无铅炉温—回流焊曲线讲解
- 格式:ppt
- 大小:458.00 KB
- 文档页数:64
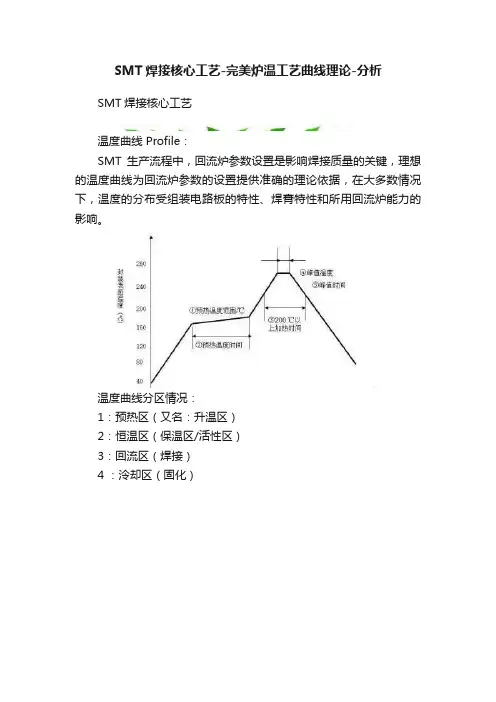
SMT焊接核心工艺-完美炉温工艺曲线理论-分析SMT焊接核心工艺温度曲线 Profile:SMT生产流程中,回流炉参数设置是影响焊接质量的关键,理想的温度曲线为回流炉参数的设置提供准确的理论依据,在大多数情况下,温度的分布受组装电路板的特性、焊膏特性和所用回流炉能力的影响。
温度曲线分区情况:1:预热区(又名:升温区)2:恒温区(保温区/活性区)3:回流区(焊接)4 :泠却区(固化)对于smt无铅回流焊来说温度曲线的调整是个技术复杂难题,这个温度曲线一般的锡膏厂家在都会提供一个参考的曲线,由于smt回流焊千差万别导致很难达到他们参考炉温曲线的焊接效果,不光要知道回流焊炉温曲线该怎么调节还要知道锡膏和回流焊炉的作用原理。
下一节我們一起探討讲解一下smt无铅回流焊温度曲线。
典型:无铅炉温曲线(熱風迴焊爐温度曲线图)SMT焊接核心工艺温度曲线理论:曲线分成4个区域,首先得到PCB在通过回流焊时某一个区域所经历的时间。
这里我们阐明另一个概念“斜率①”。
用PCB通过回流焊某个区域的时间除以这个时间段内温度变化的绝对值,得到的值即为“斜率”。
引入斜率的概念是为了表示PCB受热后升降温的速率,是温度曲线中最重要的工艺参数之一。
PCB上所有电子元器件通过加热一次性完成焊接,SMT品质绝对是为获得优良的焊接质量。
对于一款新产品、新炉子、新锡膏,如何快速设定回流焊温度曲线?需要我们对温度曲线的概念和锡膏焊接原理有基本的认识。
本文以最常用的无铅锡膏Sn96.5Ag3.0Cu0.5锡银铜合金为例,介绍理想的回流焊温度曲线设定方案和分析其原理。
如图一:图一 SAC305无铅锡膏温度曲线图图中黄、橙、绿、紫、蓝和黑6条曲线即为温度曲线。
构成曲线的每一个点代表了对应PCB上测温点在过炉时相应时间测得的温度。
随着时间连续的记录即时温度,把这些点连接起来,就得到了连续变化的曲线。
可以看做PCB上测试点的温度在炉子内随着时间变化过程。
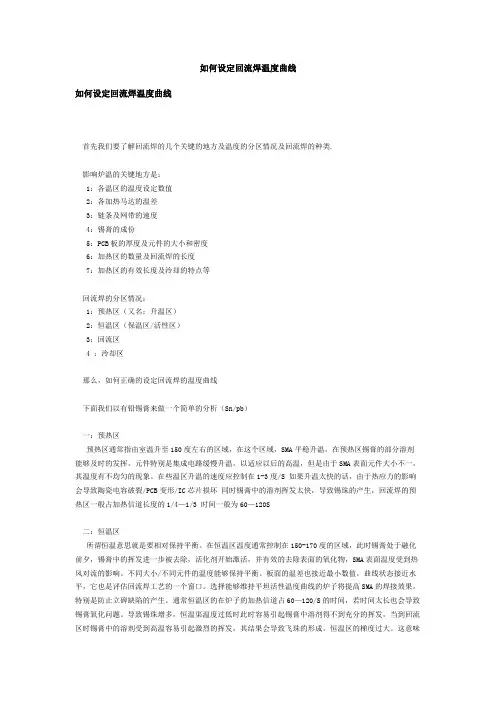
如何设定回流焊温度曲线如何设定回流焊温度曲线首先我们要了解回流焊的几个关键的地方及温度的分区情况及回流焊的种类.影响炉温的关键地方是:1:各温区的温度设定数值2:各加热马达的温差3:链条及网带的速度4:锡膏的成份5:PCB板的厚度及元件的大小和密度6:加热区的数量及回流焊的长度7:加热区的有效长度及泠却的特点等回流焊的分区情况:1:预热区(又名:升温区)2:恒温区(保温区/活性区)3:回流区4 :泠却区那么,如何正确的设定回流焊的温度曲线下面我们以有铅锡膏来做一个简单的分析(Sn/pb)一:预热区预热区通常指由室温升至150度左右的区域,在这个区域,SMA平稳升温,在预热区锡膏的部分溶剂能够及时的发挥。
元件特别是集成电路缓慢升温。
以适应以后的高温,但是由于SMA表面元件大小不一。
其温度有不均匀的现象。
在些温区升温的速度应控制在1-3度/S 如果升温太快的话,由于热应力的影响会导致陶瓷电容破裂/PCB变形/IC芯片损坏同时锡膏中的溶剂挥发太快,导致锡珠的产生,回流焊的预热区一般占加热信道长度的1/4—1/3 时间一般为60—120S二:恒温区所谓恒温意思就是要相对保持平衡。
在恒温区温度通常控制在150-170度的区域,此时锡膏处于融化前夕,锡膏中的挥发进一步被去除,活化剂开始激活,并有效的去除表面的氧化物,SMA表面温度受到热风对流的影响。
不同大小/不同元件的温度能够保持平衡。
板面的温差也接近最小数值,曲线状态接近水平,它也是评估回流焊工艺的一个窗口。
选择能够维持平坦活性温度曲线的炉子将提高SMA的焊接效果。
特别是防止立碑缺陷的产生。
通常恒温区的在炉子的加热信道占60—120/S的时间,若时间太长也会导致锡膏氧化问题。
导致锡珠增多,恒温渠温度过低时此时容易引起锡膏中溶剂得不到充分的挥发,当到回流区时锡膏中的溶剂受到高温容易引起激烈的挥发,其结果会导致飞珠的形成。
恒温区的梯度过大。
这意味着PCB的板面温度差过大,特别是靠近大元件四周的电阻/电容及电感两端受热不平衡,锡膏融化时有一个延迟故引起立碑缺陷。

无铅锡膏回流焊温度曲线与焊接原理针对目前应用广泛的无铅锡膏,本文探讨无铅锡膏回流焊温度曲线的工艺要求及设置方法,并简明阐述锡膏回流焊的基本原理。
回流焊是SMT表面组装的核心工艺。
SMT生产中的电路设计、锡膏印刷、元器件装配,最终都是为了焊接成PCB成品。
所有的不良都将在回流焊之后表现出来。
而SMT 生产中的大部分工艺控制都是为了得到高直通率的品质结果,若回流焊温度曲线没有设置好,前段的所有品质管控都失去了意义。
所以,正确设置回流焊温度,实现温度曲线的最优化,是所有SMT产线工艺控制中的重中之重。
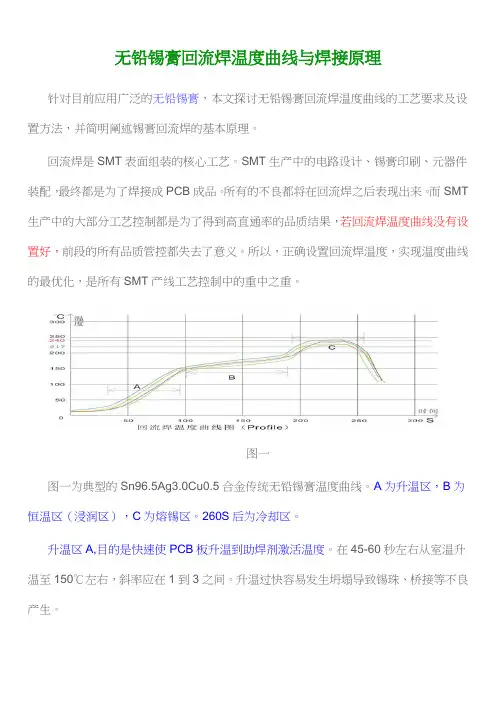
图一图一为典型的Sn96.5Ag3.0Cu0.5合金传统无铅锡膏温度曲线。
A为升温区,B为恒温区(浸润区),C为熔锡区。
260S后为冷却区。
升温区A,目的是快速使PCB板升温到助焊剂激活温度。
在45-60秒左右从室温升温至150℃左右,斜率应在1到3之间。
升温过快容易发生坍塌导致锡珠、桥接等不良产生。
恒温区B,从150℃至190℃平缓升温,时间以具体的产品要求为依据,控制在60到120秒左右,充分发挥助焊溶剂的活性,去除焊接面氧化物。
时间过长,则易出现活化过度,影响焊接品质。
在此阶段中,助焊溶剂中的活性剂开始起作用,松香树脂开始软化流动,活性剂随松香树脂在PCB焊盘和零件焊接端面扩散和浸润,并与焊盘和零件焊接面表面氧化物反应,清洁被焊接表面并去除杂质。
同时松香树脂快速膨胀在焊接表面外层形成保护膜与隔绝与外界气体接触,保护焊接面不再发生氧化。
设置充足的恒温时间,目的是让PCB焊盘与零件再回流焊接前达到一致的温度,减少温差,因为PCB 上面贴装的不同零件吸热能力有很大的区别。
防止回焊时的温度不均衡造成品质问题,如立碑、虚焊等不良。
恒温区升温太快,锡膏中助焊剂就会迅速膨胀挥发,产生气孔、炸锡、锡珠等各种品质问题。
而恒温时间过长,则会使助焊溶剂过度挥发,在回流焊接时失去活性和保护功能,造成虚焊、焊点残留物发黑、焊点不光亮等等一系列不良后果。

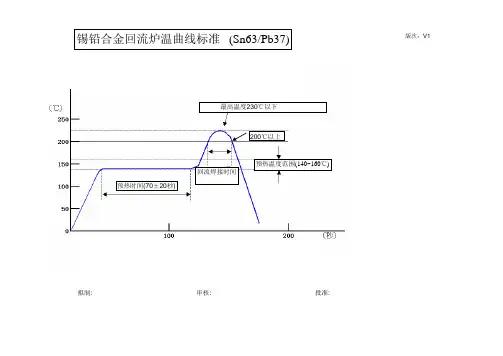
版次:V1拟制:审核:批准:锡铅合金回流炉温曲线标准(Sn63/Pb37)最高温度230℃以下预热时间(70±20秒)预热温度范围(140~160℃)回流焊接时间200℃以上版次:V3胶水固化炉温曲线标准90-150秒适用红胶规格:1、LOCTITE 3482、SOMAR IR-130拟制:审核:批准:版次:V2拟制:审核:批准:无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)①热容量小的部品(上限) ②热容量大的部品(下限)回流预热冷却T =10℃之内(秒)版次:V2拟制:审核:批准:35±10Sec 是表示从进板到开始预热的时最高温度230℃以下35±10秒预热温度范围(130~150℃)200℃以上15013020023090±30秒25秒以下30±1010040秒以下无铅回流焊炉温曲线标准(Sn-8Zn-3Bi)特别要求:最大热容量部品与最小热容量部品最高温度的温差控制在10℃之内90±30Sec是表示预热从130°到达150°的时间25Sec以下是表示从150°到达200°的时间30±10Sec是表示保持200°的时40Sec以下是表示冷却从200°降至100°的时间版次:V1T=10℃之内250235MP4/I-REC无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)拟制:审核:批准:①热容量小的部品(上限) ②热容量大的部品(下限)(秒)。
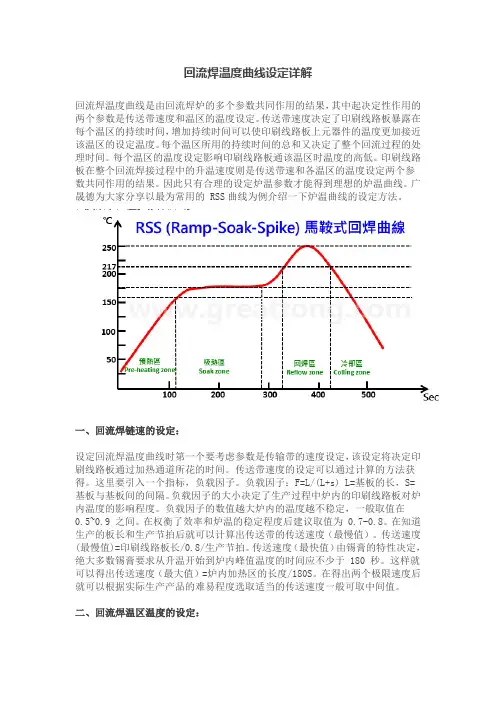
回流焊温度曲线设定详解回流焊温度曲线是由回流焊炉的多个参数共同作用的结果,其中起决定性作用的两个参数是传送带速度和温区的温度设定。
传送带速度决定了印刷线路板暴露在每个温区的持续时间,增加持续时间可以使印刷线路板上元器件的温度更加接近该温区的设定温度。
每个温区所用的持续时间的总和又决定了整个回流过程的处理时间。
每个温区的温度设定影响印刷线路板通该温区时温度的高低。
印刷线路板在整个回流焊接过程中的升温速度则是传送带速和各温区的温度设定两个参数共同作用的结果。
因此只有合理的设定炉温参数才能得到理想的炉温曲线。
广晟德为大家分享以最为常用的 RSS曲线为例介绍一下炉温曲线的设定方法。
一、回流焊链速的设定:设定回流焊温度曲线时第一个要考虑参数是传输带的速度设定,该设定将决定印刷线路板通过加热通道所花的时间。
传送带速度的设定可以通过计算的方法获得。
这里要引入一个指标,负载因子。
负载因子:F=L/(L+s) L=基板的长,S=基板与基板间的间隔。
负载因子的大小决定了生产过程中炉内的印刷线路板对炉内温度的影响程度。
负载因子的数值越大炉内的温度越不稳定,一般取值在0.5~0.9 之间。
在权衡了效率和炉温的稳定程度后建议取值为 0.7-0.8。
在知道生产的板长和生产节拍后就可以计算出传送带的传送速度(最慢值)。
传送速度(最慢值)=印刷线路板长/0.8/生产节拍。
传送速度(最快值)由锡膏的特性决定,绝大多数锡膏要求从升温开始到炉内峰值温度的时间应不少于 180 秒。
这样就可以得出传送速度(最大值)=炉内加热区的长度/180S。
在得出两个极限速度后就可以根据实际生产产品的难易程度选取适当的传送速度一般可取中间值。
二、回流焊温区温度的设定:一个完整的 RSS 炉温曲线包括四个温区分别为:回流焊预热区:其目的是将印刷线路板的温度从室温提升到锡膏内助焊剂发挥作用所需的活性温度135℃,温区的加热速率应控制在每秒 1~3℃,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹。
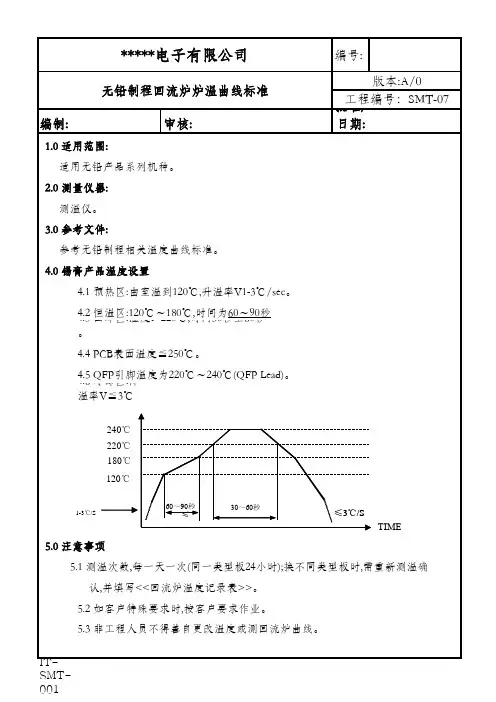
如何设定出合格的炉温工艺曲线什么是回流焊:回流焊是英文Reflow 是经过从头消融早先分派到印制板焊盘上的膏装软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连结的软钎焊。
回流焊是将元器件焊接到PCB板材上,回流焊是特意针对SMD表面贴装器件的。
回流焊是靠热气流对焊点的作用, 胶状的焊剂在必定的高温气流下进行物理反响达到SMD的焊接;之因此叫" 回流焊 " 是因为气体在焊机内循环往返流动产生高温达到焊接目的。
(回流焊温度曲线图)“产质量量是生产出来的,不是查验出来,只有在生产过程中的每个环节,严格依据生产工艺和作业指导书要求进行,才能保证产品的质量。
電子廠 SmT 贴片焊接车间在SmT 生产流程中,回流炉参数设置的利害是影响焊接质量的重点,经过温度曲线,能够为回流炉参数的设置供给正确的理论依据,在大多半状况下,温度的散布受组装电路板的特征、焊膏特征和所用回流炉能力的影响。
怎样正确的设定回流焊温度曲线:第一我们要认识回流焊的几个重点的地方及温度的分区状况及回流焊的种类.影响炉温的重点地方是:1:各温区的温度设定数值2:各加热马达的温差3:链条及网带的速度4:锡膏的成份5: PCB 板的厚度及元件的大小和密度6:加热区的数目及回流焊的长度7:加热区的有效长度及泠却的特色等回流焊的分区状况:1:预热区(别名:升温区)2:恒温区(保温区/活性区)3:回流区4:泠却区回流焊焊接影响工艺的要素 :1.往常 PLCC、 QFP与一个分立片状元件对比热容量要大,焊接大面积元件就比小元件更困难些。
2.在回流焊炉中传递带在周而复使传递产品进行回流焊的同时,也成为一个散热系统,别的在加热部分的边沿与中心散热条件不同,边沿一般温度偏低,炉内除各温区温度要求不同外,同一载面的温度也差别。
3.产品装载量不同的影响。
回流焊的温度曲线的调整要考虑在空载,负载及不同负载因子状况下能获取优秀的重复性。
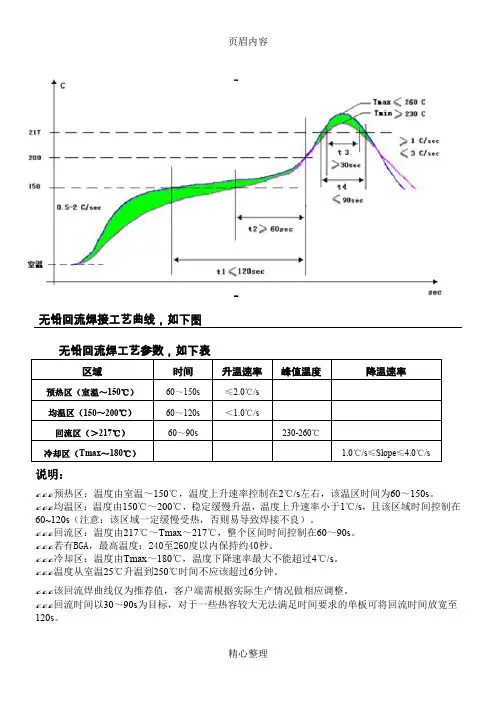
无铅锡膏回焊温度曲线图[Sn42/Bi58]以下是我们建议的热风回流焊工艺所采用的温度曲线,可以用作回焊炉温度设定之参考。
该温度曲线可有效减少锡膏的垂流性以及锡球的发生,对绝大多数的产品和工艺条件均适用。
温度 (0℃) 时间(sec)A. 预热区(加热通道的25~33%)在预热区,焊膏内的部分挥发性溶剂被蒸发,并降低对元器件之热冲击:*要求:升温速率为1.0~3.0℃/秒;*若升温速度太快,则可能会引起锡膏的流移性及成份恶化,造成锡球及桥连等现象。
同时会使被焊件承受过大的热应力而受损。
B. 浸濡区(加热通道的28~45%)在该区助焊开始活跃,化学清洗行动开始,并使被焊件在到达回焊区前各部温度均匀。
*要求:温度:110~130℃时间:2.5~3.5 分钟升温速度:<2℃/秒C. 回焊区锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。
* 要求:最高温度:160~180℃时间:138℃以上1.5~2.0 分钟(Important)。
* 若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、被焊件受损等。
* 若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品质的焊点,具有较大热容量的被焊件的焊点甚至会形成虚焊。
D. 冷却区离开回焊区后,被焊件进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速率增加而增加。
* 要求:降温速率<4℃冷却终止温度最好不高于55℃* 若冷却速率太快,则可能会因承受过大的热应力而造成被焊件受损,焊点有裂纹等不良现象。
* 若冷却速率太慢,则可能会形成较大的晶粒结构,影响焊点光亮度,且使焊点强度变差或元件移位。
注:¾上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)¾上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最佳曲线的基础。
实际温度设定需结合被焊件性质、元器件分布状况及特点、设备工艺条件等因素综合考虑,事前不妨多做试验,以确保曲线的最佳化。