第6章 数控机床的伺服系统
- 格式:ppt
- 大小:15.58 MB
- 文档页数:60
数控复习第一章绪论数控机床的组成:1、输入输出设备2、数控装置3、伺服系统4、测量反馈装置5、机床本体数控机床按伺服系统的控制原理分为:开环控制的数控机床、闭环控制的数控机床(按传感器安装位置的不同分为全闭环和半闭环)开环、闭环共同点:1、采用直流/ 交流伺服电机驱动。
2 、采用数字增量插补法(时间分割、角度分割)。
3 、通常不用降速。
两个重要参数:步距角(两个相邻脉冲时间内转子转过的角度)、脉冲当量。
插补器:有无插补器是点位控制器与连续控制的根本区别。
数控机床特点:1、加工零件的适应性强,灵活性好。
2 、加工精度高,产品质量稳定。
3 、生产效率高。
4 、减少工人劳动强度。
5 、生产管理水平高。
数控机床的适用范围:产品品种的变换频繁、批量小、加工方法的区别大。
第四章计算机数控装置CNC装置的功能:1、基本功能(输入、插补、位控)2、选择功能3、特殊功能。
单微处理结构的CN(装置:(1)微处理器由控制器和运算器组成,是微处理机的核心,它完成控制和运算两方面的内容。
(2)总线是将微处理器、存储器和输入/ 输出接口等相对独立的装置或功能部件联系起来,并传送信息的公共通道。
它包括数据总线、地址总线和控制总线。
数控装置与机床及机床电器设备之间的接口分为三种类型:第一类、与驱动控制器和测量装置之间的连接电路。
第二类、电源及保护电路。
第三类、开/ 关信号和代码连接电路。
接口电路的主要任务是:1)进行电平切换和功率放大。
2)防止噪声引起误动作。
3)模拟量和数字量之间的转换。
机床控制的I/O部件1)特点:a、可靠性高抗干扰的能力强。
b 、进行信息转换功率放大。
2)光电隔离电路作用:a隔离信号防干扰、b电平转化。
多微处理机CNC装置的基本功能模块:1)CNCt理模块2 )CNC插补模块3 )位置控制模块4 )PLC模块5)操作与控制数据输入输出和显示模块 6 )存储器模块并行处理方法:资源共享、资源重复和时间重叠。
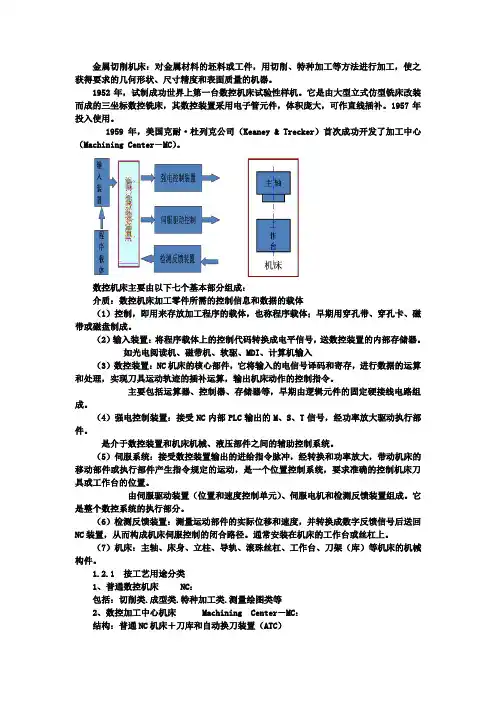
金属切削机床:对金属材料的坯料或工件,用切削、特种加工等方法进行加工,使之获得要求的几何形状、尺寸精度和表面质量的机器。
1952年,试制成功世界上第一台数控机床试验性样机。
它是由大型立式仿型铣床改装而成的三坐标数控铣床,其数控装置采用电子管元件,体积庞大,可作直线插补。
1957年投入使用。
1959年,美国克耐·杜列克公司(Keaney & Trecker)首次成功开发了加工中心(Machining Center-MC)。
数控机床主要由以下七个基本部分组成:介质:数控机床加工零件所需的控制信息和数据的载体(1)控制,即用来存放加工程序的载体,也称程序载体;早期用穿孔带、穿孔卡、磁带或磁盘制成。
(2)输入装置:将程序载体上的控制代码转换成电平信号,送数控装置的内部存储器。
如光电阅读机、磁带机、软驱、MDI、计算机输入(3)数控装置:NC机床的核心部件,它将输入的电信号译码和寄存,进行数据的运算和处理,实现刀具运动轨迹的插补运算,输出机床动作的控制指令。
主要包括运算器、控制器、存储器等,早期由逻辑元件的固定硬接线电路组成。
(4)强电控制装置:接受NC内部PLC输出的M、S、T信号,经功率放大驱动执行部件。
是介于数控装置和机床机械、液压部件之间的辅助控制系统。
(5)伺服系统:接受数控装置输出的进给指令脉冲,经转换和功率放大,带动机床的移动部件或执行部件产生指令规定的运动,是一个位置控制系统,要求准确的控制机床刀具或工作台的位置。
由伺服驱动装置(位置和速度控制单元)、伺服电机和检测反馈装置组成。
它是整个数控系统的执行部分。
(6)检测反馈装置:测量运动部件的实际位移和速度,并转换成数字反馈信号后送回NC装置,从而构成机床伺服控制的闭合路径。
通常安装在机床的工作台或丝杠上。
(7)机床:主轴、床身、立柱、导轨、滚珠丝杠、工作台、刀架(库)等机床的机械构件。
1.2.1 按工艺用途分类1、普通数控机床 NC:包括:切削类.成型类.特种加工类.测量绘图类等2、数控加工中心机床 Machining Center-MC:结构:普通NC机床+刀库和自动换刀装置(ATC)特点:一次装夹后能完成多个工序,又称多工序数控机床3、多坐标数控机床:结构特点:可以进行多坐标轴的联动控制,常用4~6轴,多则可达24轴4、计算机群控: Direct Numerical Control -DNC即直接数控1.2.2 按运动方式分类1.点位控制数控机床点位控制NC机床能控制工件相对于刀具运动,从一个位置精确地移动到另一个位置,在移动过程中不进行任何切削加工。
机床加工,大多是低速时进行切削,即在低速时进给驱动要有大的转矩输出。
二、进给伺服系统的组成如图所示为数控机床进给伺服系统的组成。
从图中可以看出,它是一个双闭环系统,内环是速度环,外环是位置环。
位置环的输入信号是计算机给出的指令信号和位置检测装置反馈的位置信号,这个反馈是一个负反馈,即与指令信号的相位相反。
指令信号是向位置环送去加数,而反馈信号向位置环送去减数。
位置检测装置通常有光电编码器、旋转变压器、光栅尺、感应同步器或磁栅尺等。
它们或者直接对位移进行检测,或者间接对位移进行检测。
开环伺服系统开环伺服系统是最简单的进给伺服系统,无位置反馈环节。
如图所示,这种系统的伺服驱动装置主要是步进电动机、功率步进电动机、电液脉冲电动机等。
由数控系统发出的指令脉冲,经驱动电路控制和功率放大后,使步进电动机转动,通过齿轮副与滚珠丝杠螺母副驱动执行部件。
闭环伺服系统闭环伺服系统原理图如图所示。
系统所用的伺服驱动装置主要是直流或交流伺服电动机以及电液伺服阀—液压马达。
与开环进给系统最主要的区别是:安装在执行部件上的位置检测装置,测量执行部件的实际位移量并转换成电脉冲,反馈到输入端并与输人位置指令信号进行比较,求得误差,依此构成闭环位置控制。
由于采用了位置检测反馈装置,所以闭环伺服系统的位移精度主要取决于检测装置的精度。
闭环伺服系统的定位精度一般可达±0.01mm~±0.005 mm。
半闭环伺服系统半闭环伺服系统如图所示。
将检测元件安装在中间传动件上,间接测量执行部件位置的系统称为半闭环系统。
闭坏系统可以消除机械传动机构的全部误差,而半闭环系统只能补偿系统环路内部分元件的误差,因此,半闭环系统的精度比闭环系统的精度要低一些,但是它的结构与凋试都比较简单。
全数字伺服系统随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已经开始采用高速度、高精度的全数字伺服系统。
使伺服控制技术从模拟方式、混合方式走向全数字方式。
数控机床的伺服系统的组成和各伺服电机技术的特点
数控机床伺服系统是以机械位移为直接控制目标的自动控制系统,也可称为位置随动系统,简称为伺服系统。
伺服系统的组成是由:比较环节——驱动电路——执行元件——传动装置——移动部件;速度反馈,位置反馈环节。
进给伺服电机技术特点有六点:
1 调速范围宽。
2 位移精度高;一般数控机床的脉冲当量为0.01mm~0.005mm脉冲,高精度的数控机床其脉冲当量可达0.001mm脉冲。
3 定位精度高;定位精度一般为0.01mm~0.001mm,甚至0.1um。
4 稳定性好;对伺服系统要求有较强的抗干扰能力,保证进给速度均匀,平稳,稳定性直接影响数控加工的精度和表面粗糙度。
5 动态响应要求过渡时间要短,一般在200ms以内,甚至小于几十毫秒。
步进电机的特点:步进电机的角位移或直线位移与脉冲数成正比,它的转速与脉冲频率成正比,能快速
的起动,制动和反转;在一定频率范围内各种运动方式都能任意的改变且不会失步,当停止输入控制脉冲后,只要维持控制绕组电流不变,电动机就会保持在某一固定位置上,所以步进电机具有自整步的能力,并且没有周累积误差,所以定位精度较高。

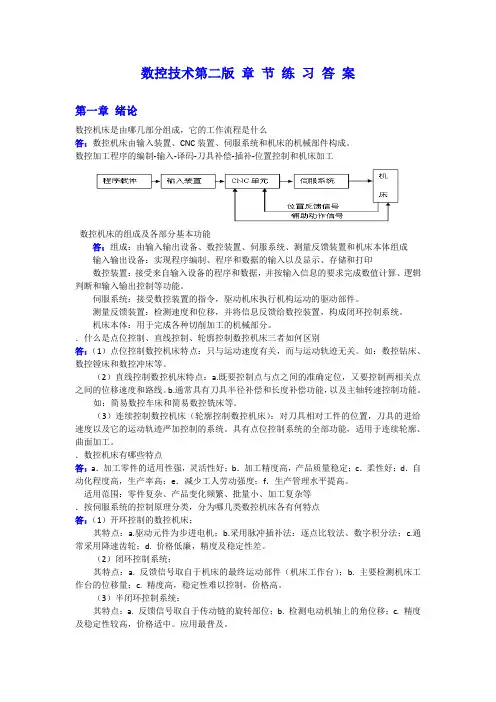
数控技术第二版章节练习答案第一章绪论数控机床是由哪几部分组成,它的工作流程是什么答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
数控加工程序的编制-输入-译码-刀具补偿-插补-位置控制和机床加工数控机床的组成及各部分基本功能答:组成:由输入输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成输入输出设备:实现程序编制、程序和数据的输入以及显示、存储和打印数控装置:接受来自输入设备的程序和数据,并按输入信息的要求完成数值计算、逻辑判断和输入输出控制等功能。
伺服系统:接受数控装置的指令,驱动机床执行机构运动的驱动部件。
测量反馈装置:检测速度和位移,并将信息反馈给数控装置,构成闭环控制系统。
机床本体:用于完成各种切削加工的机械部分。
.什么是点位控制、直线控制、轮廓控制数控机床三者如何区别答:(1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
.数控机床有哪些特点答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f.生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等.按伺服系统的控制原理分类,分为哪几类数控机床各有何特点答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法;c.通常采用降速齿轮;d. 价格低廉,精度及稳定性差。
(2)闭环控制系统;其特点:a. 反馈信号取自于机床的最终运动部件(机床工作台);b. 主要检测机床工作台的位移量;c. 精度高,稳定性难以控制,价格高。
第5章 位置检测装置习题及答案1.伺服系统中常用的位置检测装置有几种?各有什么特点?答:伺服系统中常用的位置检测装置有:旋转变压器、感应同步器、脉冲编码器和光栅,各检测装置的特点如下:旋转变压器:又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种。
其特点是坚固、耐热、耐冲击、抗干扰、成本低,是数控系统中较为常用的位置传感器;感应同步器:感应同步器是从旋转变压器发展而来的直线式感应器,相当于一个展开的多级旋转变压器。
踏实利用滑尺上的励磁绕组和定尺上的感应绕组之间相对位置的变化而产生电磁耦合的变化,从而发出相应的位置信号来实现位移检测的,其特点为:精度高,工作可靠,抗干扰能力强,维修简单、寿命长,测量距离长,工艺好、成本低、便于成批生产;脉冲编码器:脉冲编码器分为光电式、接触式和电磁感应式三种。
数控机床主要使用光电式脉冲编码器。
光电式脉冲编码器按编码方式又分为绝对值式和增量式两种,常用的为增量式脉冲编码器,其优点是结构简单、成本低、使用方便,缺点是有可能由于噪声或其它外界的干扰产生计数误差,若因停电、刀具破损而停机,事故排除后不能再找到事故发生前执行部件的正确位置;光栅:在高精度数控机床和数显系统中,常使用光栅作为位置检测装置。
它是将机械位移或模拟量转变为数字脉冲,反馈给CNC或数显装置来实现闭环控制的。
计量光栅分为圆光栅和长光栅两种。
圆光栅用于测量转角位移,长光栅用于测量直线位移,由于激光技术的发展,光栅制作的精度有了很大的提高,现在光栅精度可以达到微米级甚至亚微米级。
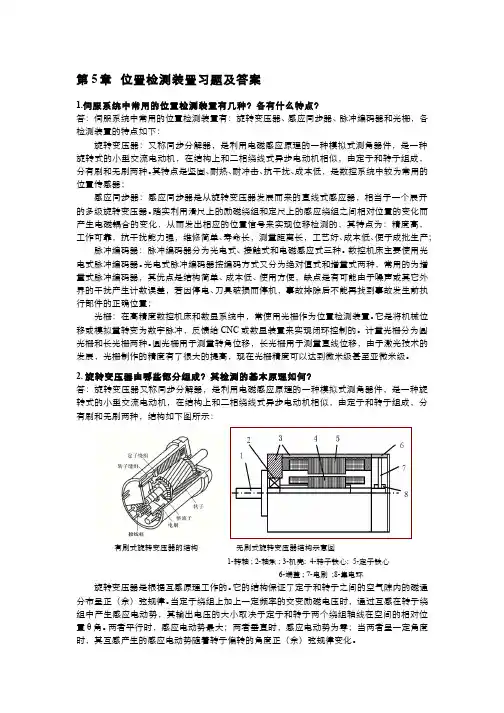
2. 旋转变压器由哪些部分组成?其检测的基本原理如何?答:旋转变压器又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种,结构如下图所示:有刷式旋转变压器的结构无刷式旋转变压器结构示意图1-转轴 ; 2-轴承 ; 3-机壳; 4-转子铁心; 5-定子铁心6-端盖 ; 7-电刷 ;8-集电环旋转变压器是根据互感原理工作的。
第一章概论一、选择题1.数控机床的控制核心是。
a) 数控系统b) 专用软件c)CPU2.FMS是指。
a)直接数控系统;b)自动化工厂;c)柔性制造系统;d)计算机集成制造系统3.编排数控加工工序时,为了提高精度,可采用。
a)精密专用夹具; b)一次装夹多工序集中;c)流水线作业法; d)工序分散加法。
4.加工中心与普通数控机床区别在于。
a)有刀库和自动换刀装置; b)转速c)机床的刚性好;d)进给速度高。
5.“CNC”的含义是()A.数字控制B. 计算机数字控制 C.网络控制6.数控机床是在()生的。
A.日本 B. 美国 C. 英国7.数控机床的核心是()A.伺服系统B. 数控系统 C. 反馈系统 D. 传动系统8.开环控制系统用于()数控机床上。
A.经济型 B. 中、高档 C. 精密9.心与数控铣床的主要区别是()。
A. 数控系统复杂程度不同B. 机床精度不同C. 有无自动换刀系统10. 基本控制轴数是()A.一轴 B. 二轴 C.三轴 D. 四轴28.加工精度高、()、自动化程度高、劳动强度小、生产效率高等是数控机床加工的特点。
A.加工轮廓简单,生产批量又特别大B.加工对象适应性强C. 夹装困难或必须依靠人工找正,定位才能保证其加工精度的单件零件D.适于加工余量特别大,材料和余量都不均匀的零件10.二、填空题1.数控机床组成包括CNC数控系统和机床主体两大部分。
2.数控机床的类型按加工功能分为金属切削类、金属成型类、特种加工类和其他等几种类型。
3.简单地说,是否采用数控机床进行加工,主要取决于零件的复杂程度;而是否采用专用机床进行加工,主要取决于零件的生产批量。
4.数控机床的基本组成包括_____输入装置______、____数控系统________、__伺服测量反馈系统、____辅助控制装置______、加工程序及机床本体。
5.FMC代表________柔性制造单元__________,FMS代表___柔性制造系统_______________,CIMS代表_________计算机集成制造系统_________。