设计间隙公差分析全解
- 格式:docx
- 大小:36.93 KB
- 文档页数:2

统计公差分析方法概述公差分析是设计和制造过程中的重要环节,用于评估产品的尺寸和形状的变化并确定其质量要求。
它帮助确定制造过程中允许的变化范围,以确保产品的功能和性能满足设计要求。
下面是公差分析方法的概述:1.公差概念和术语:公差是表示产品尺寸和形状变异的一种度量,是设计要求和制造能力之间的差异。
了解公差的基本概念和术语对于进行有效的公差分析非常重要。
例如,公差带、公差上限、公差下限、公差等级等。
2.公差链:公差链是将不同部件的公差延伸到整个产品装配中的一种方法。
通过分析公差链,可以确定整个装配的总体公差,并评估其对产品性能的影响。
公差链分析通常采用功能环或冗余环的方法。
3.公差配合:公差配合是指零件之间在装配时的相互作用。
公差配合分析可以确定零件之间的配合方式,并对其作用进行评估。
常见的公差配合包括配合间隙、过盈配合和间隙配合等。
4. 公差分析工具:公差分析通常使用一些专门的工具来辅助。
例如,一维公差分析工具(如Matlab、Excel等)用于分析单个尺寸的公差,根据统计数据计算出尺寸的上下限。
使用二维和三维CAD软件进行公差堆叠分析,可以在装配设计阶段模拟零件堆叠时产生的误差变化。
5.公差分配:公差分配是将总体公差分配给不同的零件以实现装配要求的过程。
公差分配通常基于设计要求、制造能力和装配要求等考虑因素。
公差分配需要根据装配关系和功能要求来确定每个零件的公差。
6.公差检验:公差分析的最后一步是进行公差检验,以确保产品的尺寸和形状在规定的公差范围内。
公差检验可以通过测量和检测工具来进行,例如卡尺、测量仪器、投影仪等。
公差检验是确保产品质量和性能的关键步骤。
7.公差优化:公差优化是指通过优化公差的分配和设计来最小化产品的尺寸和形状变化,以提高产品的质量和性能。
公差优化可以通过使用计算机辅助设计(CAD)软件和专业的公差优化工具来实现。
总之,公差分析是设计和制造中的关键环节,有助于确保产品质量和性能满足要求。


间隙面差测量要求
间隙面差测量要求
2014.05.20
间隙面差测量要求
z质量部门在评价整车间隙面差状态的时候测量要求
对于任何一个缺陷,如果用户不能接受,一律判为A级缺陷
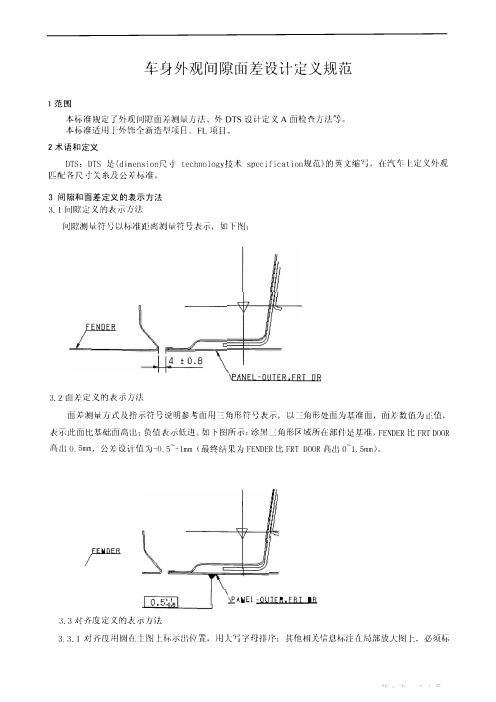
测量要素≥10cm,需要评价间隙过大、间隙过小、间隙不均、面差高出、面差低进、高低不平,对于间隙过大和间隙过小要求在5cm 以上清晰可见(即只有
一个点出现超差的不评价)
测量要素<10cm,则只测量一个点,通常取中点。
因此没有间隙不均和高低不平的要求(如果严重影响整车外观,则可以加严要求)通常从距离测量要素边缘1cm处开始评价
对于能同时可见的间隙面差(左右,前后),需增加间隙不对称,面差不对称的要求
对于贴合(如窗台密封条等)要求,基本与间隙面差一致
举例:机罩与翼子板的间隙面差(测量要素≥10cm)
1 在评价机罩与翼子板的间隙时,在距离机罩两端1cm的两个点之间任意一个点不
在公差范围内且符合5cm以上清晰可见标准,则判为机罩与翼子板间隙有缺陷。
2 在评价机罩与翼子板面差时,在距离机罩两端1cm的两个点之间任意一点不在公
差范围内则判为机罩与翼子板面差有缺陷。
机罩与前保险杠杠的间隙面差(测量要素<10cm)
1 间隙面差通常只取一个点测量,如果不在公差范围内则判为有缺陷
2 左右间隙面差同时可见,而且对整车外观有较大影响,需增加左右不对称的要求
汇总所有测量点的测量结果并制作跟踪曲线图,分析每一个点的变化情况,指导调试
将总装和焊装的相同测点的测量结果一一对应,分析总装与焊装同一点的变化情况,指导调试。

冲压设计-冲裁间隙在冲裁过程中,材料受到弯矩的作用,工件产生穹弯,而不平整。
由于冲裁变形的特点,在冲裁断面上具有明显的4个特征区(图2—3),即“a一塌角、b一光亮带、c一断裂带和d一毛刺。
冲裁件的4个特征区在整个断面上所占比例的大小并非一成不变,而是随着材料的力学性能.冲裁问隙、刃口状态等条件的不同而变化的。
冲裁问隙的大小对冲裁件质量、模具寿命、计中的一个重要的工艺参数。
冲裁间隙系指冲裁模的凸模与凹模刃口之间的间隙,单面间隙用c表示.双面间隙隙用z表示(图2—7)。
图2-7 冲裁间隙示意图一、间隙的影响1.对冲裁质量的影响冲裁什的质量主要是指断面质量、尺寸精度和弯曲度。
(1)对断面质量的影响冲裁断面应平直、光洁、圆角小;光亮带应^有一定的比例,毛刺较小,冲裁件表面应尽可能平整,尺寸应在图样规定的公差范围之内。
影响冲裁件质量的因素有:凸、凹模间隙值大小及其分布的均匀性,模具刃口锋利状态,模具结构与制造精度、材料性能等。
其中。
间隙值大小与分布的均匀程度是主要因素。
冲裁时,间隙合适,可使上下裂纹与最大切应力方向重合,此时产生的冲裁断面比较平直、光洁、毛刺较小,制件的断面质量较好(图2—8b)。
间隙过小或过大将导致上、下裂纹不重合。
间隙过小时,上、下裂纹中间部分被第二次剪切,在断面上产生撕裂面,坪形成第二个光亮带(图2—8a),在端面出现挤长毛刺。
间隙过大.板料所受弯曲与拉伸均变大,断面容易撕裂,使光亮带所占比例减小.产生较大塌角,粗糙的断裂带斜度增大,毛刺大而厚,难于除去.使冲裁断面质量下降(图2 8c)。
图2-8间隙对工件断面质量的影响a) 间隙过小b) 间隙合适c) 间隙过大1—断面带2—光亮带3—圆角带(2)对尺寸精度的影响冲裁件的尺寸精度是指冲裁件实际尺寸与基本尺寸的差值,差值越小,精度越高。
该差值包括两方面的偏差,一是冲裁件相对于凸模或凹模尺寸之偏差,二是模具本身的制造偏差。
冲裁件对于凸模或凹模尺寸的偏差。
公差配合认识入门一、“配合”概念1. 间隙与过盈孔的尺寸-轴的尺寸=代数差2.配合 基本尺寸相同的,相互结合的孔、轴公差带之间的关系。
(对一批零件而言)配合反映了机器上相互结合的零件间松紧程度。
有三个含义: 1)必须是孔和轴2)基本尺寸相同3)对一批零件而言二、配合类型按公差带关系的不同,配合分为三种:1)间隙配合 孔的公差带在轴公差带上方,即具有间隙的配合(包括X min =0的配合)。
对一批零件而言,所有孔的尺寸≥轴的尺寸特征参数: X max =D max -d min =ES -eiX min =D min -d max =EI -es X av =(X max +X min )/2注:要讲清间隙的作用在于: 储存润滑油补偿温度引起的尺寸变化补偿弹性变形及制造与安装误差2) 过盈配合 孔的公差带在轴公差带下方,即具有过盈的配合(包括Y min =0的配合)。
对一批零件而言,所有孔的尺寸≤轴的尺寸特征参数: Y min =D max -d min =ES -eiY max =D min -d max =EI -esY av =(Y max +Y min )/2过盈配合用于孔、轴的紧固连接,不允许两者有相对运动。
注:要讲清过盈的作用在于及如何装配。
3)过渡配合 孔、轴公差带相互重叠,即可能具有X 或Y 的配合。
(对一批零件而言)对一个具体的实际零件进行装配时,只能得到间隙(或过盈),只能得其一。
间隙配合 过盈配合=0 min =0 + 间隙X- 过盈Y过渡配合主要用于孔、轴间的定位联结(既要求装拆方便;又要求对中性好)特征参数: Xmax =Dmax -dmin =ES -ei Ymax =Dmin -dmax =EI -esX av (或Y av )=(X max +Y max )/2三.配合公差T f :允许间隙或过盈的变动量。
当基本尺寸一定时,T f 表示配合精度,是使用要求(设计要求) ∣Xmax -Xmin ∣T f = ∣Xmax -Ymax ∣=|ES -ei -(EI -es )|=T D +T d|Ymin -Ymax |若要提高配合精度(即↓T f )可减小相配合的孔、轴尺寸公差(即↑相配合的孔、轴加工精度)。
pcb孔位公差标准-概述说明以及解释1.引言1.1 概述PCB(Printed Circuit Board)是电子产品中不可或缺的组成部分,其设计和制造质量直接影响着电子产品的性能和可靠性。
在PCB的设计和制造过程中,孔位公差是一个至关重要的参数,它决定了元器件的安装精度和电路连接的可靠性。
PCB孔位公差指的是孔洞与元器件引脚之间的间隙偏差,通常以公差范围来表示。
在PCB设计和制造中,严格控制孔位公差可以确保元器件的准确安装,避免焊接不良或连接不稳定的问题,最终提高整个电路板的性能和可靠性。
本文将从PCB孔位公差的定义和重要性、标准化以及影响因素等方面进行探讨,旨在帮助读者更好地了解和掌握PCB 孔位公差标准,提升电子产品的质量和稳定性。
1.2文章结构1.2 文章结构本文主要围绕PCB 孔位公差标准展开讨论,共分为三个部分。
第一部分是引言部分,主要包括对文章的概述、文章结构和目的等内容,为读者提供一个整体的认识和导引。
第二部分是正文部分,主要介绍了PCB 孔位公差的定义和重要性、标准化情况以及影响因素等。
通过对PCB 孔位公差的各个方面进行详细分析,读者可以全面了解该领域的相关知识。
最后一部分是结论部分,对全文进行总结,并对PCB 制造提出一些启示和展望未来发展方向,以期为读者提供一些思考和借鉴。
整个文章结构严谨清晰,逻辑性强,旨在为读者提供全面且有深度的知识介绍和思考。
1.3 目的本文旨在对PCB孔位公差标准进行深入探讨,解释其定义和重要性,探讨标准化对于PCB制造的影响,并分析孔位公差受到的影响因素。
通过本文的研究,我们可以更好地了解PCB孔位公差的重要性,为PCB制造业提供参考并促进其发展。
同时,本文也旨在引起业内人士对PCB孔位公差标准化的重视,促进行业标准的建立和完善,进一步提高PCB制造的质量和效率。
2.正文2.1 PCB孔位公差的定义和重要性PCB孔位公差是指PCB板上孔的位置与设计要求之间的偏差范围。
公差配合与测量技术一、公差配合技术1.1 公差概述公差是指零件制造的误差范围,也可以理解为允许的误差范围。
在零件制造和装配过程中,公差的设置非常重要,它直接关系到零件的质量、功能和使用寿命。
1.2 公差配合类型常见的公差配合类型包括过盈配合、过渡配合和间隙配合。
•过盈配合:在零件装配过程中,一个零件要比另一个零件稍大一些,这样在装配后,两个零件之间会产生一定的压力,从而保证装配的紧固性和精度。
•过渡配合:在零件装配过程中,两个零件的尺寸基本相等,可以直接和平滑地装配在一起,不需要施加过大或过小的力。
•间隙配合:在零件装配过程中,一个零件要比另一个零件稍小一些,这样在装配后,两个零件之间会产生一定的间隙,从而允许一定的相对运动。
1.3 公差配合的选择因素在进行公差配合设计时,需要考虑以下因素:•零件的功能和使用要求•制造工艺的可行性•材料的性能和变化情况•环境条件和工作温度•经济性和制造成本1.4 公差配合的标准公差配合的标准是指在设计和制造过程中,根据不同的需求和要求制定的一系列规范和要求。
国际上常用的公差配合标准有ISO标准、GB标准等。
二、测量技术2.1 测量概述测量是指对物体的尺寸、形状和位置等进行定量或定性的评估和判断的过程。
在现代制造过程中,测量技术起着非常重要的作用,可以保证产品质量和工艺精度。
2.2 测量方法常用的测量方法包括直接测量和间接测量。
•直接测量:直接测量是指通过测量工具(如卡尺、游标卡尺)将测量对象的尺寸或位置直接测量出来。
•间接测量:间接测量是指通过测量对象与参照物的相对位置或其他特性来推断出测量值。
2.3 测量仪器与设备现代测量技术已经发展出了各种各样的测量仪器与设备,包括电子测量仪器、光学测量仪器、机械测量仪器等。
这些测量仪器和设备可以提高测量精度和效率,并适用于不同的测量需求。
2.4 测量精度与误差在测量过程中,测量精度和误差是非常重要的概念。
测量精度是指测量结果与测量对象实际值之间的接近程度,而误差是指测量结果与实际值之间的偏差。
设计间隙公差分析全解
间隙公差分析是一种用于确定零件之间间隙尺寸的方法,它是通过统
计学原理和数学模型来计算和控制零件之间的间隙尺寸的。
间隙公差分析
的目标是确保零件在设计和制造过程中的精度和一致性。
在进行间隙公差分析时,首先需要确定零件之间的功能要求和允许的
间隙尺寸范围。
接下来,需要收集相关的尺寸数据和公差要求,并进行统
计分析。
这些数据可以来自于CAD绘图或其他测量方法。
间隙公差分析可以分为静态分析和动态分析两种。
静态分析是指在静
止状态下进行的分析,而动态分析是指在运动或振动状态下进行的分析。
在进行动态分析时,需要考虑到零件在不同工况下的变形和位移。
进行间隙公差分析时,通常使用的方法有最小二乘法、蒙特卡罗模拟
和有限元分析等。
最小二乘法是一种常用的数学拟合方法,可以根据已知
的数据得到最佳曲线或拟合直线。
蒙特卡罗模拟是一种统计模拟方法,通
过随机抽样和重复实验来估计参数的分布和不确定性。
有限元分析是一种
数值计算方法,可以通过数学模型来求解结构的变形和应力分布。
在间隙公差分析中,还需要考虑到公差传递、公差叠加和公差堆积等
问题。
公差传递是指零件之间公差的传递和影响,可能会导致总体尺寸误
差的积累。
公差叠加是指在多次加工和组装过程中,公差累积导致的误差
增大。
公差堆积是指在零部件组合过程中,由于公差引起的尺寸累积误差。
最后,需要根据间隙公差分析的结果,确定零件的公差要求和制造工艺。
这可以通过确定公差带宽、公差区间和公差容差来实现。
公差带宽指
的是允许的最大和最小尺寸之间的范围。
公差区间是指在设计和制造过程
中允许的尺寸范围。
公差容差是指在零件加工和装配中允许的最大尺寸误差。
综上所述,间隙公差分析是一种用于确定零件之间间隙尺寸的方法,通过统计学原理和数学模型来计算和控制零件的尺寸精度和一致性。
它是确保零件在设计和制造过程中满足功能要求的重要手段。