侧半径(✋⏹⏹♏❒ ❒♋♎♓◆♦)
❆ 材料厚度
→ 折弯角度
✡系数 由折弯中线(☠♏◆❒♦♋● ♌♏⏹♎ ●♓⏹♏)的位置决定的一个常数,其默认值为 (所谓的❽折弯中线❾)。
可在♍☐⏹♐♓♑中设定其默认值♓⏹♓♦♓♋●♉♌♏⏹♎♉♐♋♍♦☐❒
在钣金设计实际中,常用的钣金展平计算公式是以 系数为主要依据的,范围是 ~ ,表示材料在折弯时被拉伸的抵抗程度。
与✡系数的关系如下
✡系数 (⇨) 系数
页脚内容。
K-因子
0.5
厚度:
1
折弯半径
折弯角度
-3.26625E+16
0.400.500.801.001.50
2.003.004.005.008.0010.00
15
-18.6776-19.9089-23.6029-26.0655-32.2221-38.3787-50.6919-63.0050-75.3182-112.2577-136.8841
30
-8.0947-8.5795-10.0337-11.0032-13.4269-15.8506-20.6981-25.5455-30.3929-44.9352-54.6301
45
-4.6403-4.8876-5.6297-6.1244-7.3611-8.5978-11.0712-13.5446-16.0181-23.4383-28.3852
60
-2.9657-3.1028-3.5140-3.7882-4.4736-5.1590-6.5297-7.9005-9.2713-13.3836-16.1251
75
-2.0005-2.0780-2.3104-2.4654-2.8528-3.2402-4.0150-4.7898-5.5645-7.8889-9.4385
90
-1.3870-1.4300-1.5590-1.6450-1.8600-2.0750-2.5050-2.9350-3.3650-4.6550-5.5150
105
-0.9710-0.9936-1.0615-1.1068-1.2200-1.3331-1.5594-1.7858-2.0121-2.6911-3.1437
120
-0.6746-0.6854-0.7178-0.7394-0.7934-0.8474-0.9555-1.0635-1.1715-1.4956-1.7117
135
-0.4533-0.4576-0.4707-0.4794-0.5011-0.5228-0.5662-0.6096-0.6531-0.7833-0.8702
150
-0.2793-0.2805-0.2843-0.2868-0.2931-0.2994-0.3119-0.3245-0.3371-0.3748-0.3999
165
-0.1331-0.1333-0.1338-0.1341-0.1349-0.1357-0.1374-0.1390-0.1407-0.1456-0.1489
180
0.00000.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000
K-因子
0.5
厚度:
1
折弯半径
折弯角度
-1.63312E+16
0.400.500.801.001.50
2.003.004.005.008.0010.00
15
-11.0819-12.3132-16.0071-18.4698-24.6263-30.7829-43.0961-55.4093-67.7225-104.6620-129.2883
30
-4.3627-4.8474-6.3017-7.2712-9.6949-12.1186-16.9660-21.8135-26.6609-41.2032-50.8981
45
-2.2261-2.4734-3.2155-3.7101-4.9469-6.1836-8.6570-11.1304-13.6038-21.0241-25.9710
60
-1.2337-1.3708-1.7820-2.0562-2.7415-3.4269-4.7977-6.1685-7.5392-11.6515-14.3931
75
-0.6973-0.7748-1.0072-1.1622-1.5496-1.9370-2.7117-3.4865-4.2613-6.5857-8.1352
90
-0.3870-0.4300-0.5590-0.6450-0.8600-1.0750-1.5050-1.9350-2.3650-3.6550-4.5150
105
-0.2037-0.2263-0.2942-0.3395-0.4526-0.5658-0.7921-1.0184-1.2448-1.9237-2.3764
120
-0.0972-0.1080-0.1404-0.1621-0.2161-0.2701-0.3781-0.4862-0.5942-0.9183-1.1344
135
-0.0391-0.0434-0.0565-0.0651-0.0869-0.1086-0.1520-0.1954-0.2388-0.3691-0.4560
150
-0.0113-0.0126-0.0163-0.0188-0.0251-0.0314-0.0440-0.0565-0.0691-0.1068-0.1319
165
-0.0015-0.0016-0.0021-0.0025-0.0033-0.0041-0.0057-0.0074-0.0090-0.0139-0.0172
180
0.00000.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000
折弯系数(红色字为可调参数)
半径
折弯系数(红色字为可调参数)
半径
相对满外折减
相对中性层折减
K-因子
0.5
厚度:
1
折弯半径
折弯角度
1.57
0.400.500.801.001.50
2.003.004.005.008.0010.00
15
2.59052.87833.74184.31755.75677.195810.074212.952515.830824.465830.2225
30
2.35502.61673.40173.92505.23336.54179.158311.775014.391722.241727.4750
45
2.11952.35503.06153.53254.71005.88758.242510.597512.952520.017524.7275
60
1.88402.09332.72133.14004.18675.23337.32679.420011.513317.793321.9800
75
1.64851.83172.38122.74753.66334.57926.41088.242510.074215.569219.2325
90
1.41301.57002.04102.35503.14003.92505.49507.06508.635013.345016.4850
105
1.17751.30831.70081.96252.61673.27084.57925.88757.195811.120813.7375
120
0.94201.04671.36071.57002.09332.61673.66334.71005.75678.896710.9900
135
0.70650.78501.02051.17751.57001.96252.74753.53254.31756.67258.2425
150
0.47100.52330.68030.78501.04671.30831.83172.35502.87834.44835.4950
165
0.23550.26170.34020.39250.52330.65420.91581.17751.43922.22422.7475
180
0.00000.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000
折弯系数(红色字为可调参数)
半径
圆弧长度