第3讲1.2工件的定位与安装
- 格式:ppt
- 大小:1.30 MB
- 文档页数:31
工件安装方法及步骤
工件安装是制造过程中非常重要的一步,正确的安装能够保障产品的质量和性能。
下面将介绍工件安装的方法及步骤。
一、准备工作
1、准备工具:根据工件的不同需要准备相应的工具,如扳手、起子、钳子、夹具等。
2、检查工件:检查工件表面是否有损伤,检查工件的尺寸是否符合要求,确保工件没有质量问题。
3、清理工作:保证工作区域干净,清理工件表面的铁屑、灰尘等杂物,以避免导致安装偏差。
4、安全防护:在安装过程中要戴好手套、护眼镜等安全防护用品,以确保人员安全。
二、安装方法
1、直接安装:将工件直接放置在安装位置,然后用相应的工具固定住。
2、夹持安装:使用夹具将工件夹紧后再安装。
3、粘贴安装:在工件表面喷涂一层粘合剂,然后将其贴在安装位置上。
4、焊接安装:将工件与安装位置焊接在一起。
三、安装步骤
1、确定安装位置:根据工件的安装要求,确定其安装位置。
2、定位:将工件定位放到安装位置上,调整其位置,使其与安装面平行或垂直。
3、固定:使用相应的工具将工件固定住,确保工件安装牢固。
4、检查:检查工件的安装状态,确保工件安装正确。
5、测试:进行必要的测试,如压力测试、密封测试等,确保工件的质量和性能。
总结:。
工件以一面两孔定位时,为什么要用一个圆柱销和一个菱形销且菱形销怎么是限制一个自由度?一个零件有六个自由度,平移四向、上下两向、旋转两向。
一销可消除平移四向、旋转一向和向下移动三个自由度,再加一销会产生过定位问题,所以,改用菱形销,只留一个向上的自由度。
自由度有计算公式,点、线接触为高付,面接触为低付。
平面自由度计算公式F=3n-(2p+3q),n为自由构件数目(不含支架),p为低副数,q为高副数目数控机床上工件定位的原理在机械加工过程中为确保加工精度,在数控机床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧。
这种定位与夹紧的过程称为工件的装夹。
用于装夹工件的工艺装备就是机床夹具。
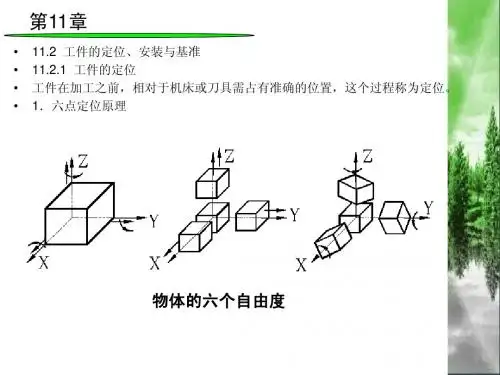
1 工件定位的基本原理六点定位厦理工件在空问具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度因此,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制关键的六个自由度,其中每一个支承点限制相应的一个自由度,在如y平面上,不在同一直线上的三个支承点限制了工件的王、于三个自由度,这个平面称为主基准面;在平面上沿长度方向布置的两个支承点限制了工件的拿两个自由度,这个平面称为导向平面;工件在xoz乎面上,被一个支承点限制了,一个自由度,这个平面称为止动平面。
工件的六个自由度综上所述,若要使工件在央具中获得唯一确定的位置.就需要在夹具上合理设置相当于定位元件的六个支承点.使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度.这就是工件的六苣定位原理。
工件的六点定位(2)六点定位原理的应用六点定位原理对于任何形状工件的定位都是适用的,如果违背这个原理,工件在央具中的位置就不能完全确定。
然而.用工件六点定位原理进行定位时,必须根据具体加工要求灵活运用.工件形状不同t定位表面不同,定位点的分布情况会各不相同,宗旨是使用最简单的定位方法,使工件在夹具中迅速获得正确的位置。

基 础 技 能 模 块岗位技能:工件在机床上的定位和安装加工必须掌握的一项基本技能,在多数情况下,用车床最常用的附件进行装夹,为后续加工做好准备。
三爪卡盘、四爪卡盘、顶尖、心轴等是数控车常用的夹紧夹具。
2. 独立完成工件的夹紧,保证定位等要求;20小时1. 读图①外形尺寸;②尺寸公差;③形位公差;④表面粗糙度;⑤技术要求;2.刀具:3.夹具:4.量具:游标卡尺、外径千分尺、百分表、划针盘等由于各种工件的形状和大小不同,所以有各种不同的安装方法。
车床常用工件的定位和安装附件有三爪卡盘、四爪卡盘、顶尖、心轴等。
常用的常用工件的定位和安装方法如下:一、工件在三爪卡盘上的安装三爪卡盘是由爪盘体、小锥齿轮、大锥齿轮(另一端是平面螺纹)和三个卡爪组成。
如图3-1所示。
三个卡爪上有与平面螺纹相同螺牙与之配合,三个卡爪在爪盘体中的导槽中呈120°均布。
爪盘体的锥孔与车床主轴前端的外锥面配合,起对中作用,通过键来传递扭矩,最后用螺母将卡盘体锁紧在主轴上。
当转动其中一个小伞齿轮时,即带动大伞齿轮转动,其上的平面螺纹图1-1 三爪卡盘的结构又带动三个卡爪同时向中心或向外移动,从而实现自动定心。
定心精度不高,约为0.05~0.15mm。
三个卡爪有正爪和反爪之分,有的卡盘可将卡爪反装即成反爪,当换上反爪即可安装较大直径的工件。
装夹方法如图3-1所示。
当直径较小时,工件置于三个长爪之间装夹(图3-2a),可将三个卡爪伸入工件内孔中利用长爪的径向张力装夹盘、套、环状零件(图3-1b),当工件直径较大,用顺爪不便装夹时,可将三个顺爪换成反爪进行装夹(图3-2c),当工件长度大于4倍直径时,应在工件右端用尾架顶尖支撑(图3-2d)a) b) c) d)a)顺爪 b)顺爪 c)反爪 d)三爪卡盘与顶尖配合使用图1-2 用三爪卡盘装夹工件的方法用三爪卡盘安装工件,可按下列步骤进行:(1) 工件在卡爪间放正,轻轻夹紧。
(2) 拉上安全罩,开动机床,使主轴低速旋转,检查工件有无偏摆,若有偏摆应停车,用小锤轻敲校正,然后紧固工件。