三爪卡盘
四爪卡盘
万向平口钳
回转工作台
通用夹具
分度头
59
60
工件装夹法
a磨孔时工件的找正
b刨削时工件的找正
c划线找正装夹法
d夹具装夹法
61
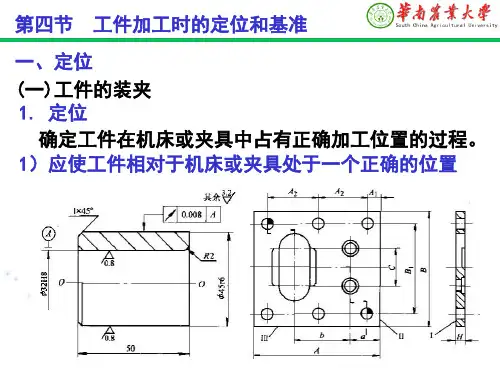
〔1工件的定位 为保证零件加工的精度要求,在进行机加工
前,使工件在机床或夹具上,占据某一正确位 置的过程.
62
63
六点定位原理:
64
工件的定位
工件的6个自由度
六点定位原理
65
分析如图所示各定位支承点, 限制自由度的情况.
在XOY平面有定位支承点 1,2,3;限制了三个自由度;
Z, X,Y;
•在XOZ平面有4,5两个定位支承点,限制了两个自由度; •在YOZ平Z面, Y有6一个定位支承点,限制了一个自由度.
3
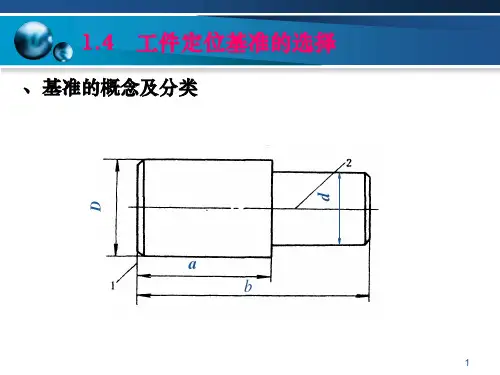
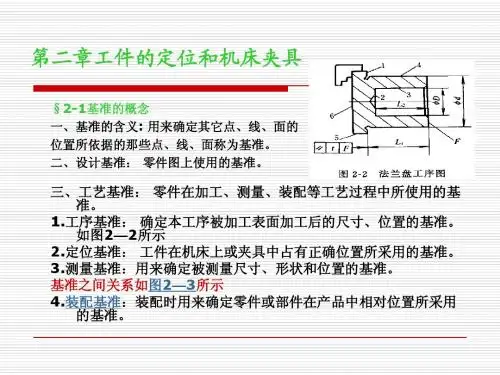
基准及其分类
基准
用于确定零件 上其它点、线、 面位置所依据 的那些点、线、 面.
设计图样上所采 用的基准就是设 计基准.
在加工时用于工件 定位的基准,称为
定位基准.
设计基准 工艺基准
定位基准 测量基准
1、粗基准 2、精基准 3、辅助基准 4、主要基准 5、附加基准
在加工中或加工
加工、测量、 装配过程中使 用的基准.
若工件必须首先保证某重要表面余量均匀,则应选 该表面为粗基准.
27
车身加工粗基准选择正误对比
28
b.保证相互位置要求的原则 若工件必须首先保证加工表面与不加工表面之间
的位置要求,则应选不加工表面为粗基准;当工件上 存在若干个不加工表面时,应选择与加工表面的相对 位置有较高要求的不加工表面作为粗基准,以达到壁 厚均匀,外形对称等要求.