04 主要焊接工艺方法简介
- 格式:ppt
- 大小:4.39 MB
- 文档页数:29


焊接的工艺 焊接是一种将金属或非金属材料连接在一起的工艺。它广泛应用于制造业中,包括汽车、航空航天、建筑和电子行业等。焊接的过程是通过加热材料使其熔化,并在冷却过程中形成强固的连接。在这个过程中,有许多不同的焊接方法和工艺可供选择。
首先,最常见的焊接方法是电弧焊接。电弧焊接是通过产生电弧来加热材料,从而使其熔化并形成连接。这种方法通常需要额外的焊丝或电极作为填充材料。电弧焊接广泛应用于不同领域,包括汽车制造、船舶建造和建筑业。
另一种常见的焊接方法是气体保护焊接。这种方法通过在焊接区域周围引入保护气体来防止氧气进入,从而减少氧化和杂质的形成。气体保护焊接可以使用惰性气体(如氩气)或活性气体(如二氧化碳和氧气)作为保护气体。这种焊接方法通常用于不锈钢、铝和铜等材料的焊接。
除了电弧焊接和气体保护焊接,还有其他一些特殊的焊接方法。例如,激光焊接是使用激光束进行焊接的方法,它具有高能量密度和精确控制的特点。激光焊接广泛应用于电子行业和精密制造业。
此外,还有电阻焊接、摩擦焊接、等离子焊接和爆炸焊接等其他焊接方法。每一种方法都有其适用的材料和应用领域,选择正确的焊接方法对于获得高质量的焊接连接非常重要。 在进行焊接之前,还需要进行焊前准备工作。首先,需要清洁和去除要焊接的材料的表面氧化物和杂质,以确保焊接区域的表面质量。其次,在进行焊接之前,需要确定正确的焊接参数,如焊接电流、电压和焊接速度。焊接参数的选择对于获得强固的焊接连接非常重要。
焊接过程中还需要注意安全问题。焊接过程中会产生高温和明亮的光弧,这可能对焊工的皮肤和眼睛造成伤害。因此,焊接操作人员需要佩戴适当的防护装备,如手套、护目镜和焊接服。
总结而言,焊接是一种将金属或非金属材料连接在一起的重要工艺。它具有多种不同的焊接方法和工艺可供选择,每种方法都有其适用的材料和应用领域。通过正确选择焊接方法和参数,并遵守安全规范,可以获得高质量和可靠的焊接连接。

焊接工艺知识培训课件一、引言焊接作为现代制造业中不可或缺的工艺之一,广泛应用于航空航天、汽车、船舶、建筑、机械制造等领域。
焊接质量直接关系到产品的安全性能和使用寿命,因此,掌握焊接工艺知识对于从事焊接工作的技术人员至关重要。
本课件旨在通过系统的培训,使学员全面了解焊接工艺的基本原理、常用方法、工艺参数及质量控制要求,提高焊接技术水平,确保焊接质量。
二、焊接工艺基本原理1.焊接过程焊接过程主要包括三个阶段:加热、熔化和冷却。
在加热阶段,焊接区域受到热源的作用,温度逐渐升高;在熔化阶段,焊接区域金属达到熔点,形成熔池;在冷却阶段,熔池金属冷却凝固,形成焊缝。
2.焊接类型根据焊接过程中熔池的保护方式,焊接可分为两大类:熔化极焊接和非熔化极焊接。
(1)熔化极焊接:熔化极焊接是指在焊接过程中,焊丝作为熔化极,与工件发生熔化反应,形成焊缝。
如手工电弧焊、气体保护焊等。
(2)非熔化极焊接:非熔化极焊接是指在焊接过程中,焊丝不发生熔化,仅作为填充金属,与工件发生反应,形成焊缝。
如钨极氩弧焊、激光焊等。
三、常用焊接方法及工艺参数1.手工电弧焊手工电弧焊(SMAW)是一种常用的熔化极焊接方法。
其工艺参数主要包括焊接电流、电弧电压、焊接速度、焊条直径等。
(1)焊接电流:焊接电流的选择取决于工件厚度、焊条类型和焊接位置。
电流过大易产生烧穿、焊瘤等缺陷;电流过小则熔深浅、焊缝成型差。
(2)电弧电压:电弧电压与焊接电流成正比,一般控制在20~30V之间。
电压过高易产生气孔、裂纹等缺陷;电压过低则电弧不稳定,焊接质量差。
焊条类型。
速度过快易产生未焊透、气孔等缺陷;速度过慢则焊缝成型差、热影响区大。
(4)焊条直径:焊条直径的选择取决于工件厚度、焊接电流和焊接位置。
直径过粗易产生烧穿、焊瘤等缺陷;直径过细则熔深浅、焊接效率低。
2.气体保护焊气体保护焊(GMAW)是一种常用的熔化极焊接方法。
其工艺参数主要包括焊接电流、电弧电压、焊接速度、焊丝直径、保护气体种类及流量等。

焊接的基本方法
焊接是一种将两个或多个金属材料连接在一起的技术。
它被广泛应用于许多工业和制造领域。
下面是一些常见的焊接方法及其基本原理。
1. 电弧焊接
电弧焊接是最常用的焊接方法之一。
它利用电弧产生的高温融化金属,使两个或多个工件连接在一起。
这种方法需要一种称为电极的材料,它在焊接过程中会熔化并与工件融合。
电弧焊接可以在室内和室外进行,适用于各种金属,包括钢铁、铝、铜和镍合金等。
2. 气焊和氧气炭焊
气焊和氧气炭焊是一种使用火焰将金属加热并熔化的焊接方法。
气焊使用燃气和空气混合物产生火焰,而氧气炭焊则使用氢气和氧气混合物产生火焰。
这种方法适用于大多数金属,包括不锈钢、铜和铝等。
3. TIG焊
TIG焊,也称为氩弧焊,是一种高质量、高精度的焊接方法。
它使用一种称为钨极的材料,通过电弧将两个或多个工件熔化在一起。
在焊
接过程中,需要使用惰性气体,如氩气,来保护焊接区域,以避免氧化和污染。
TIG焊适用于各种金属,包括铜、铝、钛和不锈钢等。
总之,焊接是一种非常重要的技术,广泛应用于各种工业和制造领域。
不同的焊接方法适用于不同的金属和应用场景,选择合适的焊接方法对于获得高质量的焊接连接非常重要。
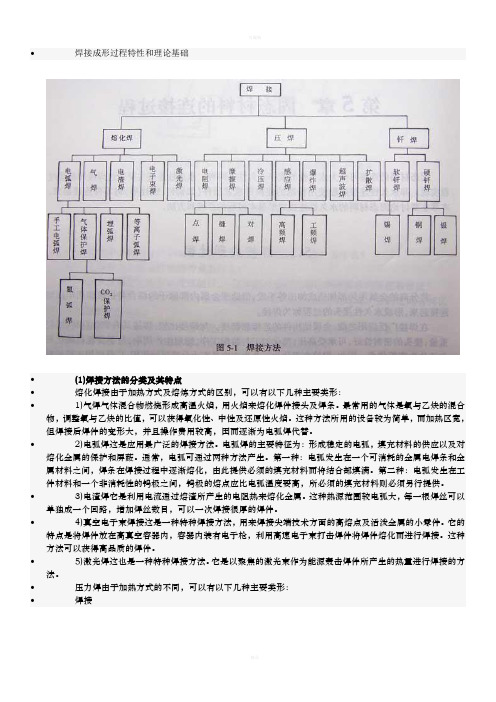
•焊接成形过程特性和理论基础•(1)焊接方法的分类及其特点•熔化焊接由于加热方式及熔炼方式的区别,可以有以下几种主要类形:•1)气焊气体混合物燃烧形成高温火焰,用火焰来熔化焊件接头及焊条。
最常用的气体是氧与乙炔的混合物,调整氧与乙炔的比值,可以获得氧化性、中性及还原性火焰。
这种方法所用的设备较为简单,而加热区宽,但焊接后焊件的变形大,并且操作费用较高,因而逐渐为电弧焊代替。
•2)电弧焊这是应用最广泛的焊接方法。
电弧焊的主要特征为:形成稳定的电弧,填充材料的供应以及对熔化金属的保护和屏蔽。
通常,电弧可通过两种方法产生。
第一种:电弧发生在一个可消耗的金属电焊条和金属材料之间,焊条在焊接过程中逐渐熔化,由此提供必须的填充材料而将结合部填满。
第二种:电弧发生在工件材料和一个非消耗性的钨极之间,钨极的熔点应比电弧温度要高,所必须的填充材料则必须另行提供。
•3)电渣焊它是利用电流通过熔渣所产生的电阻热来熔化金属。
这种热源范围较电弧大,每一根焊丝可以单独成一个回路,增加焊丝数目,可以一次焊接很厚的焊件。
•4)真空电子束焊接这是一种特种焊接方法,用来焊接尖端技术方面的高熔点及活泼金属的小零件。
它的特点是将焊件放在高真空容器内,容器内装有电子枪,利用高速电子束打击焊件将焊件熔化而进行焊接。
这种方法可以获得高品质的焊件。
•5)激光焊这也是一种特种焊接方法。
它是以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法。
•压力焊由于加热方式的不同,可以有以下几种主要类形:•焊接•1)电阻焊这是利用电阻加热的方法,最常用的有点焊、缝焊及电阻对焊三种。
前两者是将焊件加热到局部熔化状态并同时加压;电阻对焊是将焊件局部加热到高塑性状态或表面熔化状态,然后施加压力。
电阻焊的特点是机械化及自动化程度高,故生产率高,但需强大的电流。
•2)摩擦焊利用摩擦热使接触面加热到高塑性状态,然后施加压力的焊接,由于摩擦时能够去除焊接面上的氧化物,并且热量集中在焊接表面,因而特别适用于导热性好及易氧化的有色金属的焊接。

焊接工艺设计一、焊接作为一种常见的金属连接技术,在制造和建筑行业中具有广泛应用。
焊接工艺的设计对于确保焊接连接的质量、稳定性和可靠性至关重要。
本文将对焊接工艺设计的主要方面进行详细介绍,以提高焊接工艺的效率和质量。
二、焊接工艺设计的主要步骤1.材料准备:在进行焊接工艺设计之前,首先需要对焊接材料进行充分的准备工作。
这包括选择适当的焊接材料,检查其质量,确保焊接接头的材料相容性。
2.焊接方法选择:根据焊接材料的种类、厚度和应用领域等因素,选择合适的焊接方法。
常见的焊接方法包括电弧焊、气体保护焊、激光焊等,每种方法都有其适用的场景。
3.焊接设备选择:根据选择的焊接方法,选用相应的焊接设备。
这可能包括焊接机器、电源、电极、气体等。
确保设备的质量和性能符合焊接任务的需求。
4.焊接工艺参数设定:在进行焊接之前,需要设置焊接工艺参数,如焊接电流、电压、焊接速度等。
这些参数的合理设置对于获得稳定、高质量的焊接接头至关重要。
5.焊接接头设计:设计焊接接头的几何形状和连接方式。
确保焊接接头的强度、密封性和耐腐蚀性能。
常见的接头设计包括对接接头、搭接接头、角接头等。
6.预热和后热处理:对于某些特殊材料或厚度较大的工件,可能需要进行预热或后热处理,以减小焊接残余应力,提高焊接接头的性能。
三、焊接工艺设计的关键考虑因素1.焊接材料的选择:不同的焊接材料有不同的熔点、热膨胀系数和导电性等特性,需要根据具体情况选择合适的焊接材料。
2.焊接接头的设计:焊接接头的设计直接影响到焊接的质量和性能,需要考虑接头的类型、几何形状、连接方式等因素。
3.环境条件:确保焊接工作区域的环境条件符合焊接的要求,包括通风情况、温度、湿度等。
4.焊接过程监控:在焊接过程中进行实时监控,采集关键参数,及时发现并纠正焊接过程中的问题,确保焊接接头的质量。
5.安全措施:制定并严格执行焊接现场的安全措施,包括焊接工人的防护装备、紧急处理流程等。
四、常见焊接工艺的特点和应用1.电弧焊:通过电弧产生高温,使工件熔化并形成连接。
焊接工艺评定作业指导书04焊接工艺评定作业指导书041.概述2.实验目的2.1了解焊接工艺评定的基本原理和要求;2.2掌握焊接工艺评定的步骤和方法;2.3熟悉实验设备的使用和操作。
3.实验仪器和材料3.1实验仪器:焊接机、焊丝、焊接试片、砂轮切割机、抛光机等;3.2实验材料:钢板、焊丝、研磨片等。
4.实验步骤4.1准备工作4.1.1检查实验仪器的工作状态和安全性;4.1.2准备焊接试片和钢板。
4.2清洁焊接试片和钢板4.2.1使用砂轮切割机切割焊接试片和钢板;4.2.2使用抛光机对焊接试片和钢板进行清洁和抛光。
4.3焊接试片制备4.3.1使用焊接机对焊接试片进行焊接;4.3.2根据规定的焊接参数和焊接工艺进行焊接。
4.4焊接试片评定4.4.1对焊接试片进行外观检查,包括焊缝的形态、焊缝的质量等;4.4.2对焊接试片进行力学性能测试,包括抗拉强度、延伸率等。
5.实验注意事项5.1操作焊接机时应佩戴防护眼镜和防护手套;5.2焊接试片和钢板的尺寸应符合实验要求;5.3操作砂轮切割机和抛光机时应注意安全,避免伤害。
6.实验结果与分析根据实验的结果和分析,对焊接工艺进行评定和确认。
通过对焊接试片的外观检查和力学性能测试,判断焊接工艺的合格性并提出改进意见。
7.实验总结通过本次实验,学生可以了解焊接工艺评定的基本原理和方法,掌握焊接工艺的评定步骤和要点。
同时,学生还能够熟悉实验仪器的使用和操作,并提高实际操作能力和安全意识。
[2]焊接工艺与装备实验教程,李锡良,清华大学出版社,2024年以上是一份焊接工艺评定的作业指导书,旨在指导学生进行焊接工艺评定实验,并掌握评定的方法和步骤。
十种焊接工艺介绍焊接工艺由于可节省大量材料,生产效率高,是环保行业安装环节最重要的工艺之一。
1、焊条电弧焊焊条电弧焊是焊工掌握的最基本的技能之一,如果技能掌握不到位,焊接的焊缝会存在各种各样的缺陷。
2、埋弧焊埋弧焊是利用电弧作为热源的焊接方法。
由于埋弧焊熔深大,生产率焊接质量好:因为有熔渣的保护,熔化金属不与空气接触,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝。
3、氩弧焊给大家分享几条氩弧焊注意事项:(1)钨针要经常磨尖锐,钝了电流不集中开花就完了。
(2)钨针与焊缝的距离近了就粘在一起,远了就弧光开花,一开花就烧黑,钨针快秃头,对自己的辐射也强。
以近些为好。
(3)开关的控制是艺术,特别是薄板焊接,只能一下一下点,这不是自动移动和自动给丝的自动焊接机器,连续烧就穿。
(4)要给丝,这是有手感的,高级的焊丝,是用剪床将304板剪下来的,不买成捆的,当然,在批发点,可以找到好的。
(5)尽量在通风条件下工作,配备皮革手套,服装,自动变光面罩。
(6)要将焊枪的陶瓷头遮挡弧光,具体就是焊枪的尾部尽量朝向自己的脸部。
(7)你能对熔池的温度,大小,开关的动作有直觉和预感,就是高级技师了。
(8)尽量用黄色或白色标记的钨针,这样对手艺的要求高。
4、气焊气焊(英文为:oxygen fuel gas welding,简称:OFW),是利用火焰对金属工件连接处的金属和焊丝进行加热,使其熔化,达到焊接的目的。
常用的可燃气体主要是乙炔、液化石油气和氢气等,常用的助燃气体为氧气。
5、激光焊激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
激光焊接是激光材料加工技术应用的重要方面之一。
20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
6、二保焊有焊工师傅认为二保焊最简单,因为它最容易上手、最容易学习,一般一个完全没接触过焊接的新手,如果有个师傅教他个两三小时,基本上简单的位置焊接可以操作。