文件编号客户名称产品编号版本
产品名称工序名称检验指导书
编制显示板盖注塑
审核批准发行日期
页数
项目检验内容
注意事项
颜色和内容跟封样件进行对比
跟生产制令单核对确认所生产产品是否与订单要求一致根据工艺卡核对原料使用是否正确
检测指标检查方法
检查器具
浇口浇口需修平,不允许高出产品0.2mm 检测项目
接受标准
抽样标准
目视
/
10pcs/H
无拉白
无气纹冲到表面无毛边、缺损
审 核批 准
外观
结构完整、无变形
、无拉伤
修改标记
修改内容修改日期修 改76目视 /
5装配实配无掉落/过松
与显示窗组装
1pcs/H
首件检验①长度261.7±0.2②宽度187.2±0.2(单位:mm) 图纸见工艺卡
234首检时需完成外观和颜色检查过程检验按照抽样计划执行并记录检验结果
尺寸出货检验
我司抽样水准按照GB/T2828-2003,一般检验水平Ⅱ级标准。外观抽样
AQL: Maj:0.65, 核对标签数量
1
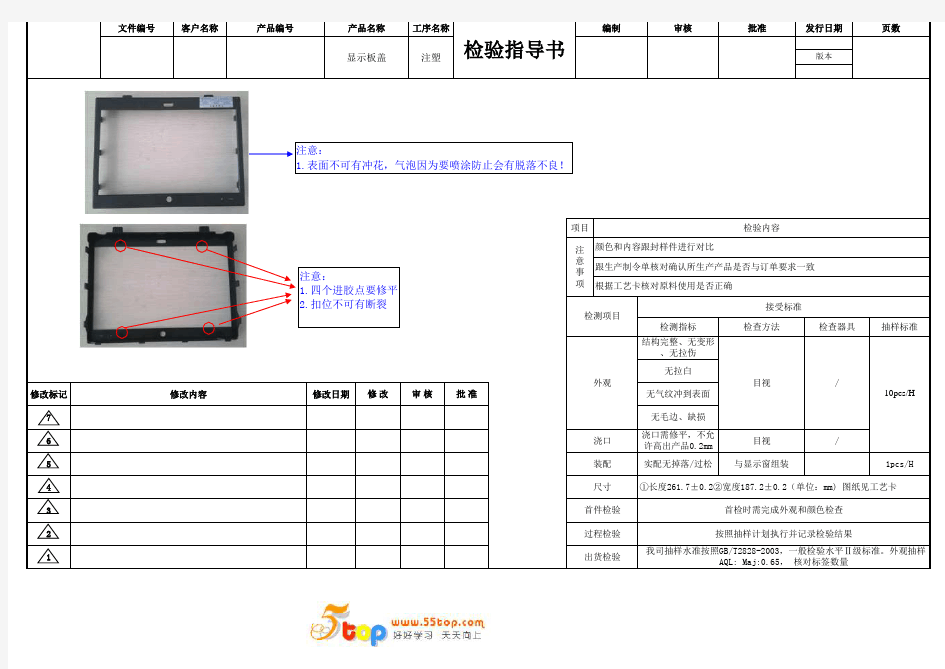
注意:
1.四个进胶点要修平
2.扣位不可有断裂
注意:
1.表面不可有冲花,气泡因为要喷涂防止会有脱落不良!