回流焊曲线讲解 FLASH
- 格式:ppt
- 大小:3.29 MB
- 文档页数:30
回流焊炉温度曲线怎么看,它使用时的注意事项有哪些在使用回流焊机时,关键技术参数就是回流焊炉的温度曲线值,回流焊炉的温度曲线调好了,才能焊接出合格的电子产品。
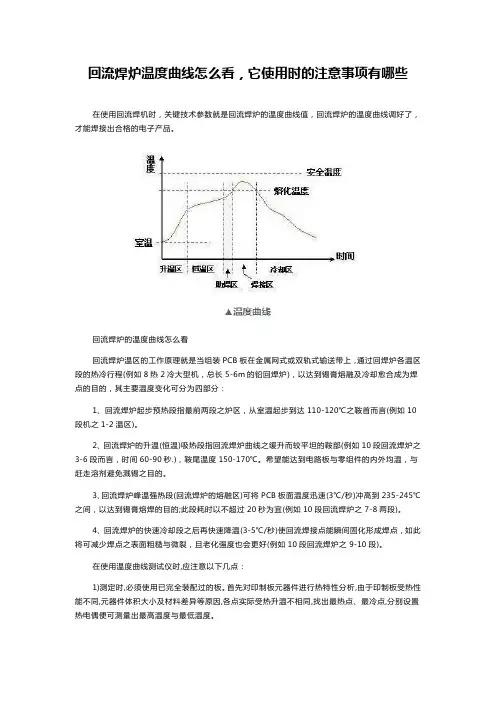
回流焊炉的温度曲线怎么看回流焊炉温区的工作原理就是当组装PCB板在金属网式或双轨式输送带上,通过回焊炉各温区段的热冷行程(例如8热2冷大型机,总长5-6m的铅回焊炉),以达到锡膏熔融及冷却愈合成为焊点的目的,其主要温度变化可分为四部分:1、回流焊炉起步预热段指最前两段之炉区,从室温起步到达110-120℃之鞍首而言(例如10段机之1-2温区)。
2、回流焊炉的升温(恒温)吸热段指回流焊炉曲线之缓升而较平坦的鞍部(例如10段回流焊炉之3-6段而言,时间60-90秒.),鞍尾温度150-170℃。
希望能达到电路板与零组件的内外均温,与赶走溶剂避免溅锡之目的。
3、回流焊炉峰温强热段(回流焊炉的熔融区)可将PCB板面温度迅速(3℃/秒)冲高到235-245℃之间,以达到锡膏熔焊的目的;此段耗时以不超过20秒为宜(例如10段回流焊炉之7-8两段)。
4、回流焊炉的快速冷却段之后再快速降温(3-5℃/秒)使回流焊接点能瞬间固化形成焊点,如此将可减少焊点之表面粗糙与微裂,且老化强度也会更好(例如10段回流焊炉之9-10段)。
在使用温度曲线测试仪时,应注意以下几点:1)测定时,必须使用已完全装配过的板。
首先对印制板元器件进行热特性分析,由于印制板受热性能不同,元器件体积大小及材料差异等原因,各点实际受热升温不相同,找出最热点、最冷点,分别设置热电偶便可测量出最高温度与最低温度。
2)尽可能多设置热电偶测试点,以求全面反映印制板各部分真实受热状态。
例如印制板中心与边缘受热程度不一样,大体积元件与小型元件热容量不同及热敏感元件都必须设置测试点。
3)热电偶探头外形微小,必须用指定高温焊料或胶粘剂固定在测试位置,否则受热松动,偏离预定测试点,引起测试误差。
其实,回流焊炉温曲线以及使用温度曲线测试仪时,目前市场上的回流焊大、中、小型号的都有,简易的有三温区的到八温区的,大型的有六温区到十六温区的。

回流焊PCB温度曲线讲解回流焊是一种常用的电子组装工艺,用于将电子元件焊接到印刷电路板(PCB)上。
在回流焊过程中,PCB需要经历一系列的温度变化,以确保焊点可靠连接。
下面将讲解回流焊温度曲线的各个阶段及其作用。
1. 预热阶段(Preheat Stage):回流焊过程开始时,PCB需要从室温逐渐升温至预定温度。
预热阶段的作用是除去PCB上的水分和挥发性有机物,以避免在焊接过程中产生气泡和蒸汽。
通常,预热温度为100°C至150°C,持续时间为1至2分钟。
2. 热液相预热阶段(Thermal Soak Stage):在预热阶段后,PCB会继续加热至更高的温度,通常为150°C至200°C。
这一阶段的目的是让整个PCB均匀达到焊接温度,以减少焊接过程中的热应力。
热液相预热阶段的持续时间通常为1至4分钟。
3. 焊接阶段(Reflow Stage):当PCB达到焊接温度时,焊膏开始熔化,将电子元件与PCB焊接在一起。
焊接温度通常为220°C至245°C,具体取决于焊膏的特性。
焊接阶段的持续时间通常为1至3分钟。
4. 冷却阶段(Cooling Stage):焊接完成后,PCB需要冷却到室温,以确保焊点的稳定性。
冷却阶段通常使用强制风冷却或自然冷却。
冷却时间因焊接设备和PCB的尺寸而异,一般为1至5分钟。
回流焊温度曲线中的每个阶段都有其特定的温度和时间要求,这是为了保证焊接质量和工艺稳定性。
通过控制这些参数,焊接过程中的温度变化可以最小化,从而减少因热应力引起的PCB变形和元件损坏的风险。
总结来说,回流焊温度曲线包括预热阶段、热液相预热阶段、焊接阶段和冷却阶段。
每个阶段都有其特定的温度和时间要求,以确保焊接质量和PCB的稳定性。
通过合理控制回流焊温度曲线,可以提高焊接过程的可靠性和稳定性,从而保证电子产品的性能和可靠性。
回流焊是一种广泛应用于电子制造业的关键工艺,它能够将电子元件精准地焊接到印刷电路板(PCB)上。
爱迅通信工程部培训专用爱迅工程部2019.2.13目录爱迅通信工程部培训专用 回流焊工艺回流焊结构与原理SMT回流焊接流程回流焊曲线曲线说明曲线测试问题与对策清理与维护结束1回流焊工艺爱迅通信工程部培训专用 电子制造业中SMT回流炉焊接是最终实现SMT工艺的工序。
是PCBA电子線路板组装作业中的重要工序,如果没有很好的掌握它,不但会出现许多“临时故障”还会直接影响焊点的寿命回流焊是英文Reflow,是通过重新熔化预先印刷到PCB焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接。
回流焊是将元器件焊接到PCB板材上,是针对SMD(表面贴装器件)的焊接。
回流焊是靠热气流对焊点的作用,之所以叫"回流焊"是因为气体在焊机内循环流动产生高温达到焊接目的。
回流焊结构与原理①爱迅通信工程部培训专用 我们要了解影响热能从回流炉加热器向电路板传递的主要因素。
在通常情况下,如图所示,回流焊炉的风扇推动气体(空气或氮气)经过加热线圈,气体被加热后,通过孔板内的一系列孔口传递到产品上。
回流焊结构与原理②爱迅通信工程部培训专用 SMT回流焊炉温区的工作原理就是当组装PCB板在金属网式或双轨式输送带上,通过回焊炉各温区段的热冷行程,以达到锡膏熔融及冷却结合成为焊点的目的。
1:预热区(又名:升温区)2:恒温区(保温区/活性区)3:回流区4:冷却区回流焊结构与原理③爱迅通信工程部培训专用 当PCB进入升温区时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件引脚与氧气隔离。
PCB进入保温区时,使PCB和元器件得到充分的预热,以防PCB突然进入焊接高温区而损坏PCB和元器件。
当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、元器件端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点。
PCB进入冷却区,使焊点凝固此;时完成了回流焊。
锡膏工艺设定与优化回流焊温度曲线详解锡膏工艺正确设定与优化回流焊温度曲线回流焊温度曲线与制程的匹配是炉后高直通率的保障回流焊是SMT 工艺的核心技术,PCB 上全部的电子元器件通过整体加热一次性焊接完成,电子厂SMT 生产线的质量掌握占确定重量的工作最终都是为了获得优良的焊接质量。
设定好温度曲线,就管好了炉子,这是全部PE 都知道的事。
很多文献与资料都提到回流焊温度曲线的设置。
对于一款产品、炉子、锡膏,如何快速设定回流焊温度曲线?这需要我们对温度曲线的概念和锡膏焊接原理有根本的生疏。
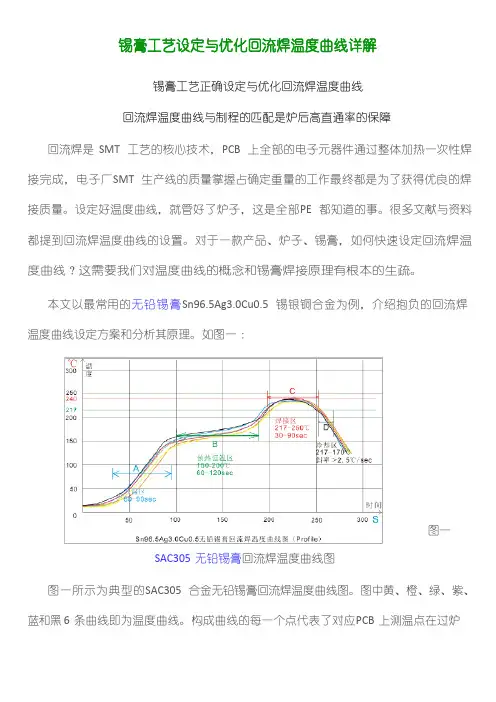
本文以最常用的无铅锡膏Sn96.5Ag3.0Cu0.5 锡银铜合金为例,介绍抱负的回流焊温度曲线设定方案和分析其原理。
如图一:图一SAC305 无铅锡膏回流焊温度曲线图图一所示为典型的SAC305 合金无铅锡膏回流焊温度曲线图。
图中黄、橙、绿、紫、蓝和黑6 条曲线即为温度曲线。
构成曲线的每一个点代表了对应PCB 上测温点在过炉时相应时间测得的温度。
随着时间连续的记录即时温度,把这些点连接起来,就得到了连续变化的曲线。
也可以看做PCB 上测试点的温度在炉子内随着时间变化的过程。
那么,我们把这个曲线分成4 个区域,就得到了PCB 在通过回流焊时某一个区域所经受的时间。
在这里,我们还要说明另一个概念“斜率①”。
用PCB 通过回流焊某个区域的时间除以这个时间段内温度变化确实定值,所得到的值即为“斜率”。
引入斜率的概念是为了表示PCB 受热后升温的速率,它是温度曲线中重要的工艺参数。
图中A、B、C、D 四个区段,分别为定义为A:升温区,B:预热恒温区〔保温区或活化区〕,C:回流焊接区〔焊接区或Reflow 区〕,D:冷却区。
连续深入解析个区段的设置与意义:一.升温区APCB 进入回流焊链条或网带,从室温开头受热到150℃的区域叫做升温区。
升温区的时间设置在60-90 秒,斜率掌握在2-4 之间。
此区域内PCB 板上的元器件温度相对较快的线性上升,锡膏中的低沸点溶剂开头局部挥发。
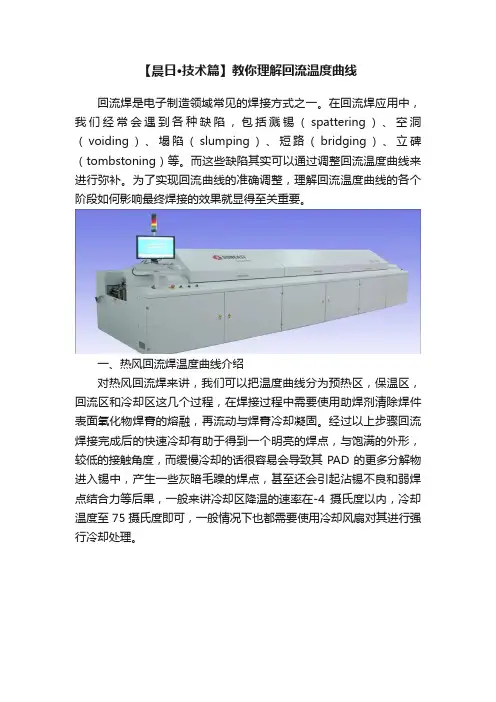
【晨日•技术篇】教你理解回流温度曲线回流焊是电子制造领域常见的焊接方式之一。
在回流焊应用中,我们经常会遇到各种缺陷,包括溅锡(spattering)、空洞(voiding)、塌陷(slumping)、短路(bridging)、立碑(tombstoning)等。
而这些缺陷其实可以通过调整回流温度曲线来进行弥补。
为了实现回流曲线的准确调整,理解回流温度曲线的各个阶段如何影响最终焊接的效果就显得至关重要。
一、热风回流焊温度曲线介绍对热风回流焊来讲,我们可以把温度曲线分为预热区,保温区,回流区和冷却区这几个过程,在焊接过程中需要使用助焊剂清除焊件表面氧化物焊膏的熔融,再流动与焊膏冷却凝固。
经过以上步骤回流焊接完成后的快速冷却有助于得到一个明亮的焊点,与饱满的外形,较低的接触角度,而缓慢冷却的话很容易会导致其PAD的更多分解物进入锡中,产生一些灰暗毛躁的焊点,甚至还会引起沾锡不良和弱焊点结合力等后果,一般来讲冷却区降温的速率在-4摄氏度以内,冷却温度至75摄氏度即可,一般情况下也都需要使用冷却风扇对其进行强行冷却处理。
理想炉温曲线二、热风回流焊温度曲线设置方法首先我们要了解回流焊的几个关键的地方及温度的分区情况及回流焊的种类:A、影响炉温的关键地方是:1.各温区的温度设定数值2.各加热马达的温差3.链条及网带的速度4.锡膏的成份5.PCB板的厚度及元件的大小和密度6.加热区的数量及回流焊的长度7.加热区的有效长度及泠却的特点等B、根据什么设置回流焊机温度曲线1、根据使用焊锡膏的温度曲线进行设置。
不同金属含量的焊锡膏有不同的温度曲线,应按照焊锡膏生产厂商提供的温度曲线进行设置具体产品的回流焊温度曲线;2、根据PCB的材料、厚度、是否多层板、尺寸大小等;3、根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
4、根据设备的具体情况,例如:加热区的长度、加热源的材料、回(再)流焊炉的构造和热传导方式等因素进行设置。

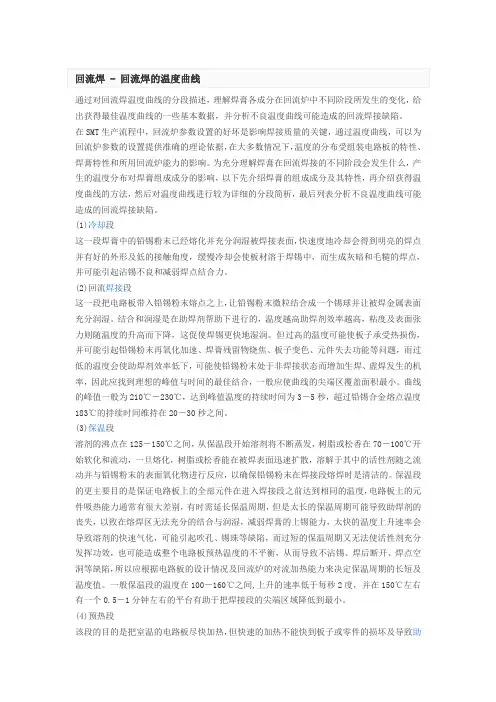
通过对回流焊温度曲线的分段描述,理解焊膏各成分在回流炉中不同阶段所发生的变化,给出获得最佳温度曲线的一些基本数据,并分析不良温度曲线可能造成的回流焊接缺陷。
在SMT生产流程中,回流炉参数设置的好坏是影响焊接质量的关键,通过温度曲线,可以为回流炉参数的设置提供准确的理论依据,在大多数情况下,温度的分布受组装电路板的特性、焊膏特性和所用回流炉能力的影响。
为充分理解焊膏在回流焊接的不同阶段会发生什么,产生的温度分布对焊膏组成成分的影响,以下先介绍焊膏的组成成分及其特性,再介绍获得温度曲线的方法,然后对温度曲线进行较为详细的分段简析,最后列表分析不良温度曲线可能造成的回流焊接缺陷。
(1)冷却段这一段焊膏中的铅锡粉末已经熔化并充分润湿被焊接表面,快速度地冷却会得到明亮的焊点并有好的外形及低的接触角度,缓慢冷却会使板材溶于焊锡中,而生成灰暗和毛糙的焊点,并可能引起沾锡不良和减弱焊点结合力。
(2)回流焊接段这一段把电路板带入铅锡粉末熔点之上,让铅锡粉末微粒结合成一个锡球并让被焊金属表面充分润湿。
结合和润湿是在助焊剂帮助下进行的,温度越高助焊剂效率越高,粘度及表面张力则随温度的升高而下降,这促使焊锡更快地湿润。
但过高的温度可能使板子承受热损伤,并可能引起铅锡粉末再氧化加速、焊膏残留物烧焦、板子变色、元件失去功能等问题,而过低的温度会使助焊剂效率低下,可能使铅锡粉末处于非焊接状态而增加生焊、虚焊发生的机率,因此应找到理想的峰值与时间的最佳结合,一般应使曲线的尖端区覆盖面积最小。
曲线的峰值一般为210℃-230℃,达到峰值温度的持续时间为3-5秒,超过铅锡合金熔点温度183℃的持续时间维持在20-30秒之间。
(3)保温段溶剂的沸点在125-150℃之间,从保温段开始溶剂将不断蒸发,树脂或松香在70-100℃开始软化和流动,一旦熔化,树脂或松香能在被焊表面迅速扩散,溶解于其中的活性剂随之流动并与铅锡粉末的表面氧化物进行反应,以确保铅锡粉末在焊接段熔焊时是清洁的。
