车架检验标准汇总
- 格式:docx
- 大小:66.00 KB
- 文档页数:32


车架品质知识点总结车架是整个汽车的骨架部分,是汽车的主要承载部件之一。
车架的品质直接关系到整个汽车的安全性、稳定性和使用寿命。
因此,选择一款高品质的车架对汽车的性能和使用体验具有非常重要的意义。
下面将就车架品质的相关知识点进行总结和介绍。
1. 车架的种类按材料分,车架主要有钢质车架和铝合金车架两种。
钢质车架具有强度高、成本低的特点,适用于大部分消费者的需求。
而铝合金车架则具有重量轻、耐腐蚀等优点,通常用于高端车型和跑车。
另外,还有碳纤维车架、镁合金车架等较为先进的材料,但成本较高,应用范围有限。
2. 车架的制造工艺车架的制造工艺主要包括冷冲压、热冲压、焊接等,其中冷冲压是目前应用最广泛的一种制造工艺。
冷冲压具备生产效率高、成本低的特点,能够满足大规模生产的需求。
热冲压则主要用于生产高强度、复杂形状的车架部件。
而焊接工艺则是将车架各部件焊接在一起,需要高精度和严格的工艺控制。
3. 车架的设计要素车架的设计要素包括刚性、强度、稳定性等。
刚性主要影响车辆的悬挂和转向性能,刚性越高,车辆悬挂系统的调教范围越大,操控性越好。
强度则是指车架在受力时的抗压和抗拉能力,强度越高,车辆的整体安全性和耐久性越好。
稳定性则主要体现在车辆行驶过程中对于路面的适应性和抗扭性,稳定性好的车架能够保证车辆的平稳行驶和良好的操控性。
4. 车架的检测标准车架的检测标准主要包括外观质量、尺寸偏差、焊接质量、材料硬度等方面。
外观质量主要包括表面是否有裂纹、氧化、疤痕等缺陷。
尺寸偏差则是指车架的尺寸是否符合设计要求。
焊接质量则是指焊缝的均匀性、强度等。
材料硬度则是衡量车架材料的硬度和韧性的重要指标。
5. 车架的维护保养车架的维护保养主要包括防锈处理、定期检查以及保持车架整洁等方面。
防锈处理是车架维护的关键,可以采用防锈漆、防锈蜡等方式进行防锈处理。
定期检查则包括检查车架是否有裂纹、变形等缺陷,同时也需要检查车架的连接部件是否牢固。
保持车架整洁,可以避免杂物积聚导致腐蚀,同时也可以让车架维持良好的外观。

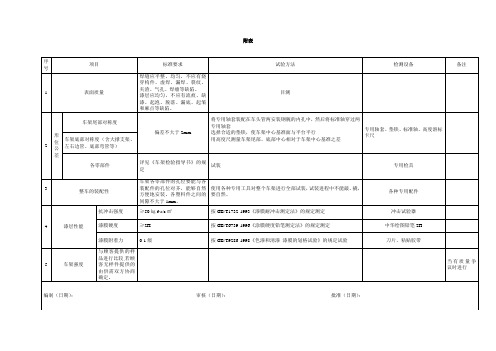
一、外观质量1、车架各部位不应有锐边、毛刺。
2、车架外表面不应有明显的划伤、碰伤、压瘪等现象。
3、车架贴花表面应平整,不应有明显的皱花、错花、大面积坏花、歪花、散花、气泡等现象。
4、车架的硬印号码应清晰、永久、唯一。
5、车架焊缝应均匀不应有漏焊、焊渣等现象。
二、装配尺寸1、前管两端孔ФXX+00.084;2、电源锁支架位置按模具定好型;e) 平叉开档尺寸XX+2.20。
三、车架立管平行度:车架立管轴线应在车架中心基准面上,其公差值为1.8㎜。
四、车架平、立叉对称度:车架平、立叉应对称于车架中心基准面,其公差值为6㎜。
五、车架平叉开口垂直度:车架左右平叉接片开口连线应与车架中心基准面垂直,其公差值为1.2㎜。
六、检验规则1、批次确定:以每交货批为一批次。
2、进厂验收项目按产品标准QB1880-2008中7.3条规定执行。
3、进厂验收检验项目按GB/T2828.1-2003标准中规定的二次正常抽样方案。
检查水平为一般检查水平(I),B类接收质量限AQL=4.0,C类接收质量限AQL=6.5。
4、批质量以每百单位产品不合格品数计算。
检查项目、检查水平、不合格分类、接收质量限(AQL)见《车架质量特性检查表》。
5、需要时,进厂验收项目可以到生产厂进行验收检验。
6、进厂验收项目检验后应作好记录,质检部负责保存记录,保存期限为二年。
7、经检验合格的产品办理入库手续;检验不合格,按不合格品管理办理规定处理。
8 外观、焊接质量用目视法进行检验。
8.1、尺寸检验使用专用、通用量具进行检测。
8.2、ФXX+00.084专用量具或游标卡尺测定;8.3、其余尺寸用游标卡尺或卷尺测定。
车架质量特性检查表。
1.目的为规范成品入库及出货检验标准,确保所出货产品符合客户的需求,杜绝不良品接收及流出,不断的提升产品品质,提高客户的满意度,特制定此检验标准。
2.范围2.1适用于本公司所有充电器产品。
3.定义3.1缺陷级别定义3.2检验面定义A 面:直接看到的区域,如充电器顶部面。
B 面:不在直视范围,但暴露在外的面,如两侧面等。
C 面:正常使用时看不到的面,如充电器底面。
3.3抽样标准3.3.1依据MIL-STD-105E正常检验单次抽样3.3.2检验水准:一般特性采用II级水准;特殊特性采用S-2级水准3.3.3允收水平:CR缺陷:AQL=0 ; MAJ缺陷:AQL=0.65 ; MIN缺陷:AQL=1.04.权责4.1.品质部:负责成品检验标准的制定及执行,异常信息的反馈及改善措施有效性验证;4.2.研发部:对品质部分析处理检验中发现的重大结构、性能或工艺性异常,给予技术支援协同处理,并完善修改相关技术性文件;5.作业内容:5.1检验条件(如下图):5.1.1照明条件:600~1000LUX日光灯;5.1.2观察角度:被检测面与视线在45°范围内旋转,转动15°范围;5.1.3观测距离:距被测物表面距离为300~350mm;5.1.4观察时间:5~10秒钟;5.1.5视力:裸视或矫正视力在 1.0以上且无色盲。
序号检验项目检验标准检验方法检验工具AQL 备注1 包装外箱1.核对订单号、产品型号(SKU)、箱唛、数量是否一致。
目视/ MIN检验测量时参考产品图纸、标准样品、限度样品、SIP等作业。
2.无变形,划痕,破损。
目视/ MIN3.无潮湿,严重脏污。
目视/ MIN4.颜色,字样,要符合设计要求。
目视/ MIN5.无(设计指定贴附)之外的其它标示标贴。
目视/ MIN6.外箱尺寸管理:外径尺寸、内径尺寸、壁厚尺寸符合标准规格值要求,外箱毛重和净重与实际重量误差≤0.2kg。
测量标尺/电子秤MIN6.参考文件6.1《产品检验控制程序》6.2《不合格品控制程程序》6.3《样品承认书》。
挂车质量检验规范挂车质量检验规范一、引言挂车作为一种特殊的道路车辆,在运输行业起着重要的作用。
为了确保挂车的质量安全和道路行驶的安全性,需要对挂车进行质量检验。
本详细介绍了挂车质量检验的规范,包括检验原则、检验内容、检验方法等,旨在提供一个全面的参考指南。
二、检验原则1. 安全性原则:挂车的构造、材料、创造工艺等应符合相关安全标准,确保车辆在行驶过程中具备良好的安全性。
2. 可靠性原则:挂车的各个部件及系统应具备可靠性,能够经受长期使用和道路的各种复杂环境。
3. 经济性原则:挂车的创造成本、使用成本和维修成本应在合理范围内,以实现经济效益。
三、检验内容1. 车身结构检验:(1) 车架结构检验:检查挂车车架的创造工艺和材料,确保车架具备足够的强度和刚度。
(2) 车身外观检验:检查挂车外观的整体质量和工艺,包括车身平整度、涂装质量等。
2. 箱体检验:(1) 箱体结构检验:检查挂车箱体的创造工艺和材料,确保箱体具备足够的刚度和密封性。
(2) 箱体内部检验:检查挂车箱体内部的装备设施,包括货物固定装置、防滑设施等。
3. 制动系统检验:(1) 制动力检验:检查挂车制动系统的制动力是否符合标准要求,确保制动性能良好。
(2) 制动灵敏度检验:检查挂车制动系统的灵敏度是否符合标准要求,确保操作方便准确。
4. 灯光系统检验:(1) 示廓灯检验:检查挂车示廓灯的亮度和位置是否符合标准要求,确保夜间行驶的安全性。
(2) 制动灯检验:检查挂车制动灯的亮度和位置是否符合标准要求,确保其他车辆能够准确识别制动情况。
(3) 转向灯检验:检查挂车转向灯的亮度和位置是否符合标准要求,确保转向行驶时的安全性。
5. 悬挂系统检验:(1) 悬挂装置检验:检查挂车的悬挂装置是否符合标准要求,确保车辆悬挂系统具备良好的稳定性和舒适性。
(2) 后桥检验:检查挂车后桥的创造工艺和材料,确保后桥具备足够的强度和可靠性。
6. 轮胎系统检验:(1) 轮胎磨损检验:检查挂车轮胎的磨损情况,确保轮胎具备良好的抓地力和耐久性。
T 80备案号:浙江雅迪机车有限公司企业标准Q/YD 007—2011代替Q/YD 007—2010两轮车车架2011-04-18发布 2011-04-20实施浙江雅迪机车有限公司发布前言本标准由浙江雅迪机车有限公司提出。
本标准起草单位:浙江雅迪机车有限公司技术与产品规划部。
本标准主要起草人:邹万福本标准所代替的历次版本发布情况为:——Q/YD 007—2010两轮车车架1 范围本标准规定了摩托车和轻便摩托车(以下简称:摩托车)、电动摩托车和电动轻便摩托车(以下简称:电摩车)车架的术语和定义、要求、试验方法、检验规则、标志、包装与运输、贮存。
本标准适用于摩托车和电摩车车架(以下简称:车架);也适用于电动自行车和汽油机助力自行车车架。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 700碳素结构钢GB/T 1732—1993漆膜耐冲击性测定法GB/T 1733—1993漆膜耐水性测定法GB/T 1771—2007色漆和清漆耐中性盐雾性能的测定GB/T 1184—1996 形状和位置公差未注公差值GB/T 1804—2000 一般公差未注公差的线性和角度尺寸的公差GB/T 2828.1—2003计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 4955—2005金属覆盖层覆盖层厚度测量阳极溶解库伦法GB/T 5270—2005金属机体上的金属覆盖层电沉积和化学沉积层附着强度试验方法评述GB/T 6461—2002 金属机体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级GB/T 6728—2002结构用冷弯空心型钢尺寸、外形、重量及允许偏差GB/T 6739—2006色漆和清漆铅笔法测定漆膜硬度GB/T 8162—2008结构用无缝钢管GB/T 9286—1998色漆和清漆漆膜的划格试验GB/T 9790—1998金属覆盖层及其他有关覆盖层维氏和努氏显微硬度试验GB/T 10125—1997人造气氛腐蚀试验盐雾试验GB/T 12467.1—2009金属材料熔焊质量要求第1部分:质量要求相应等级的选择准则GB/T 12467.2—2009金属材料熔焊质量要求第2部分:完整质量要求GB/T 12467.3—2009金属材料熔焊质量要求第3部分:一般质量要求GB/T 12467.4—2009金属材料熔焊质量要求第4部分:基本质量要求GB/T 13452.2—2008 色漆和清漆漆膜厚度的测定GB/T 13793—2008直缝电焊钢管GB/T 15367—2008 摩托车和轻便车两轮车和三轮车零部件名称GB/T 19804—2005 焊接结构的一般尺寸公差和形位公差QC/T 819—2009 两轮摩托车和两轮轻便摩托车车架QB 1880—2008 自行车车架3 术语和定义下列术语和定义适用于本标准3.1 两轮车装有一个驱动轮和一个从动轮,一般可用于公路或城市道路上行驶的车辆。
底盘主要零部件检验与车架检验要点(2)钢片变形的检验方法用百分表在车床上测量钢片外缘端面圆跳动,如图5—2—65所示。
(3)从动盘毂的检验方法用百分表或样板规检查花键槽的磨损量。
用百分表检查花键槽磨损量的具体方法是:把变速器第l轴的花键端插入从动盘毂的花键槽中,将百分表触头接触第l轴齿轮的齿面,再扳动第1轴,观察百分表指针的摆动值。
根据该摆动值,换算出花键啮合间隙,进而获得花键齿的磨损量。
(4)从动盘总成的检验方法1)用游标卡尺测量从动盘总成的厚度。
2)用游标卡尺测量铆钉埋人深度。
3)用塞尺检查摩擦片和钢片的铆接紧度:0.1mm的塞尺一般不应插入两者之间(应无间隙)。
4)用钢直尺和塞尺俭查摩擦片表面的平面度,其值一般应≤0.50mm2.压盘压盘的损伤主要发生在与从动盘接触的表面上,表现为工作平面擦伤、烧蚀、磨损、变形和裂纹;双片离台器中间压盘能损伤还有传动销孔或传力槽的磨损。
压盘的检验方法是:①检视压盘工作平面是否有沟槽,沟槽深度一般应≤O.5 mm。
②用平面度检验仪,平板和塞尺检查压盘工作平面的平面度。
③在静平衡装置上对压盘进行静平衡。
3.压紧弹簧压紧弹簧的常见损伤是弹簧的永久变形和弹力减弱,有时也会出现磨损和断裂等损伤。
压紧弹簧的检验方法是:用离合器弹簧弹力检验仪或在平板上用高度游标卡尺测量其自由长度、压缩长度和相应的压力;对膜片弹簧,还应测量其内端的磨损深度,其内端应在一个平面上,相差一般应≤0.5mm。
(二)离合器装配后的检验1)用高度游标卡尺和直尺测量离台器分离杠杆端面至飞轮表面的距离,同时检查4个分离杠杆端面的高度差。
如东风EQ1090E规定分离杠杆内端至减振器盘后平面的距离为32.4mm,各杠杆高度差不大于0.2mm。
2)在动平衡试验台上对装配在一起的离合器总成、曲轴与飞轮进行动平衡试验。
3)用直尺测量离合器踏板的自由行程。
二、变速器主要零部件检验(一)变速器主要零部件检验1.变速器壳体与盖变速器壳体与盖的常见损伤是变形、裂纹、轴承孔磨损和螺纹损坏等。
一.名稱定義
二.布紋檢驗標準
.長度不超過60mm 2mm ,超
核準: 審核:制定:200mm...
45度,且車架(通用)布紋外觀檢驗標準
3.部位C(產品C 面):后上下叉下方及內側.
1.部位A(產品A 面):頭管,上管,下管的上面與側面,中管的兩側.
心兩邊15mm 以內,下管下方以合模線為中心兩邊20mm 以內,中管以合模線為中心兩邊10mm 以內).
2.部位B(產品B 面):上管,下管的下面與后上下叉上方及兩側面,中管的前后側面(上管下方以合磨線為中45度,且45度,且150mm...
A 面:車架的上下管兩側,頭管的外側,中管的兩側(如上圖)
B 面:中心兩邊20mm 以內,后上下叉上方及兩側面
上管下方以合磨線為中心兩邊30mm 以內,下管下方以合模線為中心兩邊40mm 以內,中管以合磨線為更多免费资料下载请进: 車架左側面(A 面)車架右側面(A 面)車架上管上側(
A 面)車架下管上側(A 面)
車架上管下側(B 面)車架下管下側(B 面)
30mm 40mm
20mm
車架中管合模線周圍20mm 以內(B 面)后上下叉上方及兩側面(B 面)。
车架检验标准1. 适用范围1.1本标准适用丁无锡市志达车业有限公司车架外购配件入厂时的检验。
1.2对丁不同款式的车架,可根据本标准附件《各型车架检验标准汇总》的具体要求进行检验。
2. 通用技术要求2.1外观质量2.1.1车架各部位不得有锐边,毛刺。
2.1.2车架外表面不得有明显的划伤,碰伤,变形。
2.1.3对丁外露车架其表面漆膜应符合QB/T1218标准(正视面不得有龟裂和明显的流疤,集结的沙粒,皱皮,漏漆等缺陷)。
2.2焊接要求2.2.1各焊接处不得有漏焊,焊缝不规范,不充分及长度不够(在重点部位不得缺少3mm)等现象,安装塑件的固定片不得缺焊50%以上。
2.2.2焊接面不得处丁不合理受力状态,不得产生不能复原的变形。
2.2.3不允许有虚焊,虚堆。
2.2.4焊接应该米用二氧化碳保护焊和氯弧焊。
2.4精度要求2.4.1车架立管平行度车架立管轴线应在车架中心基准面上,其公差值为 1.8mm.2.4.2车架中接头垂直度车架中接头轴线与车架中心基准面应垂直,公差值为2mm。
2.4.3车架上、下、立管直线度车架上、下、立管直线度在300mm内,公差值为1mm。
2.4.4车架立管轴线与车架尾部中心线误差不大丁 3 mm。
2.4.5车架中心线与平义固定板中心线垂直度不大丁 2 mm。
2.4.6车架中心线与中轴中心线垂直度不大丁2 mm。
2.4.7中轴与平义中心线平行度误差不大丁2 mm。
2.5对丁具体的车型,如果出现与通用标准不符的情况,应该以具体款式的要求为准。
可参加本标准附件的要求进行。
3. 检验规则3.1采用GB2828标准一次抽样,达到技术要求为合格品4. 关丁材料的通用要求:4.1车架的钢管材料:为Q195 (GB/T—700)。
4.2凡是使用钢板制造的车架附件,应该符合冷轧钢板GB 708- 88的要求。
4.3偏撑、中撑弹簧材料:弹黄钢65Mn。
4.4偏撑、中撑轴为35#钢;调质,HB= 180〜220。
4.5平义轴为35#钢;调质,HB= 180〜220。
4.6所有的标准件,必须符合相关的国家标准的要求。
【附件】各型车架检验标准汇总目录万华600车架检验标准 (5)风暴600车架检验标准 (7)B09车架检验标准 (8)悍马车架检验标准 (9)悍马二代车架检验标准 (11)世纪凌鹰车架检验标准 (13)B公主车架检验标准 (14)圆梦车架检验标准 (16)760车架检验标准 (18)小王子车架检验标准 (19)小旋风车架检验标准 (21)爱虎车架检验标准 (22)小雨点车架检验标准 (23)中华海棠车架检验标准 (25)小帅哥车架检验标准 (27)风度车架检验标准 (30)巡洋舰车架检验标准 (31)神行天下车架检验标准.............................................................. ..32时空之恋车架检验标准.............................................................. ..33玉娇龙车架检验标准................................................................ ..34麦莎一号车架检验标准.............................................................. ..35太空一号车架检验标准.............................................................. ..36劲豹车架检验标准.................................................................. ..37凌鹰5代(电摩)车架检验标准...................................................... ..38五羊公主(电摩)车架检验标准...................................................... ..39小帅哥(电摩)车架检验标准........................................................ ..40风暴阳光(电摩)车架检验标准...................................................... ..41五羊公主(助力车)车架检验标准..................................................... .42凌鹰(助力车)车架检验标准........................................................ ..43小帅哥(助力车)车架检验标准...................................................... ..44 B09 (助力车)车架检验标准 (45)风暴阳光(助力车)车架检验标准.................................................... ..46精品文档16AH风行3+1车架检验标准一. 基本要求1.1对厂家定期进行原材料质量抽查一次。
车架所用材料:冲压件应用GB/T708冷轧板,厚度必须符合以下要求:1.2每501只抽取1只做振动疲劳试验1次,在某一批次停产15天以上,再次供货时随机抽检1只做振动试验,雨天送货时必须将车架盖好。
二. 检验过程2.1资料收取①收取厂家每批次购进原材料材质报告,材料Q195 (GB/T ---700)。
②收取厂家成品车架出厂检验合格证。
2.2外观要求①车架不得有水渍,以防锈蚀。
②车架各丝孔、丝杆必须回丝,抹有黄油。
③车架各部位不得有锐边、毛刺。
④车架烤漆必须平滑、光亮,不得有流疤、焊渣、砂粒、麻点、皱皮、漏漆等现象。
⑤车架表面不得有明显划伤、碰伤、变形、裂纹、锈蚀等现象。
⑥车架构件尺寸更准确,管件弯曲拉伸不得超出2mm,不得有起皱、凹凸现象。
2.3焊接要求3.1焊接应用二氧化碳保护焊。
3.2车架各部件位置准确、合理、摆放工整,符合车架的设计要求。
3.3焊接面不得处丁不合理受力状态,不得出现原始变形而乂不能复原的变形现象。
3.4各焊接处必须符合焊接要求,焊缝不得小丁两工件的2/3,焊缝需平整、均匀,不得有焊缝不规范、不充分、长度不够、跑偏等现象。
3.5不允许有虚焊、堆焊、漏焊、填补、少件等现象。
三. 检验要求1. 车架号码应为电脑打码,位置为挡风杠向上80mm-180mm之间大梁上号码盖2. 对车架各装配点、各部份垂直度等,按10-20%上平台进行检测。
各部份精度要求如下:头管直线度不大丁1mm,后尾中心线偏差5mm,衣架支架垂直度2mm,平■行度1.5mm,左右偏差2mm,电池盒支架1.5mm,中接头纵横面2mm,中撑孔纵横面1.5mm。
3. 对车架各装配点进行试装,以检测零部件装配点的准确性,配合效果等,试装可根据情况需要进行部分试装或者完全试装。
各部分尺寸如下:头管外径①34mm、内径①30-0.05,管壁厚度2mm、长280mm,衣架装配点185X 175mm,电池底托尺寸320X 320X 345X 345,中接头开档225mm,平■义挂耳开档101mm,中撑装配点开档40mm,后减挂耳开档不大丁22mm,前义限位宽26mm。
4. 车架称重:每100只车架抽样2只称重量,并且与车架样品质量进行对比四. 平■义检验1. 外观、焊接与车架相同。
2. 尺寸要求:两壁管应为40mmX 20mm,扁管壁厚2mm平义孔中心345mm,平义开档160mm,平义护板120mm,平义后减螺丝M10X 1.25 X20X 35mm3. 精度要求:1. 平义垂直度;平义轴孔与连接片开口处不得大丁 1.5mm。
2. 平义平行度;平义轴孔与平义连接垂直,其开口处平■行度不大丁 1.5mm。
3. 平义对称度;平义连接片左右对称度不大丁 1.6mm。
五. 平■义轴检验1材料;35#钢。
2. 外观要求;①镀锌(光亮锌)不得漏镀、锈蚀等现象。
②不得有不圆、弯曲、砂眼、气孔等现象。
③螺纹不得有碰伤、变形或螺距与螺帽不符现象。
④轴孔与螺帽要符合装配尺寸要求。
3. 平义轴尺寸要求;M1次1 x 120mm销孔①3mnffi离117,螺母为花螺母厚度12mm槽深4mm下面厚度8mm六. 中撑检验1. 外观焊接与车架相同。
2. 尺寸要求;中撑腿管①16mm,壁厚1.8mm,中撑高190mm,装配点开档40-0.5mm,撑起时与地面后火角为80°,中撑挂钩钏钉距离120mm3. 精度要求;左右高低不得超差2mm两腿平行度不大丁4mm七. 偏撑检验1. 外观焊接与车架相同。
2. 技术要求;①偏撑头两孔需同心。
②偏撑头丝牙与偏撑丝杆是否匹配。
③偏撑头槽与偏撑连接片是否匹配。
④偏撑螺丝限位台阶是否合适,装配偏撑是否卡死。
⑤单撑撑起车体与地面斜角800。
3. 尺寸要求;偏撑管①16,壁厚1.5mm单撑长130mm单撑头槽宽6mm螺纹孔M歆1.25, 台阶孔①12,螺丝M软1.25 x 15X台阶①10X 10mm两钏钉距离95mm八. 弹簧检验1. 材质:弹簧钢65Mn.2. 外观①光亮锌;②不得有松紧、变形现象。
③钢丝直径是否达到要求。
④弹簧精度是否达到要求。
⑤弹簧长度是否达到要求。
⑥弹簧开口方向是否达到要求。
3. 尺寸中、偏撑弹簧要求如下:①拉黄。
②中撑长100mm,单撑簧长75mm。
③钢丝粗2.5mm④弹簧外径15mm ⑤弹黄匝数16匝。
云燕三号车架检验标准一. 基本要求1. 对厂家定期1周进行原材料质量抽查一次,落实所用材料是否符合要求,管材钢号Q195光亮管。
头管①34mm< 2.0mm大梁管:55X 35X 2.0椭圆管,后立管38X 2.0mm平又管22X2.0mm®管,上边管19X 1.8mm冲压小件应用冷轧板,厚度符合下列要求;平义连接片5mm电池底托架铁板3mm后泥瓦支架2mm2. 每501只车架抽取1只做振动试验1次,在某一批次停产15天以上,再次供货时随机抽查1只做振动试验。
3. 雨天送货车架必须盖好。
二. 检验过程1. 资料收取;①收取厂家每批次购进原材料材质报告,材料光亮管Q195。
②收取厂家成品车架出厂检验合格证。
2. 外观要求;①车架不得有水渍,以防锈蚀。
②车架各部位不得有锐边、毛刺。
③车架上下不得有流疤、焊渣、麻点、凹凸不平、严重划痕、变形、裂纹等现象。