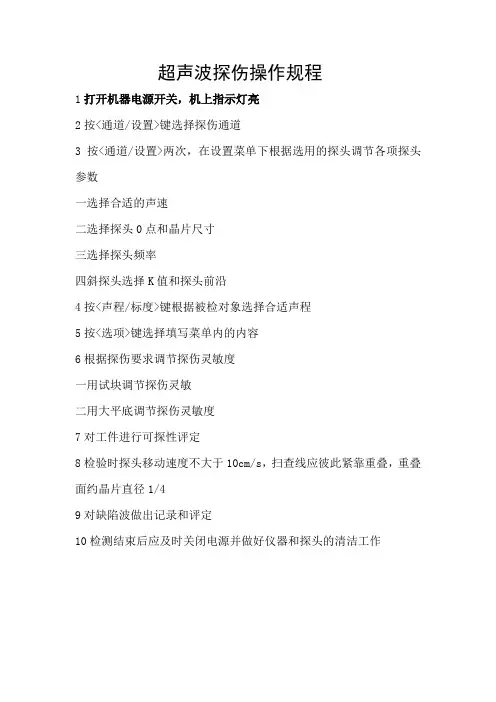
超声波锻件探伤操作步骤
- 格式:doc
- 大小:29.50 KB
- 文档页数:1
“汉威”HS610e数字超声波探伤仪简便操作说明(锻件)
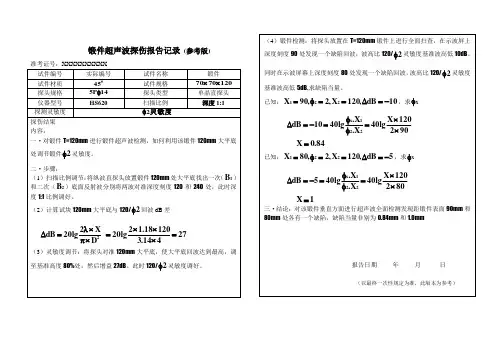
一、 直探头的零点校准:
按“自动调校”键,屏幕出现“请输入材料声速5940m/s”,按“确认”键;分别输入起始距离(工件厚度)和终止距离(工件厚度的倍数,例如2倍),再“确认”;用闸门锁定回波,再“确认”,待到屏幕出现“自动校准完毕”(注意:在此过程中,探头务必保持不动),完成后按“闸门”键。
二、 锻件探伤应用:
1、首先将探头放在锻件工件并找出底波的最高回波,按闸门移位对应的“△”,用“左右方向”键移动闸门锁定回波,再按“自动增益”键将回波调整到屏幕满刻度的80%高度,此时记下基准dB栏读数,根据公式ΔdB=20lg(2λx/πф2)算出数值,按“增益”三次使增益栏反显,按“右上方向”键在原回波基准dB读数基础上增加刚才公式所算出的dB读数。此时基准dB栏读数为扫查灵敏度。
注:λ=材料声速/频率=2.36, X=锻件厚度, ф=2
2、移动探头在工件上寻找缺陷波,寻找到最大回波,按闸门移位对应的“△”,用“左右方向”键移动闸门锁定回波,按“自动增益”键将回波调整到屏幕满刻度的80%高度,记下偏差dB栏读数和缺陷深度。利用公式ΔdB1=40lg(x/h)算出数值。
注:x=锻件厚度,h=缺陷实测深度
评级方法1:Φ4±XXdB (XXdB=偏差dB栏读数-12dB-ΔdB1)
缺陷
序号 X
(mm) Y
(mm) H
(mm) 密集区缺陷
面积比(%) BG/BF(dB) Amax
(φ4±dB) 评定
级别 备注
/ /
/ /
/ /