整体壁板的制造
- 格式:ppt
- 大小:1.03 MB
- 文档页数:43

航空复合材料整体成型技术应用(作者单位:哈尔滨飞机工业集团有限责任公司)◎郭璐璐整体成型技术的应用对以往的装配流程进行了简化,可以在较短的时间内完成零部件的装配作业,有利于提高生产制造效率,减少成本投入。
航空复合材料整体成型技术具有经济性、装配简单和翼身一体化等特点,要加强对这项技术的研究与应用,选择合适的整体成型技术方法,以此促进施工工艺的有效落实,保证这项技术应用的有效性,对航空制造业的进一步发展有着重要意义。
一、航空复合材料整体成型技术优点复合材料在多个领域中都得到了广泛应用,在大型机械设备制造中也能够取得良好效果,逐步向着大型化的方向发展。
大型化构件在应用期间方便装配作业,节省了施工时间,同时也可以避免多构件装配过程中存在的隐患问题。
航空复合材料整体成型技术应用优点比较多,主要体现在以下几个方面:1.经济性良好。
整体成型技术在应用期间能够利用多种连接方法将多种复合材料零件连接在一起,组成一个整体结构,这在一定程度上节省了装配时间,不需要进行零件对接,使得航空构件内部分段数量减少,航空设备的整体性得到了提升。
在成本投入方面,由于整体成型技术的应用省去了多个环节,减轻了结构重量,复合材料的用量也有所减少,节约了材料成本投入,具有良好的经济性特点。
2.便于装配工作的顺利开展。
航空产品的内部结构较为复杂,组成的零件数量和种类比较多,以往在进行装配时需要的紧固构件有几十万个,装配人员的工作量比较大,同时,容易出现监控管理不到位的情况,无法保证构件之间连接的有效性,所以存在一定的质量隐患。
复合材料整体成型技术的应用能够将多种零件形成一个整体,使装配期间使用的紧固构件缩减到几千个甚至几百个,便于装配工作的顺利开展,节省了装配时间,方便了装配期间的管理与控制工作。
原有的航空制造中,装配期间需要使用专门的工具设备对构件进行打孔操作,在此期间要保证孔的精度和质量。
另外,为了对电化腐蚀现象进行有效控制一般都会用湿化装配方法,这种方法所需的资金量比较大,增加了设备制造成本。

水平安定面外伸段壁板结构设计蔡婧【摘要】随着民用航空事业的发展和民用飞机巨大的市场需求,整体壁板结构开始应用在民用支线飞机上.首先介绍支线飞机水平安定面外伸段壁板结构设计的方法.然后根据某支线飞机水平安定面的总体、适航、重量、强度、刚度等要求,进行水平安定面外伸段壁板结构的初步设计,选定水平安定面上下壁板的结构布置方案,根据公式及工程经验,确定壁板的基本几何尺寸,经过强度校核和几轮迭代,得到满意的基本尺寸.进入详细设计阶段,考虑壁板的疲劳、损伤容限、工艺性、防腐性等细节问题,通过强度校核,最终设计出满足多方面要求并且重量较轻的水平安定面外伸段壁板.水平安定面外伸段壁板结构设计对相似机型的结构设计具有参考作用.【期刊名称】《航空工程进展》【年(卷),期】2014(005)002【总页数】6页(P227-232)【关键词】水平安定面;整体壁板;结构设计;稳定性【作者】蔡婧【作者单位】中国商用飞机有限责任公司上海飞机设计研究院,上海201210【正文语种】中文【中图分类】V225+.10 引言随着航空运输业的飞速发展,中国已成为世界民用支线飞机的一个重要市场。
如何设计一个具有高可靠性、高寿命、高维修性和轻重量的飞机已成为现代飞机设计的目标。
选择合理的结构形式对结构设计尤为重要。
20世纪50年代以前,飞机壁板基本采用铆接结构形式。
20世纪50年代之后,整体壁板开始应用在飞机上,最初用于机翼翼盒壁板,后扩展到机身和尾翼结构上[1]。
整体壁板相比铆接壁板,大量减少零件数量,减轻飞机重量,降低成本;能承受较高的屈曲载荷;并且由于减少了紧固件,壁板表面更加光滑。
MD-82、DC-8、DC-10等飞机水平尾翼壁板采用了Z型整体壁板。
目前我国军用飞机歼8、水轰5的机翼都应用了整体壁板结构[2],民用飞机也逐渐开始尝试使用整体壁板结构。
整体壁板虽然具有较多优势,但由于其结构特点,在止裂性能上比较差[3],而且与其他零部件装配时也会因为整体性的结构特点需要特殊连接形式,对零部件的安装公差要求会更加严格。
2022年第1期
总第144
期
2022 No. 1
Sum No. 144民用飞机设计与研究
Civil Aircraft Design & Research
http: //myfj. cnjournals. com myfj_sadri@comac.
cc (029
)20866796
DOI:
10.19416/j. 1674 -9804.2022.
01.013
喷丸成形工艺规划方法
江剑成胡永祥!
(上海交通大学机械与动力工程学院,机械系统与振动国家重点实验室,上海200240)
摘要:
喷丸成形技术利用特定能量源产生冲击压力,在壁板表层深度方向引入非均匀分布的塑性应变,是一种柔性冷加工
塑性成形技术,适用于大尺寸复杂型面整体壁板的成形制造。对喷丸成形的工艺建模方法、工艺规划方法两个方面进行了综 述;梳理了喷丸成形数值模型的发展历程,分析了固有应变模型在喷丸成形模拟中的显著优势;对喷丸成形工艺规划方法进
行综述,介绍了传统工艺规划途径
,指出其无法适应现代工业发展需求的原因,对基于数值模型的工艺规划进行了回顾,分析
研究成果存在的问题与难点并提供解决思路,试图为喷丸成形技术未来发展的研究与工程应用提供参考与借鉴。
关键词:
喷丸成形
;工艺建模;工艺规划;分布式参数优化
中图分类号:
TG668
文献标识码:
A OSID:
0引言喷丸成形通过特定能量源引入冲击压力,
轰击
壁板表面形成塑性变形以及残余压应力,
实现小曲
率弯曲成形,是一种无模冷加工工艺。
该工艺具有
成本低、工艺周期短、可有效改善构件力学性能、形 状适应性好等显著优点,是现代大型轻质高强材料
整体构件成形制造首选甚至唯一的技术方法。喷丸
成形包括传统机械喷丸成形和新型喷丸成形技术。
新型喷丸成形技术有激光喷丸成形、超声喷丸成形
、
高压水喷丸成形。传统机械喷丸以固体弹丸高速冲 击产生的机械能为能量源,引入塑性层深度约为 0. 2 mm~0.3 mm,适用于薄壁小曲率类整体构件的 成形与校形。机械喷丸成形工艺成本低、操作灵活, 但是存在成形能力弱、喷丸区域和强度精确控制困 难、大弹丸受喷面粗糙、表面质量差、弹丸需回收和 清洗等缺点。近年来,以高能脉冲激光代替机械弹 丸的激光喷丸成形受到广泛关注,其利用激光诱导 等离子体产生冲击压力,在壁板表面引入塑性层,工 艺机理与机械喷丸类似。激光喷丸塑性层深可达数 个毫米,成形能力相较于机械喷丸有显著提升⑴% 此外,采用激光作为能量源,工艺可控性强,并且无 需回收、清理弹丸,加工环境更加清洁%在壁板成形 中,机械喷丸成形与激光喷丸成形各具优势,已存在 工业应用实例(2可,其他新型喷丸成形技术尚处于 研究开发阶段%目前,大型整体壁板的精确喷丸成形仍是现代 制造领域的研究难点,主要难点在于,作为柔性成形 工艺,工艺参数是决定成形精度的主要因素,但在面 向大几何尺寸、变曲率复杂型面的整体壁板成形时, 如何建立高效的工艺变形预测模型,实现复杂型面 的高效工艺规划,以获取准确的工艺参数,是喷丸成 形技术成熟化并走向应用的关键问题%
钢套箱制作方法
1、钢套箱壁板制作
根据现场的吊装能力,对围堰壁板进行分块加工,并编号。
每个壁板块段加工完成后均单独进行检验,其加工精度详见《铁路钢桥制造规范》(TB10212-2009)。
2、钢套箱内支撑制作
根据现场的吊装能力,对内支撑进行分块加工,并编号。
每个内支撑块段加工完成后均单独进行检验,其加工精度详见《铁路钢桥制造规范》(TB10212-2009)。
3、钢套箱围堰的组拼
(1)钢套箱整体吊装:当钢套箱平面尺寸较小,重量较轻时,可以在岸边或水中铁驳上将围堰拼装成一整体,浮运至墩位处,然后用浮吊起吊钢套箱下沉就位。
(2)钢套箱分节吊装:当钢套箱整体重量较重,高度较高时,可以在岸上或水中铁驳上竖向分节组拼,然后浮运至墩位处,浮吊分节吊装。
(3) 钢套箱墩位处分块组拼:利用现有钻孔平台作为钢套箱围堰的拼装平台,在平台上拼装钢套箱。
钻孔桩完成后,接高钢护筒,在其顶面设起吊分配梁,再由起吊系统滑车组起吊组拼好的钢套箱。
并将钢套箱临时吊挂于钢护筒支撑牛腿上。
拆除墩位平台,解除临时吊挂,由起吊
滑车组将钢套箱缓缓下沉就位。
4、钢套箱水密试验
钢套箱每个分块加工完成后,应进行煤油渗透试验。
即用刷子在焊缝两侧刷上石灰水,待其干后在围堰内侧焊缝刷上煤油,等30~60分钟后察看围堰外侧是否有煤油痕迹。
试验检查不合格的部位应进行补焊并报告监理工程师,补焊后还须进行复验。
Highperformancecompositestructuremanufacturingtechnology高性能复合材料结构制造技术t|强i≯。
…、。
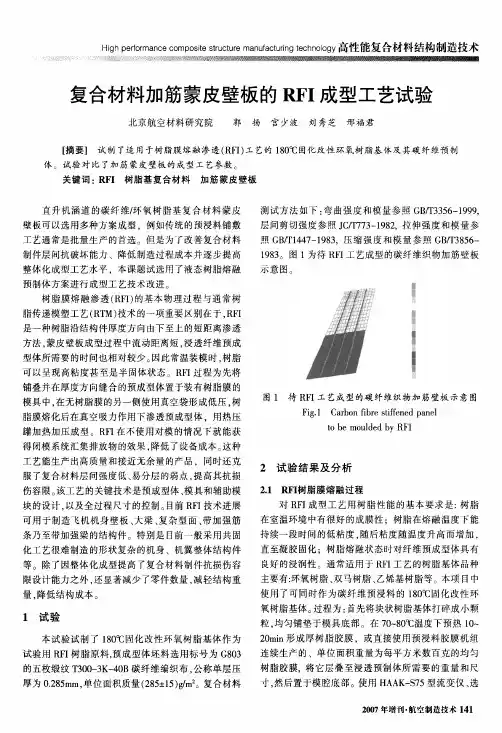
一|鼍琶毯lIl巍g誊l罄誊尊鼍l蠢强委毽甍骥§ll鬟|羲鬟墓鬟毳豢囊瓣麓豢蔫豢餐黎蘩黎毳饕鬟羹黎穗罄篷蕊囊黎襄蓬羹鼙饕饕蘩曩爨囊繁羲毯饕鏊黎黎黎鏊饕饕疆鬟睡蘸懿齄鼹鼹器鼹疆翳赣鹱骚爨稻曝髅鼹话话强鼹毽疆复合材料加筋蒙皮壁板的RFI成型工艺试验北京航空材料研究院郭扬宫少波刘秀芝邢福君【摘要】试制了适用于树脂膜熔融渗透(RFI)工艺的180。
C固化改性环氧树脂基体及其碳纤维预制体。
试验对比了加筋蒙皮壁板的成型工艺参数。
关键词:RFI树脂基复合材料加筋蒙皮壁板直升机涵道的碳纤维/环氧树脂基复合材料蒙皮壁板可以选用多种方案成型,例如传统的预浸料铺敷工艺通常是批量生产的首选。
但是为了改善复合材料制件层问抗破坏能力、降低制造过程成本并逐步提高整体化成型工艺水平,本课题试选用了液态树脂熔融预制体方案进行成型工艺技术改进。
树脂膜熔融渗透(RFI)的基本物理过程与通常树脂传递模塑工艺(RTM)技术的一项重要区别在于,RFI是一种树脂沿结构件厚度方向由下至上的短距离渗透方法,蒙皮壁板成型过程中流动距离短,浸透纤维预成型体所需要的时间也相对较少。
因此常温装模时,树脂可以呈现高粘度甚至是半固体状态。
RFI过程为先将铺叠并在厚度方向缝合的预成型体置于装有树脂膜的模具中,在无树脂膜的另一侧使用真空袋形成低压,树脂膜熔化后在真空吸力作用下渗透预成型体,用热压罐加热加压成型。
RFI在不使用对模的情况下就能获得闭模系统汇集排放物的效果,降低了设备成本。
这种工艺能生产出高质量和接近无余量的产品。
同时还克服了复合材料层问强度低、易分层的弱点,提高其抗损伤容限。
该工艺的关键技术是预成型体、模具和辅助模块的设计。
以及全过程尺寸的控制。
目前RFI技术进展可用于制造飞机机身壁板、大梁、复杂型面、带加强筋条乃至带加强梁的结构件。
飞行器制造工艺完整知识点解析南京航空航天大学 011110301第一章1.飞机结构组成。
机体(包括机翼、机身、及尾翼等部件)、飞机操纵系统、飞机动力装置、机载设备等。
2.机翼的作用和组成;作用:机翼是产生升力和滚转操纵力矩的主要部件,也是现代飞机存储燃油的地方。
机翼作为飞机的主要气动面,是主要的承受气动载荷部件,其结构高度低,承载大。
通常在机翼上有用于横向操纵的副翼、扰流板,机翼的前缘和后缘还有各种形式的襟翼,用于增加升力或改变机翼的升力分布。
组成:由蒙皮和骨架组成。
机翼结构属薄壁型结构形式,构造上主要由蒙皮和骨架结构组成;蒙皮和骨架结构的功用;蒙皮功用:直接功用是保持机翼外形和承载。
气动载荷直接作用在蒙皮上,蒙皮将作用在上面的局部气动力传给结构骨架。
在总体承载时,蒙皮和翼梁或翼墙的服板组合在一起,形成封闭的盒式薄壁结构承受翼面扭矩,与长桁一起,形成壁板,承受翼面弯矩引起的轴力。
骨架功用:骨架的功用:是形成和保持翼面外形,承受和传递外载荷骨架结构有哪些构件。
骨架结构中,纵向构件有:翼梁、长桁和墙(腹板),横向构建有翼肋(普通肋、加强肋)3.机身的作用和组成,机身是指飞机机体结构中除各机翼结构之外的机体结构部分。
主要用于装载和传力,同时将机翼、尾翼、发动机和起落架等部件连接在一起,此外,可以安置空勤组人员和旅客、装载燃油、武器、各种仪器设备和货物等。
前机身主要是由雷达罩、设备舱、座舱、进气道、油箱、前起落架舱等组成。
中机身一般由进气道、油箱、部分发动机舱、设备舱和武器舱组成。
后机身主要是用于支持尾翼、装载发动机及部分设备。
机身结构构造上的组成:蒙皮、纵向骨架、横向骨架。
内部骨架的种类和作用。
骨架的结构:纵向构件有翼梁,长桁和墙;横向构件有普通肋和加强肋。
桁梁式结构:桁架只承受拉压力,蒙皮起维型作用,小轻型飞机采用;桁条式结构:长桁与蒙皮组成壁板承受弯曲轴力,蒙皮承受剪力和扭矩引起的剪流;桁梁式结构:桁梁承受弯曲轴向力,蒙皮长桁承受小部分轴力,蒙皮承受剪力;梁式结构:大梁承受主要载荷,蒙皮只承受剪力;硬壳式结构:蒙皮承受结构总体弯曲、剪切和扭转载荷。

现代飞行器制造工艺学飞行器制造技术的基本原理和基本方法,并对飞行器制造过程中钣金零件的成形、先进复合材料结构件的制造、飞行器零部件的制造、飞行器装配工艺及飞行器产品数字化制造技术和并行工程等进行了系统的阐述。
《现代飞行器制造工艺学》将传统的飞行器制造工艺和现代先进的飞行器制造技术相结合,体现了内容的系统性、完整性、先进性和综合性。
《现代飞行器制造工艺学》可以作为航空航天院校非制造工程专业的基础教材,也可作为从事相关专业人员的参考用书。
第1章绪论1.1 飞行器研制的一般过程1.2 现代飞行器制造工艺的技术特点1.2.1 飞行器产品的特点1.2.2 飞行器制造工艺的技术特点1.3 现代飞行器制造的先进技术及关键技术第2章飞行器零件的制造2.1 钣金零件的成形原理2.1.1 钣金零件变形的基本原理及特点2.1.2 钣金零件成形过程及热处理2.1.3 钣金件的表面处理2.2 钣金零件的下料2.2.1 剪裁2.2.2 铣切2.2.3 锯切与熔切2.3 钣金零件的成形方法2.3.1 冲压零件的制造2.3.2 蒙皮零件的成形2.3.3 液压零件的成形2.3.4 型材零件的成形2.4 整体零件的成形2.4.1 整体壁板的成形2.4.2 整体梁框类零件的加工第3章复合材料零件的成形与制造技术3.1 复合材料的特点及在飞行器上的应用3.1.1 复合材料的特点3.1.2 复合材料在飞行器上的应用3.2 复合材料成形与制造3.2.1 复合材料制备技术特点3.2.2 聚合物基复合材料成形加工技术3.2.3 金属基复合材料成形加工技术3.2.4 陶瓷基复合材料加工技术3.3 复合材料的机械加工3.3.1 钻孔与锪窝3.3.2 切割3.4 复合材料的质量控制与检测3.5 典型飞行器复合材料构件制造实例第4章飞行器装配工艺4.1 飞机装配的基本问题4.1.1 设计分离面与工艺分离面4.1.2 飞机装配准确度4.1.3提高装配准确度的方法4.1.4 装配基准4.1.5 装配定位4.2 装配连接技术4.2.1 机械连接技术4.2.2 结构胶接技术4.2.3 焊接技术4.2.4 胶焊连接工艺4.3 保证互换与协调的方法4.3.1 互换与协调4.3.2 模线一样板工作法4.3.3 飞机制造工艺装备4.3.4 飞机部件装配的典型协调系统4.4 飞机总装及机场工作4.4.1 飞机总装配的内容4.4.2 飞机各部件的对接及水平测量4.4.3 各系统、设备的安装、调整和检验4.4.4 飞机总装工作的特点4.4.5 机场车间工作第5章飞机数字化设计制造技术5.1 数字化设计制造技术的概念、内容和过程5.1.1 数字化设计与制造的概念5.1.2 数字化设计与制造的内容5.1.3 飞机数字化设计与制造过程5.2 飞机数字化设计过程5.3 飞机数字化制造过程5.4 飞机数字化装配系统5.4.1 飞机数字化装配系统的工作原理5.4.2 数字化标准工装5.4.3 飞机柔性装配系统5.4.4 数字化测量与定位技术5.5 并行协同模式在飞行器制造中的应用5.5.1 并行工程5.5.2 并行工程的关键技术5.5.3 并行协同的研制模式参考文献。