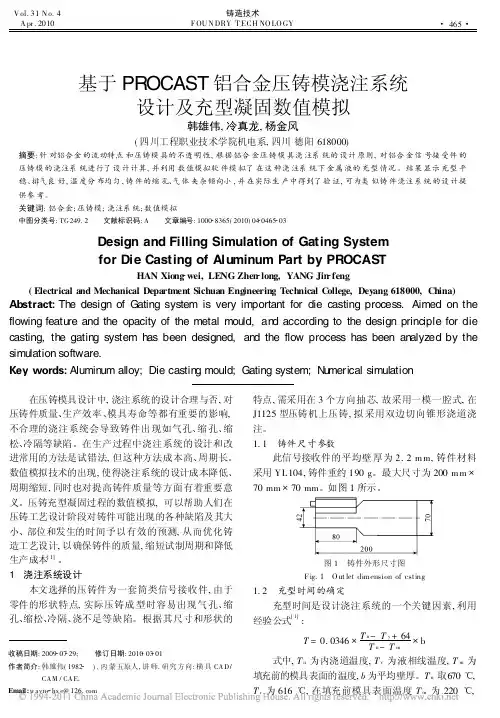
基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
- 格式:pdf
- 大小:1.12 MB
- 文档页数:3
基于ProCAST的浇注工艺对铸件质量影响的数值模拟
谢颖
【期刊名称】《承德石油高等专科学校学报》
【年(卷),期】2022(24)3
【摘要】本选题来自某公司的生产实际。
应用专业的数值模拟软件ProCAST,结合SolidWORKS三维造型软件,根据叶轮不同的浇铸工艺,对完整的充型与凝固过程进行数值模拟,模拟出可能出现的缺陷,分析不同工艺过程的模拟结果,得出最优工艺实施方案,提高生产效率,节约成本。
【总页数】3页(P35-36)
【作者】谢颖
【作者单位】河北石油职业技术大学机械工程系
【正文语种】中文
【中图分类】TH132
【相关文献】
1.基于ProCAST的挤压铸造重载车轮铸件成形过程数值模拟
2.基于ProCAST的大型熔铅锅铸件缩孔预测及浇注工艺的仿真优化
3.基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
4.基于ProCAST的壳体铸件数值模拟铸造工艺优化
5.基于ProCAST的制动铸件精确成形数值模拟与工艺提升
因版权原因,仅展示原文概要,查看原文内容请购买。
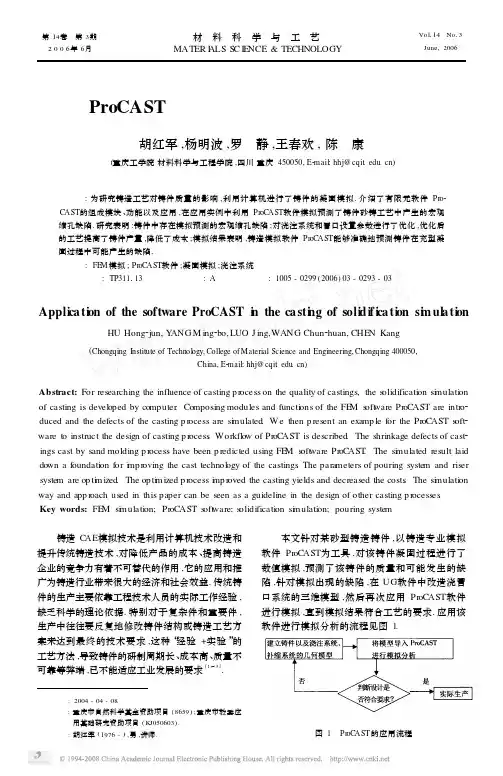
ProCAST凝固模拟简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。

基于ProCAST软件的低压铸造充型过程的研究王超 ,游龙 ,王自东,冯建,林国标,刘航(北京科技大学材料科学与工程学院,北京 100083)摘要:由于低压铸造充填速度较慢, 充型平稳, 因而充型计算采用层流模型。
论述了低压铸造充型模拟的数学模型,算法上采用目前充型过程数值模拟中应用最为普遍的方法SOLA-VOF 方法,其中SOLA 法用于求解流体的速度场和压力场, VOF 法处理自由表面。
采用UG进行三维造型,用ProCAST进行了网格划分并对铸件进行了充型过程的模拟。
关键词:低压铸造;数学模型;ProCAST;充型模拟Study of Mold Filling Simulation on Low Pressure Die Casting Basedon ProCAST SoftwareWang Chao,You Long,Wang Zidong,Feng Jian,Lin Guobiao,Liu Hang(School of Material Science and Engineering,University of Science & Technology Beijing,Beijing 100083,China)Abstract:As the low pressure die casting fills slow, smooth filling, so laminar flow model is used in filling calculated. Discusses the low pressure die casting filling simulation of mathematical model, algorithm on the filling process using numerical simulation of the current application of the most common method of SOLA-VOF method, which SOLA method used to solve the fluid velocity and pressure field, VOF solve free treatment surface. UG is used to set three-dimensional modeling, meshing with procast ,and use procast to show filling and casting process simulation.Key words:low pressure die casting;mathematical model;procas;mold filling simulation由于低压铸造具有铸件尺寸精度较高、充型平稳、充型速度可控等优点,近年来使其在铸造行业中占据着越来越重要的位置。
哈尔滨工业大学《材料加工过程数值模拟基础》实验课程铸件充型凝固过程数值模拟实验报告姓名:学号:班级:材料科学与工程学院铸件充型凝固过程数值模拟实验报告实验一:铸件凝固过程数值模拟一、实验目的1.学习有限差分法温度场模拟的数学模型和基本思路;2.掌握用AnyCasting 铸造模拟软件进行温度场模拟的方法。
二、实验原理1.有限差分法温度场模拟的基本思路:设计铸造工艺方案→根据定解条件求解能量方程→揭示凝固行为细节→预测凝固缺陷→改进工艺方案,返回第二步循环。
2.有限差分法温度场模拟的数学模型:222222T T T T L C t x y z t三、铸件凝固模拟过程及参数设置1.凝固模拟过程铸件、浇冒口等三维实体造型(输出STL 文件)→网格剖分、纯凝固过程参数设置等前处理→凝固温度场和收缩缺陷计算模拟数据→后处理得到动态的液相凝固、铸件色温图和缩孔缺陷等文件。
2.参数设置铸件材质:AC1B铸型材质:SM20C初始条件:上下模500℃,侧模400℃,升液管700℃。
边界条件:所有界面与空气间的界面传热系数都为10W/(m 2∙K),熔融金属液与模具之间的界面传热系数为4000 W/(m 2∙K),各部分模具间和模具与升液管间界面传热系数都为5000 W/(m 2∙K)。
四、模拟结果图1 冷却时间由于模拟中设置了水冷和空冷条件,所以铸件冷却速度较快。
由图1可知凝固首先发生在铸件表面,铸件的轮辋区厚度较薄,冷却速度比轮辐处冷却快。
内浇口先于轮辐凝固,在内浇口凝固后升液管内铝合金熔液无法对轮毂进行补缩,则在轮毂中最后凝固处容易产生缩松缩孔。
图2 冷却率由冷却率分布情况可知凝固过程中各部分冷却速率不同,可以判断出凝固时内应力较大的区域,在应力较大区域铸件容易产生裂纹缺陷。
由模拟结果中铸件的温度场情况,合理设置工艺参数减少缩松缩孔及裂纹的产生,合理布置冷却水管的分布位置。
实验二:铸件充型过程数值模拟一、实验目的1.学习有限差分法流动场模拟的数学模型和基本思路;2.掌握用AnyCasting 铸造模拟软件进行流动场模拟的方法。
ProCAST凝固模拟简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
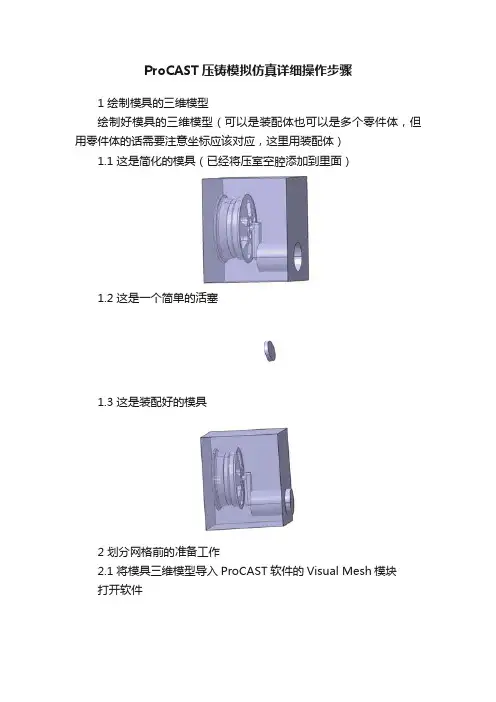
ProCAST压铸模拟仿真详细操作步骤1 绘制模具的三维模型绘制好模具的三维模型(可以是装配体也可以是多个零件体,但用零件体的话需要注意坐标应该对应,这里用装配体)1.1 这是简化的模具(已经将压室空腔添加到里面)1.2 这是一个简单的活塞1.3 这是装配好的模具2 划分网格前的准备工作2.1 将模具三维模型导入ProCAST软件的Visual Mesh模块打开软件切换到Visual Mesh 模块点击Open File打开保存好的装配体文件切换显示方式(为了便于查看,可以在几种显示方式之间切换)2.2 检查几何模型是否有缺陷点击check进行检查显示No problem identified点击close关闭此窗口2.3 检查并合并实体间的相交面点击check显示实体之间没有相交面点击close关闭窗口2.4 检查实体之间是否有相交点击check检查显示有一个相交点击Intersect All点击Close2.5 利用实体内的空腔生成铸件和浇注系统在volume上右键单击然后选择compute volumes(有时在进行相交操作时会自动生成)生成如图所示带有浇注系统的铸件3 划分网格3.1 划分面网格点击图标Surface Mesh设置参数如图所示点击Mesh All Surfaces生成面网格点击Close3.2 检查面网格并修复点击如图所示图标点击check修复面网格,直到显示surface mesh is ok点击Volume Mesh框选实体点击mesh点击Close3.4 检查体网格点击check显示volume mesh is ok点击close切换到Visual Cast模块在Volumes上右键单击然后选择edit设置如图所示。
熔模铸造过程数值模拟—国外精铸技术进展述评北京航空航天大学陈冰20世纪90年代以来,国外一大批商业化铸造过程数值模拟软件的出现,标志着此项技术已完全成熟并进入实用化阶段,有相当一部分已成功地用于熔模铸造。
其中,A FSolid (3D)(美国), PASSAGF/POWERCAST(美国)、MAGMA(德国)、PAM-CAST(法国)、ProCAST(美国)等最具代表性。
尤其值得一提的是由美国UES公司开发的ProCAST,和美国铸造师协会(American Foundrymen's Society)开发的 AFSolid(3D),它们代表了二种不同类型的软件系统。
一. 熔模精密铸造过程数值模拟的佼佼者——ProCAST早在1985年,美国UES Software Co.便以工程工作站/Unix为开发平台,着手开发ProCAST[1]。
为了保证模拟结果的准确性,ProCAST一开始就采用有限元方法(FEM)作为模拟的核心技术。
自1987年起,开发用于熔模铸造(精铸)的专业模块。
1990年后,位于瑞士洛桑的Calcom SA和瑞士联邦科技研究院也参加ProCAST部分模块的开发工作。
2002年,UES Software和Calcom SA先后加盟ESI 集团(法国)。
通过联合,ESI集团在虚拟制造领域的领先地位进一步增强。
现在,ProCAST也有微机/Windows或Windows NT版本。
三维几何造型模块支持IGES、STEP、STL 或Parasolids等标准的CAD文件格式。
Meshcast模块能自动生成有限元网格。
它的凝固分析模块可以准确计算和显示合金液在凝固过程的温度场、凝固时间,以及固相率变化,同时,从孤立液相区、缩孔/缩松体积分数、缩孔/缩松Nyiama (新山英辅)判据等三方面,帮助铸造工程师分析判断缩孔/缩松产生的可能性和具体位置(见图1) [2]。
针对熔模铸造热壳浇注的特点,ProCAST传热分析模块考虑到热辐射对温度场和铸件凝固过程的影响, 这对于经常需要处理热辐射问题的熔模铸造而言特别重要。
基于ProCAST的主轴箱铸造工艺数值模拟及优化主轴箱采用多级齿轮传动,通过一定的传动系统,经主轴箱内各个位置上的传动齿轮和传动轴,最后把动力传到主轴上,使主轴获得规定的转速和方向[1]。
其工作性能的好坏直接影响到机床运行的可靠性和安全性。
因此,对箱体的力学性能有较高要求。
工厂中,箱体与其他部件装配在恒温室进行,可见对其精度有较高要求。
因此在工艺设计中,需保证铸件精度与质量,在此前提之下,考虑成本的降低与工艺中污染的减少。
采用数值模拟软件对铸件的温度场、流场以及凝固过程进行模拟计算,能够有效预测铸造过程中出现缺陷的具体位置以及大小,并可以通过优化工艺参数有效地消除这些缺陷。
与传统的“经验+试制”的方法确定铸造工艺参数相比,数值模拟技术能够大大缩短开发周期,降低开发成本,是目前最具竞争力的铸造工艺研究方法,得到行业的一致认可[2~4]。
合肥工业大学刘继飞等[5]运用ProCAST仿真软件对低合金钢大转轴铸件进行了仿真分析,并结合温度场、凝固场的模拟结果分析缺陷产生的部位以及原因,优化了工艺参数后减少了缺陷,提高了铸件的合格率。
邢甜甜等[6]利用仿真软件对铝合金横梁铸造过程进行了模拟,分析了横梁缺陷产生的原因,并提出了合理有效的解决方法。
笔者运用UG软件对铸件进行三维模型设计并导入到模拟软件ProCAST中,对主轴箱充型和凝固过程进行模拟仿真,通过分析铸件的凝固时间以及固相分数模拟结果,预测铸件缺陷可能产生的位置和原因,最后改进并优化工艺方案,提高铸件质量,满足铸件使用要求。
1 主轴箱结构特征分析笔者所研究主轴箱零件三维实体如图1所示。
零件外形轮廓尺寸为468 mm×360 mm×344 mm,质量95 kg,材质为HT300(具体化学成分和性能见表1和表2),平均厚度为20 mm;内部有个轴孔直径为130 mm,箱体本身存在许多孔,其大小小于铸出孔范围标准,所以决定后期加工。
铸件品质要求不得有疏松、裂纹、气孔、砂眼等铸造缺陷,其余要求符合国家和行业标准。
文章编号:1673-887X(2023)01-0012-04基于ProCAST的悬梁铸造模拟及工艺优化王孝国,刘挺,吴煜,李光耀,张龙海(山西农业大学农业工程学院,山西太谷030801)摘要利用ProCAST对机床悬梁的铸造工艺进行数值模拟分析,根据铸件充型和凝固的温度场、充型时间及缺陷分布,对初始铸造工艺进行优化。
结果表明,铸件浇注时间为35s,初始方案中,原因是由于壁厚较大而导致冷却缓慢,使得金属液向先凝固的地方进行了补缩,导轨部分出现了较大面积的缩松、缩孔缺陷。
通过在铸件侧表面施加6个侧冒口和顶部施加4个顶缩颈冒口进行补缩,在导轨面添加17块冷铁以激冷的方式减少铸件缩孔缩松问题。
仿真结果表明,优化工艺有效抑制了铸件缩孔缩松的形成,提高了铸件质量,对悬梁的生产起到指导性作用。
关键词铸造工艺设计;铸造工艺模拟;机床悬梁;铸造工艺优化中图分类号TG242.3文献标志码A doi:10.3969/j.issn.1673-887X.2023.01.004Casting Simulation and Process Optimization of Suspension Beams Based on ProCASTWang Xiaoguo,Liu Ting,Wu Yu,Li Guangyao,Zhang Longhai(College of Agricultural Engineering,Shanxi Agricultural University,Taigu030801,Shanxi,China)Abstract:The casting process of the machine tool suspension beam was numerically simulated using ProCAST to optimize the ini‐tial casting process based on the temperature field,filling time and defect distribution of the casting filling and solidification.The re‐sults showed that the casting pouring time was35s,and the initial scheme showed a large area of shrinkage and shrinkage defects in the rail section,which was caused by slow cooling due to the large wall thickness,making the metal liquid to make up the shrinkage to the place where it solidified first.The shrinkage problem was reduced by applying6side riser on the side surface and4top shrink‐age neck riser on the top of the casting and adding17pieces of chill to the rail surface to stimulate the cooling.The simulation results show that the optimized process effectively suppresses the formation of shrinkage holes and shrinkage loosening in the casting;im‐proves the quality of the casting,and plays a guiding role in the production of the suspension beam.Key words:casting process design,casting process simulation,machine tool suspension beam,casting process optimization传统砂型铸造因其过程为闭箱浇注,难以直接观察,常采用“试浇法”检验工艺合理性,导致生产周期长、成本较高[1]。
铝合金论文:铝合金拐臂箱体铸造工艺数值模拟【中文摘要】铝合金拐臂箱体是高压断路器内零件之一,由于其在高压环境下工作,技术要求严格,所以成型后的铸件不能有任何缩孔缩松等缺陷。
在生产制造中由于拐臂箱体底部法兰盘较厚,与侧壁相接处容易出现缺陷。
通过运用了数值模拟技术对零件进行预模拟分析则可以提前判断缺陷的情况,使工艺改进得以快速准确的完成。
以SF6断路器ZL101A拐臂箱体的金属型铸造为具体研究对象,在对其技术要求深入了解的情况下进行了拐臂箱体结构分析并制定出两套铸造工艺方案,分别为法兰盘朝上浇注和法兰盘朝下浇注。
根据拐臂箱体可能在法兰盘底部、拐臂箱体顶部产生的铸造缺陷研究并探讨了在铸造缺陷处下内部冷铁的可能性和内部冷铁对铸件界面结合产生的影响。
在内部冷铁试验中选择了两种浇注方法,压边和底注。
在压边方案中首先运用ProCAST对铸件和内部冷铁界面状况进行了模拟分析,并通过铝合金浇注实验进行了验证。
通过分析表明:在砂型铸造中,Φ50的铝合金铸件和Φ8的内部冷铁完全发生了冶金结合;在金属型铸造中,Φ50的铝合金铸件和Φ4的内部冷铁完全发生了冶金结合。
底注方案中在铝铸件里加入不等径的内部冷铁,通过ProCAST软件模拟这些不等径内部冷铁对铝铸件的影响,分析表...【英文摘要】Al alloy curved arm box is one of the parts of high voltage circuit breaker.Because of its working in high pressure environment and stringent technical requirements,thecasting can not have any defects shrinkage after forming. Al alloy curved arm box is thick in the bottom of the flange in the manufacturing and it will be defected. The numerical simulation by using pre-simulation analysis of the parts can be defect early to judge the situation, so that the process improvement can be completed quickly and ac...【关键词】铝合金铸造工艺内部冷铁数值模拟 ProCAST【英文关键词】Aluminum alloy Casting process Inside cold iron Numerical simulation ProCAST【目录】铝合金拐臂箱体铸造工艺数值模拟摘要4-5Abstract5-6第一章绪论10-21 1.1 铸造发展概述10-14 1.1.1 铸铁合金11-12 1.1.2 铸钢合金12 1.1.3 铸造铝合金12-14 1.2 复合铸造技术发展与应用14-16 1.3 铸造数值模拟技术发展16-19 1.3.1 铸造数值模拟技术的介绍16-17 1.3.2 国外铸造数值模拟技术的发展概况17-18 1.3.3 国内铸造数值模拟技术的发展概况18 1.3.4 铸造数值模拟的主要软件18-19 1.4 本文主要研究内容及要解决的问题19-21第二章铸造数值模拟理论基础及ProCAST软件21-33 2.1 数值模拟计算过程与方法21-22 2.1.1 数值计算过程21 2.1.2 数值计算方法21-22 2.2 数值模拟理论22-26 2.2.1 充型数值模拟理论22-24 2.2.2 凝固数值模拟理论24-26 2.3 铸件缩孔缩松缺陷的预测26-28 2.4 ProCAST软件28-31 2.4.1 ProCAST模块28-29 2.4.2 ProCAST与Pro/E接口29-30 2.4.3 ProCAST的参数化30-31 2.4.4 ProCAST的运算和模拟分析能力31 2.5 本章小结31-33第三章铝合金拐臂箱体金属型铸造工艺设计33-47 3.1 拐臂箱体的结构分析33-34 3.2 拐臂箱体的缺陷分析及防治34-38 3.2.1 缩孔缩松缺陷及防治34-37 3.2.2 气孔缺陷及防治37-38 3.3 拐臂箱体工艺设计38-41 3.4 铸造工艺参数选择41-42 3.5 浇注系统设计42-44 3.6 冒口的设置44-45 3.7 砂芯的设计45-46 3.8 本章小结46-47第四章铝合金复合铸造模拟47-78 4.1 包覆铸造47-49 4.1.1 包覆铸造工艺流程47-48 4.1.2 包覆铸造理论计算48-49 4.2 接口存在形式和结构及影响因子49-50 4.2.1 界面形成过程49-50 4.2.2 界面结构50 4.2.3 界面结合影响因子50 4.3 压边方案模拟过程与分析50-64 4.3.1 计算机模拟及参数设定51-53 4.3.2 数值模拟结果分析53-62 4.3.3 压边实验方法与验证62-64 4.4 底注方案模拟过程与分析64-77 4.4.1 铸造工艺参数设置64 4.4.2 模拟参数设定64-65 4.4.3 数值模拟结果分析65-77 4.5 本章小结77-78第五章铝合金拐臂箱体模拟过程78-84 5.1 拐臂箱体网格划分78-79 5.1.1拐臂箱体实体造型及其面网格处理78 5.1.2 ProCAST体网格划分78-79 5.2 拐臂箱体铸造模拟参数设置79-82 5.2.1 几何体导入及设置79-80 5.2.2 材料赋值80 5.2.3 界面赋值80-82 5.2.4 边界条件及过程条件设定82 5.2.5 初始条件设定82 5.3 本章小结82-84第六章铝合金拐臂箱体金属型铸造模拟结果及分析84-103 6.1 拐臂箱体金属型法兰盘朝上浇注模拟结果及分析84-89 6.1.1 充型过程模拟分析84-85 6.1.2 凝固过程模拟分析85-87 6.1.3 缩孔缩松模拟分析87-89 6.2 拐臂箱体金属型法兰盘朝下浇注模拟结果及分析89-102 6.2.1 充型过程模拟分析89-93 6.2.2 凝固过程模拟分析93-96 6.2.3 缩孔缩松模拟分析96-98 6.2.4 内部冷铁铸造工艺改进98-102 6.3 本章小结102-103第七章结论103-104参考文献104-109致谢109。