高强度灰铸铁_HT300_研究
- 格式:pdf
- 大小:74.27 KB
- 文档页数:1
高强度灰铸铁(HT300)研究作者:袁执一来源:《现代商贸工业》2010年第13期摘要:虽然人类掌握灰铸铁的熔炼技术已有好几千年的历史,但是在如何提高其强度和力学性能方面,我们仍然有很多工作要做。
在探寻企业在有效控制产品成本的前提下,稳定高效的生产高强度、高使用性能的灰铸铁的方法,提高产品的市场适应力,增强企业的市场竞争力。
关键词:高强度灰铸铁;铸造;熔炼工艺中图分类号:TB文献标识码:A文章编号:1672-3198(2010)13-0369-010 前言随着公司市场开发拓展,越来越多的高技术质量要求的铸造产品纳入公司的生产序列。
在有效控制生产成木的前提下,如何稳定高效的获得高强度灰铸铁,满足顾客的定货要求,是我们一个研究课题,本文叙述了在电炉熔炼的条件下,高强度(HT300)灰铸铁的生产技术。
1 目标在尽量保持原有的熔炼工艺基础上,通过综合运用现有的熔炼技术,达到细化灰铸铁中的石墨,适当增加灰铸铁中珠光体含量,形成碳化物以提高灰铸铁的机械性能,使其抗拉强度达到300N/mm2,并将三角试片白口宽度控制在4mm以下,防止“白口”现象的发生,以保证产品的质量。
2 面临的问题我们厂生产的灰铸铁件主要牌号足HT200和HT250,无法生产抗拉强度达300N/mm2到合格的HT300产品。
主要原因是铸件内部珠光体含量少,石墨多数成片状,从而分割基休,在石墨尖角处且易造成应力集中,形成了许多微小裂纹,使灰铸铁的抗拉强度、塑性和韧性远低于钢,因此降低了铸件的机械性能。
3 分析影响材料性能的因数有:3.1 碳当量对材料性能的影响决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。
当碳当量(CE=C+1/3Si)较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,形成大量片状石墨。
这样的石翠会大大降低灰铸铁的强度。
在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。
当随着C、Si的量提高,会使珠光体量减少,铁素体量增加。
高强度灰铸铁飞轮壳的无冒口铸造工艺飞轮壳是发动机的一个重要基础件,对发动机起着支撑和保护的作用。
在使用过程中,飞轮壳开裂是发动机的一种常见故障,导致该故障的因素较多,材质是其中的一个重要原因。
所以,主机厂对飞轮壳的材料性能提出了更高的要求,从HT250提高到HT300,甚至HT350牌号。
为适应市场需求和竞争力,采用无冒口铸造工艺,提高产品工艺出品率,降低铸造成本。
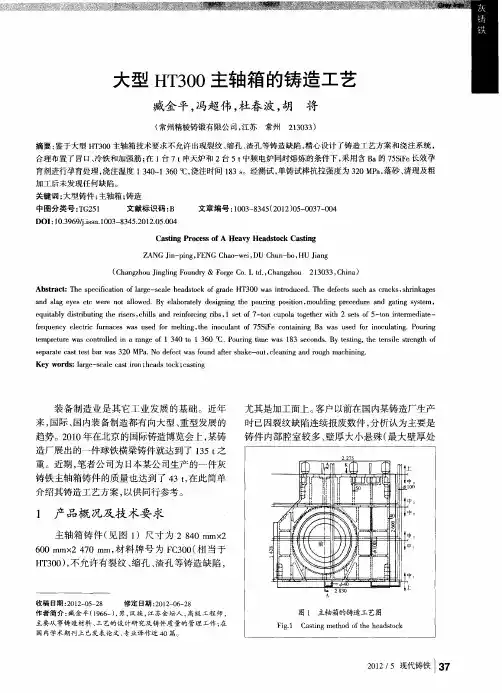
1 工艺分析1.1 铸件简介该铸件为国产重型柴油发动机上的飞轮壳,材质为HT300,重约85kg,结构比较复杂,壁厚差比较大,薄的部位为6mm,较厚的搭子和侧面厚大部位最大达45mm。
实际生产时,侧面螺孔都需要补放加工量,单边3.5~4.0mm,壁厚误差值达到42.5mm,易产生缩孔、疏松等铸造缺陷,在装机使用后,在缺陷部位出现开裂现象。
1.2 无冒口工艺分析铸件壁厚严重不均匀,图纸技术要求铸件表面无气孔、砂眼,内部无缩孔、疏松等铸造缺陷,试棒的抗拉强度不得低于HT300的国家标准。
若采用传统的浇冒口补缩的生产方法,需要补缩的部位较多且分散,造成工艺出品率低,而且在厚大部位容易出现内部缩孔、疏松等缺陷。
所以,研究试验的方向考虑采用无冒口浇注工艺。
铸铁件无冒口并不意味着铸件不需要补缩,而是利用铸件各部位不同时凝固的石墨化膨胀来抵消凝固收缩。
要满足高强度无冒口铸件的要求,应满足以下条件:(1)要有高刚度的铸型,铸型硬度达90以上;(2)在保证铸件力学性能合格的前提下,尽可能地提高碳当量,适当孕育,最大限度地增大石墨,利用石墨膨胀的体积增加量,达到自补缩的效果;(3)采用底注式多道扁平内浇道,减少铸件温差,形成均匀的温度场,有利于提高铸件的自补缩能力;(4)适当降低浇注温度,减少液态体积收缩。
根据以上的分析,结合了本公司的实际情况,采用多触头高压造型即可满足高刚度的铸型条件,其他条件可根据具体情况进行分析设计,分析得出无冒口高强度灰铸铁飞轮壳铸造是可行的。
提高HT300缸体缸盖铸件材料性能的方法逄伟(一汽铸造有限公司铸造一厂,吉林长春 130062)摘要:分析了熔炼工艺、碳硅成分、锰硫成分、合金化及孕育处理对高强度灰铸铁铁液质量的影响,认为大量使用生铁使铁液收缩倾向增大且使铸件性能降低,增碳剂的选用是全废钢熔炼的关键;在较高碳硅含量条件下生产高强度灰铸铁件,必须设法在熔炼过程中增加石墨晶核,并增硫防止石墨长成粗大片状;适当的合金化和孕育处理,可以使铁液的收缩倾向得到明显改善。
指出可以通过延迟开箱时间使铸件在砂箱中缓慢冷却以消除铸造应力,为生产优质铸件提供最后保证。
关键词:高强度灰铸铁;缸体缸盖;铁液质量;增碳剂随着载重汽车柴油机功率的加大,缸体缸盖材料的性能也在不断提高,从HT250提高到HT300,甚至HT35 0,这给生产带来了相当大的难度。
提高材料性能的一些工艺措施往往会增大铸铁的收缩倾向,产生过高的废品率。
笔者从改善工艺性能及提高材料性能两方面兼顾考虑,获得了一些经验和认识。
1 试验条件熔炼设备是一台试验室用50 kg的中频感应熔化炉,采用全废钢熔炼并添加增碳剂增碳的工艺,浇注Φ30和西Φ60试棒。
2试验结果及分析石墨是铸铁的灵魂,对灰铸铁材料的研究,关键是对石墨形态和石墨分布的研究,再进一步就是对石墨形核能力的研究,石墨的形核能力越强,石墨的数量就越多,石墨就得到细化,分布也就更均匀,由此材料的性能也就更高,切削性能也会更好。
2.1熔炼工艺对铁液质量的影响同样的化学成分,熔炼工艺不同、配料不同,铁液的冶金质量完全不同。
国外的灰铸铁件生产,在合金的使用上并不是很多,但材料的强度都很高,切削加工性能也很好;而在我国,虽然加入了大量的合金,材料的性能却达不到国外的水平,其根本原因就在于熔炼技术和工艺落后。
在国外无论是电炉熔炼还是冲天炉熔炼,都大量使用废钢,几乎不用生铁。
电炉采用的是增碳技术,冲天炉采用的是高温熔炼技术,这样就会获得非常好的渗碳效果。
综合实验论文——高碳当量高强度灰铸铁组织性能研究指导老师:王鑫铸造学生:0803041 雷小波高碳当量高强度灰铸铁组织性能研究雷小波李沙沙闫雅雪摘要:灰铸铁良好的铸造性能、良好的减振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性,在很多领域得到了很好的应用,但由于在很多情况下很难达到高的强度,使其应用受到了很大的限制,文章力求在碳当量CE≥4.0%情况下,形成石墨形态为A型或D型的灰铸铁,抗拉强度σb≥300MPa。
但实验结果表明,在这种情况下,获得符合要求的灰铸铁是很难达到的,本实验以失败告终。
关键字:高碳当量高强度灰铸铁1前言:灰铸铁良好的铸造性能、良好的减振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性。
但由于灰铸铁中的片状石墨对基体的割裂严重,在石墨尖角处易造成应力集中,使灰铸铁的抗拉强度、塑性和韧性远低于钢,但抗压强度与钢相当,也是常用铸铁件中力学性能最差的铸铁。
同时,基体组织对灰铸铁的力学性能也有一定的影响,铁素体基体灰铸铁的石墨片粗大,强度和硬度最低,故应用较少;珠光体基体灰铸铁的石墨片细小,有较高的强度和硬度,主要用来制造较重要铸件;铁素体一珠光体基体灰铸铁的石墨片较珠光体灰铸铁稍粗大,性能不如珠光体灰铸铁。
故工业上较多使用的是珠光体基体的灰铸铁。
而灰铸铁的力学性能与基体的组织和石墨的形态有非常密切关系,在六种石墨形态中,以D型石墨的性能最佳,本文在前人的研究基础上,主要通过提高碳当量,添加合金元素来改变基体组织,以及石墨形态,来实现高强度灰铸铁的要求。
2.试验方法2.1 配料依据由于在碳当量不变的条件下,适当提高硅碳比可以使初析奥氏体量增加,有加固基体的作用,同时硅的提高,使铁液的白口倾向有所降低。
在高碳当量时,冷却速度一定的情况下,随着碳量的提高,初期奥氏体枝晶得到细化。
因此选择高硅高碳,较高的硅碳Si/C=0.7。
由于D型石墨性能比较好,但其成分为亚共晶成分,又因碳当量大于4.0%,且碳当量小于4.3%,取碳当量等于4.0%。
HT300材料类别:灰铸铁材料牌号:HT300,指的是试棒直径:30mm最低抗拉强度为300MPa的灰铸铁。
材料标准:GB 9439-88为珠光体类型的灰铸铁。
其强度高,耐磨性好,但白口倾向大,铸造性能差,需进行人工时效处理。
用于机械制造中重要铸件,如床身导轨、车床、冲床及受力较大的床身、主轴箱齿轮等;还可用作高压油缸、泵体、阀体等以及镦模、冷冲模和需经表面淬火的零件。
核心成分:(供参考) 碳 C:2.71 硅 Si:1.75 锰 Mn:0.71 硫 S:0.11 磷P:0.055 铬 Cr: 镍 Ni: 铜 Cu: 钛 Ti: 钼 Mo: 钒 V: 镁 Mg: 铼 Re: 铝 Al: 钨 W: 硼 B: 锑 Sb: 铌 Nb: 氮 N: 其它:力学性能试样尺寸:试棒直径:30mm 抗拉强度σb(MPa):300 屈服强度σs(MPa): 条件屈服强度σ0.2(MPa): 伸长率δ(%): 冲击韧性值αkv(J/cm2): 蠕化率VG(%): 挠度f(mm): 布氏硬度(HBS100/3000):(RH=1时)231HB铁素体+片状石墨+珠光体热去应力退火 530~550℃, 4~6h;200℃出炉HT300应使用60#中软黑色炭化硅砂轮。
精磨时采用80#中硬黑色炭化硅砂轮。
适于制造承受高夸曲应力,要求保持高气密性的铸件,如重型机床床身、齿轮、凸轮,大型发动机曲轴j汽缸体、高压油缸、轧钢机座等。
由碳的存在形式和断口状态分类灰口铸铁:大部分或全部以游离态的石墨存在于铸铁中,断口为暗灰色。
白口铸铁:少量碳溶于F中,其余全部以Fe3C的形式存在于铸铁中,断口为银白色,此白口铸铁组织中有共晶莱氏体,质硬而脆,白口铸铁很少用于机械零件。
麻口铸铁:一部分C以石墨的形式存在,另一部分以Fe3C形式存在,断口夹杂白亮与喑灰色夹杂。
按石墨的形态分类灰口铸铁:石墨为片状可锻铸铁:石墨为团絮状球墨铸铁:石墨为球状蠕墨铸铁:石墨为蠕虫状里氏硬度计HT300秉承瑞士Leeb里氏硬度测量原理,是积累20年硬度测量经验,首创第三代便携改变以往里氏硬度计一贯误差大,精度低问题,针对铸钢材料和灰铸铁材料转换表进行修正,参照国标和军工标准修订洛氏C和布氏硬度误差,自动删除粗大误差降低人为操作引起硬度不准确性。
④l 一镑欲.孕静¨.锈应l{3 <河北机械)1992年3—4期铸铁孕育实例数则天津大学王耷塑弓实例一:使用碳硅系孕育剂生产冰箱压缩机缸体灰口铸铁,铸态牌号为HT250,珠光体基体,石墨主要为A型,允许有D型和E型石墨。
用2t/h冲天炉,出炉温度l430—1460"C,炉料中废钢比例30 。
孕育剂为Inocul/n 10#,加入量0.3 ,颗粒度2—4mm,加入出铁槽冲入包中,孕育后化学成分:C 3.0-3.1 ,Si 1.6—1.8 ,Mn 0.7—0.9 ,P> 0.06 ,S<0.14 。
铸态强度达到270Nlmm。
,左右,经过退火后,成为铁素体基体,含有少量的珠光体,强度降至≥170Mlmm ,硬度120—160HB,以利上自动线加工。
退火工艺为740"C,保温3.5小时。
采用Inoculin 10#碳硅系孕育剂的孕育效果优于75 硅铁,尤其在抑制白口方面表现显著,对消除薄壁铸件的白口.改善断面的均匀性有很大好处。
实例二:使用钡硅铁孕育剂生产机床床身牌号HT300灰口铸铁,3.5t/h热风冲天炉熔化,出铁温度l45O—I480"C,用2.5t铁水包,在出铁槽冲入孕育剂,加入量0.4 。
孕育后铁水的成分为:C 2.8-3.1 ,Si 1.5—1.8 ,Mn 0.9—1.2 ,P< 0.2 ,S 0.06-0.12 。
与用75硅铁孕育相比,抗拉强度提高20—30N/ram ,硬度波动范围减少5O一7O ,铸件尖角部位卓谙*除,加工性能改善。
钡硅铁孕育衰退速度慢,到20分钟才出现衰退现象,对稳定铸铁质量有重要意义。
实例三:使用锶硅铁生产汽车发动机缸盖牌号为HT250灰口铸铁,冲天炉一电炉双联熔炼,孕育温度144O—I460℃,添加锶硅铁O。
2—0。
3 和铬铁0.5 ,粒度3—8ram,孕育后成分:C 3.1—3.4 ,Si 2.2—2.4 ,Mn 0.6—0.9%,P 0.05-0.O8 ,S 0.09—0.12%,Cr 0.4—0.7 ,Mo 0.25 ,Sn 0.06%。
高强度灰铸铁件典型质量问题探讨摘要:铸造生产的困扰是因任何铸件的具体质量问题与缺陷表征及其原因是多种多样又彼此关联甚至相互对立。
当生产高强度(HT300和HT350级)灰铸铁件时更为突出,较难处理的两对主要矛盾是:提高金属强度将引起石墨形态恶化;而材质性能的升高将加大铸件产生缩松的倾向并降低铁水流动性。
本文拟就此进行分析并相应地探讨一些调解措施,冀期能有助于拟订调试工艺方案和分析问题时参考。
关键词:冶金因素凝固与结晶形核能力过冷和过冷组织缩松1.问题的由来考察机械制造的动态可知,机械——尤其是行走机械,其研发重点内容之一是提高金属强度以减轻自重和提高使用寿命。
灰铸铁件生产较易、价格低廉且耐磨、抗压性好,故迄今仍占各类铸件重量的首位(约占50~55%)。
至于在汽车制造业,灰铸铁也是重量居第一位的铸造合金。
灰铸铁之所以仍具有竞争力,在于克服其固有的最大弱点——强度相对较低导致工件较重这方面不断地取得进展的缘故。
例如,有的高强度灰铸铁轿车缸体自重己降至40公斤以下,最薄断面壁厚不及3毫米。
如果孤立地仅就金属强度而言,要提高灰铸铁强度并非难事,因为只要降低灰铸铁的碳硅量,即可减少所形成的片状石墨(相对于金属而言,石墨的硬度和强度可以视为零),同时加入合金元素强化基体,就能达到这一目的。
但是,碳量(碳当量)的降低将加剧两大质量问题,一是石墨形态的恶化,二是铸件易于产生缩松缺陷。
可见,为生产高强度灰铸铁件需要解决好这些突出矛盾,而这将涉及一系列理论和实践方面的问题。
2.影响灰铁性能的因素早年的一致认识是:灰铁材质性能取决于它的化学成份及冷却速率。
对于给定形状、重量和壁厚的铸件,如果铸型介质和浇注温度不变,冷却速率也是不变的,因而影响到金属性能的将主要是化学成份,对于灰铸铁来说,基本成份中的锰、磷、硫三元素对性能的影响较小且可供调控和实际变化的范围又很窄,显然,决定灰铁材质性能的最重要因素是碳和硅的含量(合金元素影响作为另类问题对待),如果找出该两元素含量(还可以将两元素合二为一地用碳当量代表)与表征灰铁材质性能的强度和硬度之间的数学关系,这不仅给试验研究带来便捷同时也将对生产者具有实用价值。
北京科技大学科技成果——高强度高刚度灰铸铁生产技术成果简介
我校研制开发的高强度高刚度灰铸铁生产技术是国家“八五”重点推广项目,曾获北京市科技进步一等奖、二等奖和其它省市科技进步奖及其它类别奖共11项。
该技术通过合理选择冲天炉熔炼工艺,调整铁水的成分,严格孕育,在较高碳当量条件下,获得高牌号的优质灰铸铁,如HT250、HT300及HT350,而且铸铁具有高的弹性模量(120000-135000MPa),残余应力可下降15-20%,铸件可以取消热时效,进一步降低生产成本,铸件还具有很好的组织均匀性、很小的白口倾向性和良好的机加工性。
高强度高刚度灰铸铁适用于制造各种机械的铸造毛坯,如内燃机铸件、汽车铸件、机床铸件、工程机械、发电设备、拖拉机铸件及其他通用机械铸件,因此高强度高刚度灰铸铁的市场很广阔。
经济效益及市场分析
高强度高刚度灰铸铁生产技术经过系统的实验室研究和长期的实际生产验证,已经应用该技术的企业都取得了明显的技术经济效益,直接经济效益可达每万吨120万元。
该技术符合国情,不需要技改投资,不需要改变现有生产工艺,能在较短时间内取得预期的效果,推导企业的技术进步,为机器产品提高档次、更新换代提供坚实的基础。
合作方式
本项目采用技术转让费的方式进行合作,具体项目签订相应的技术合同。
高强度灰铸铁(HT300)研究虽然人类掌握灰铸铁的熔炼技术已有好几千年的历史,但是在如何提高其强度和力学性能方面,我们仍然有很多工作要做。
在探寻企业在有效控制产品成本的前提下,稳定高效的生产高强度、高使用性能的灰铸铁的方法,提高产品的市场适应力,增强企业的市场竞争力。
标签:高强度灰铸铁;铸造;熔炼工艺0 前言随着公司市场开发拓展,越来越多的高技术质量要求的铸造产品纳入公司的生产序列。
在有效控制生产成木的前提下,如何稳定高效的获得高强度灰铸铁,满足顾客的定货要求,是我们一个研究课题,本文叙述了在电炉熔炼的条件下,高强度(HT300)灰铸铁的生产技术。
1 目标在尽量保持原有的熔炼工艺基础上,通过综合运用现有的熔炼技术,达到细化灰铸铁中的石墨,适当增加灰铸铁中珠光体含量,形成碳化物以提高灰铸铁的机械性能,使其抗拉强度达到300N/mm2,并将三角试片白口宽度控制在4mm以下,防止“白口”现象的发生,以保证产品的质量。
2 面临的问题我们厂生产的灰铸铁件主要牌号足HT200和HT250,无法生产抗拉强度达300N/mm2到合格的HT300产品。
主要原因是铸件内部珠光体含量少,石墨多数成片状,从而分割基休,在石墨尖角处且易造成应力集中,形成了许多微小裂纹,使灰铸铁的抗拉强度、塑性和韧性远低于钢,因此降低了铸件的机械性能。
3 分析影响材料性能的因数有:3.1 碳当量对材料性能的影响决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。
当碳当量(CE=C+1/3Si)较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,形成大量片状石墨。
这样的石翠会大大降低灰铸铁的强度。
在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。
当随着C、Si的量提高,会使珠光体量减少,铁素体量增加。
因此,碳当量的提高将在石墨形状和基体组织两方面影响铸铁铸件的抗拉强度和铸件实体的硬度。
在熔炼过程控制小,碳当量的控制是解决材料性能的一个很重要的因素。
ht300是什么材料
HT300是一种具有优异性能的材料,它在工业领域中有着广泛的应用。
HT300材料是一种灰铸铁,具有较高的强度和硬度,同时具有一定的韧性和耐磨性。
它的化学成分主要包括碳、硅、锰和磷等元素,这些元素的含量对其性能起着重要的影响。
首先,HT300材料具有较高的强度,这使得它在承受一定载荷时不易变形或破裂,能够保证设备或零部件的正常工作。
其次,HT300材料的硬度较高,能够有效抵抗外部物体的划伤和磨损,延长了使用寿命。
同时,HT300材料还具有一定的韧性,这使得它在受到冲击或振动时不易断裂,有利于保护设备的安全性。
另外,HT300材料的耐磨性也是其重要的特点之一。
在一些需要长时间摩擦或磨损的场合,HT300材料能够保持较好的表面状态,减少了设备的维护成本和停机时间。
这些性能使得HT300材料在汽车制造、机械加工、船舶建造等领域得到了广泛的应用。
除此之外,HT300材料还具有良好的加工性能,能够满足复杂零部件的加工要求。
它可以通过铸造、热处理等工艺进行成型,同时还能够进行切削加工和表面处理,为工业生产提供了便利。
总的来说,HT300材料是一种性能优异的材料,具有较高的强度、硬度、韧性和耐磨性,适用于各种工业领域的应用。
它的出色性能为设备的稳定运行和延长使用寿命提供了保障,对于提高工业生产效率和降低成本具有重要意义。
因此,
HT300材料在工业领域中有着广阔的发展前景,将继续发挥重要作用。
为了提高灰铸铁的强度,各国都进行了大量的研究工作。
美国铸造协会AFS于1997年成立了专门的薄壁铸铁集团(TWIG)来完善高强度铸件及薄壁件的技术;日本面向21世纪高强度薄壁灰铸铁技术得到了政府三千万日圆的支持;我国在“七五”期间将高强度薄壁灰铸铁技术列为攻关项目,进行了大量的研究,并取得了丰硕的成果。
大量研究表明,开发高强度薄壁灰铸铁件首要任务是开发高碳量、高强度、高刚度、低应力的灰铸铁及其强化工艺[1-2]。
对于如何提高灰铸铁的强度,国内外工作者进行了大量工作,总结提高灰铸铁强度的措施有以下几方面。
1调整铁液化学成分1.1调节Si/C值灰铸铁中碳的质量分数大多为2.6%~3.6%,硅的质量分数为1.2%~3.0%,硅碳都是强烈地促进石墨化的元素,可用碳当量来说明它们对灰铸铁金相组织和力学性能的影响。
提高碳当量可促使石墨片变粗、数量增多,强度和硬度下降;降低碳当量可减少石墨数量、细化石墨、增加初析奥氏体枝晶量,从而提高灰铸铁的力学性能。
但是降低碳当量会导致铸造性能降低、铸件断面敏感性增大、铸件内应力增加、硬度上升以及加工困难等问题,因此必须辅以其他措施,如在保持碳当量不变的条件下,适当地提高Si/C[3]。
早在上世纪60年代初,Walther-Hiller等人[4-5]提出了提高灰铸铁的Si/C可以显著提高抗拉强度的观点。
从上世纪80年代开始,调整灰铸铁Si/C的研究受到国内有关方面的广泛重视,并取得了大量的研究成果[6]。
近年来的研究发现:碳当量为3.8%,Si/C 从0.5→0.7→0.9变化时,铸铁的抗拉强度呈抛物线变化,硬度呈下降趋势;在Si/C=0.7时,抗拉强度达最大值,为357.1MPa,硬度HB238,即不进行传统的孕育处理,只调整Si/C,即可容易得到HT250以上的高强度灰铸铁[7]。
还有研究发现当碳当量CE>4.0%时,Si/C增大,对抗拉强度影响很小,而硬度呈下降趋势,此时,无论怎样调整Si/C,强度等性能不可能提高,反而随着超过数值的增大,强度、硬度逐步下降。
高强度灰铸铁的生产工艺研究刘继波;房夺;杨淑欣;鲁栋;许景峰【摘要】随着发动机行业对材质性能要求的不断提升,公司在新产品的开发过程中对牌号的要求也不断提高,原有的HT300材质已经不能够满足当前的需求.因此开展了HT350工艺的开发及研究,在HT300生产工艺的基础上总结出了HT350牌号的生产工艺,具备了生产高强度灰铸铁的能力.【期刊名称】《铸造设备与工艺》【年(卷),期】2017(000)003【总页数】3页(P11-12,37)【关键词】HT350;成分选择;熔炼工艺【作者】刘继波;房夺;杨淑欣;鲁栋;许景峰【作者单位】潍柴重机股份有限公司,山东潍坊261001;潍柴动力股份有限公司,山东潍坊261041;潍柴重机股份有限公司,山东潍坊261001;潍柴重机股份有限公司,山东潍坊261001;潍柴重机股份有限公司,山东潍坊261001【正文语种】中文【中图分类】TG251.1+3随着发动机行业的不断发展和国家排放标准的不断升级,发动机的轻量化和大功率化已经成为必然趋势,这迫使发动机的材料向更高强度发展[1,2]。
潍柴集团作为国内发动机行业的领跑者,在新产品的开发过程中对材料的要求,也由传统的HT200、HT250材质逐渐向性能更高的材质转移。
滨海铸造厂现已具备电炉熔炼生产HT300的生产能力,主要产品:200/250系列缸盖、M A N系列机前后盖等。
在HT300材质的基础上,选取成熟产品中速机8170机体,通过试验,调整碳当量及合金成分含量,成功生产出HT350材质的合格铸件,并对试验过程进行了总结,形成HT350生产工艺。
1.1 C、Si及硅碳比C、S i都是强烈的石墨化元素,在熔炼工艺研究中一般采用碳当量(C E)来说明其对灰铸铁力学性能的影响。
在高强度灰铸铁的发展历程中,有一条研究方向是降低碳当量,提高锰的含量,从而提高灰铸铁中珠光体的比例,最终提高灰铸铁强度。
这是因为碳当量越低,铁液在共晶反应前析出的初生奥氏体枝晶的量就越多,奥氏体骨架得到强化[3]。