两种裂解碳五馏分分离的流程
- 格式:pdf
- 大小:360.40 KB
- 文档页数:8

胡競民白希耐一、裂解C5馏分分离现状1.双环戊二烯产品的分离国内一般通过加热和蒸馏的方法从裂解C5馏分中分离出工业级双环戊二烯,再由工业级双环戊二烯制取高纯度的双环戊二烯产品。
⑴精馏将工业级的双环戊二烯(80%纯度)通过减压蒸馏塔,在一定的塔高和一定回流比下进行蒸馏。
根据工业级双环戊二烯的组成不同,蒸馏操作可以是一台塔或者二台塔串联操作。
例如上海石化的分离装置采用一台塔,有的化工厂要获得高纯度的双环戊二烯产品则采用两台塔。
精馏获得的双环戊二烯纯度一般在90%~94%。
⑵解聚-二聚-蒸馏通过解聚-二聚-蒸馏法获得的双环戊二烯产品的纯度均比较高,一般在96%~98%,有的还可达到99%左右。
目前国内公布了很多有关该方法的专利技术,并已有1000t/a的工业规模装置,装置采用带搅拌的釜式结构,工艺流程简单,操作方便。
2.异戊二烯的分离国内实现工业化的异戊二烯分离技术为溶剂二甲基甲酰胺(DMF)萃取蒸馏法。
此外,业界在共沸精馏、反应精馏、加氢分离、一段萃取、共沸和萃取结合工艺等进行了很多研发工作,取得了一定成绩和进展。
二、新型C5分离工艺的开发1.C5馏分的加氢分离工艺C5馏分中含有大量的不饱和烃,根据产品用途的不同,可通过选择加氢或全加氢将其转化为烯烃或烷烃,再通过分离加以利用。
目前国内已利用由裂解汽油加氢装置得到的混合C5烷烃开发了新型C5烷烃分离工艺。
该工艺由加氢和烷烃分离过程组成,可同时得到环戊烷、异戊烷和正戊烷。
其工艺投资小,操作费用少,能耗低,可依市场需求灵活调整产品方案。
2.反应精馏技术采用反应精馏技术从C5馏分中分离双烯烃的方法,即将C5馏分进行反应精馏,使环戊二烯发生二聚反应, 异戊二烯由塔顶分离出去,物料经精馏分离得到间戊二烯、双环戊二烯和异戊二烯。
针对现有技术在脱除环戊二烯过程中存在的问题,反应精馏技术有其独特之处:(1)由于在脱除环戊二烯过程中能有效抑制除环戊二烯二聚反应外的其他二聚反应,因而减少了副产物的生成,既提高了双环戊二烯产品的质量又减少了C5双烯的损失;(2)由一个反应精馏塔替代现有技术中的二聚反应器和预脱重塔,简化了工艺流程和操作;(3)由于简化了工艺流程,减少了设备的投资,降低了生产过程中的能耗。

碳五资源的分离和综合利用1.前言工业上碳五(以下为C5)烃的来源大致有四个方面:裂解制乙烯的副产C5馏分,炼厂C5烃,油田及天然气中回收的C5烃,以及少量来自其他途径的C5烃,C5烃的分离和综合利用是合理利用石油资源的一个重要方面,也是降低石化生产成本的有效途径之一。
随着世界乙烯装置的不断增加,其裂解C5的数量将越来越多,如何合理利用好这部分资源是一个值得探讨的问题。
世界各国对C5的综合利用都非常重视,其中日本和美国是综合利用最好的国家。
日本在开发C5系列精细化工产品方面尤为显著,产品主要有多种香料、高级化妆品基油、角鲨烷以及医药中间体等。
另外,他们对于分离后的各个组分都尽可能的充分利用,这也是他们的C5利用率很高的一个重要原因。
美国的C5馏分主要用于生产异戊橡胶、石油树脂、不饱合聚酯树脂、乙丙橡胶,少量用于生产除草剂、阻燃等精细化工产品。
目前,国外的C5的分离和综合利用已由初期的混合使用转向分离单个组成的利用,并向制备精细化工产品方向发展。
而我国现在的C5资源比较分散,基本上没有利用,大多数仍作燃料油或直接烧掉,工业规模的碳五分离装置还是空白,分离单个组分的化工利用及精细化工仅仅是起步,综合利用水平远远落后于国外。
2.C5资源情况目前,我国的C5资源主要由两部分组成:(1)炼油过程中所得的C5馏分,1994年原油二次加工能力已经超过6800万t/a,生产装置近200套,其中催化裂化装置能力超过5200万t/a,年加工能力为4000万t/a。
仅此一项,一年的C5馏分即达320万t/a,加上催化重整,加氢裂化和延迟焦化等装置联产的C5,总计可达350万t/a以上。
(我公司催化裂化装置、催化重整装置、90万吨汽柴油加氢装置的凝析油、采油厂凝析油)(2)蒸汽裂解联产C5馏分,其产率和组成随裂解原料和操作条件而变化。
3.C5馏分组成3.1 裂解C5馏分组成由我国主要石化企业裂解C5典型组成可见,C5组成中异戊二烯含量在15%~23%,间戊二烯含量为14%~17%,环戊二烯/双环戊二烯含量为13%~21%,双烯烃的总量占裂解C5的40%~60%。
热二聚法萃取精馏分离C 5馏分陈均志 马金才(陕西科技大学应用化学系,陕西咸阳712081)摘要 新疆以石脑油及轻质柴油为原料蒸气裂解生产乙烯副产C 5馏分的主要组成为含有异戊二烯9%~14%、间戊二烯10%~17%、双环戊二烯/环戊二烯11%~16%。
3种二烯烃的总含量占到了30%~50%。
分离工艺流程设计为两次萃取蒸馏,两次精馏,可同时分离异戊二烯、间戊二烯、双环戊二烯,并可生产一定量的戊烷馏分和炔烃馏分。
所选取的萃取剂为无水二甲基甲酰胺。
过程总收率为原料中异戊二烯的90%~95%。
关键词 C5馏分 组成 萃取分离收稿日期:2004-06-14作者简介:陈均志(1948~),男,教授,硕导,研究方向:化工工艺与轻化工材料。
A Method to Separate C 5FractionCheng Junzhi Ma Jincai(Department of Applied Chemistry ,Shanxi University of Science and T echnology Shanxi X ianyang 212081)Abstract The C 5fraction derived from ethylene steamcracker in X injiang Dushanzi contains s ome useful com ponents ,which are is oprene 9%~14%,cyclopentadiene 11%~16%and piperylene 10%~17%.These three kinds of primary products can be separated at the same time by the technics com posed of thermal polymerization and twice extractions ,twice rectifies.S ome pentane fration and alkinefraction can be produced as well.The extract reagent is DMC.The final product ,srecovery percentage is 90%~95%at the whole process.K ey w ords C 5fraction com pose extraction separation 来自于裂解乙烯的C 5馏分中含有一些非常有用的化工原料,它们是异戊二烯(ISP )、环戊二烯(CPD )(通常以二聚体形式存在)、双环戊二烯(DCPD )、间戊二烯(PIP )、2-甲基-2-丁烯、1-戊烯等。

工业技术乙烯工业 2014,26(1) 24~27ETHYLENEINDUSTRY碳五分离工艺中的反应精馏技术周召方(中国石油化工股份有限公司武汉分公司,湖北武汉430082) 摘 要:在裂解碳五馏分所采用的工艺中,反应精馏工艺比热二聚工艺有独特之处:减少副产物,提高异戊二烯、间戊二烯和双环戊二烯收率。
并且在处理低含量(3%~10%)环戊二烯的原料中,由于在脱除环戊二烯过程中能有效地抑制除环戊二烯二聚反应外的其它二聚反应,从而减少了副产物的产生。
因此反应精馏技术既能提高产品双环戊二烯的质量,又能减少C5双烯的损失。
当原料中环戊二烯含量达到正常值(10%~16%)时,可以适当增加反应精馏塔的压力,提高环戊二烯的转化率。
关键词:裂解碳五反应精馏技术二聚反应 裂解乙烯中副产大量的碳五馏分,此馏分中富含40%~60%的双烯烃,其中异戊二烯(IP)约为20%,间戊二烯(PIP)约为16%,环戊二烯(CPD)+双环戊二烯(DCPD)约为19%。
由于具有特殊的分子结构,这些双烯烃化学性质活泼,可合成许多重要的高附加值产品,是化工利用的宝贵资源。
随着乙烯工业的快速发展和对合成橡胶及合成树脂的需求增大,作为一种重要的化工原料,裂解碳五馏分分离利用已经日益受到世界各国的普遍重视。
世界各国对C5馏分的应用,其深度和方案各异。
大体上可以分为两种方案:第一类为混合C5的应用。
包括合成石油树脂、加氢汽油、加氢后用作裂解原料、芳构化及用作燃料等;第二类是分离后单独利用。
其中分离混合C5馏分提纯出含量较高的异戊二烯、环戊二烯、双环戊二烯和间戊二烯。
分离出的环戊二烯、双环戊二烯和间戊二烯作为石油树脂的原料,而异戊二烯是制造合成橡胶及添加剂的宝贵原料。
工业上有采用热二聚法分离环戊二烯,然后用溶剂萃取精馏或共沸精馏法分离异戊二烯的,但在采用热二聚法分离环戊二烯的过程中,还将伴有异戊二烯、间戊二烯等参加的自二聚及三种双烯间的共二聚反应。

信息技术与机电化工132裂解碳五分离剩余碳五组分的利用张满玉(中石化股份天津分公司)摘要:裂解碳五分离出双烯烃后,剩余碳五的比例较大,如何利用,对项目效益影响较大。
可按照碳五分离装置的工艺流程产生部位将剩余碳五细分为不同组分,然后根据组成不同选择不同利用方案,提高效益。
关键词:剩余碳五;分离;成品油;加氢;乙烯料;单烯烃目前我国裂解碳五产量约150万吨/年,产量较少,利用比较充分,通常都分离出异戊二烯、间戊二烯、环戊二烯等三种高价值双烯烃组分,约占裂解碳五总量的40-50%,然后再对以上二烯烃进一步加工生产异戊橡胶、SIS、石油树脂、加氢树脂等,甚至部分企业生产医药、化妆品等精细化工产品,实现价值最大化。
但是除了上述三种双烯烃被充分利用之外,还有40-60%的剩余碳五组分(以单烯烃为主)基本没有进一步利用,直接销往市场。
由于剩余碳五占原料裂解碳五的比例较高,因此剩余碳五的处理方案将直接影响裂解碳五利用项目的效益,因此有必要对剩余碳五的利用方案进行认真研究。
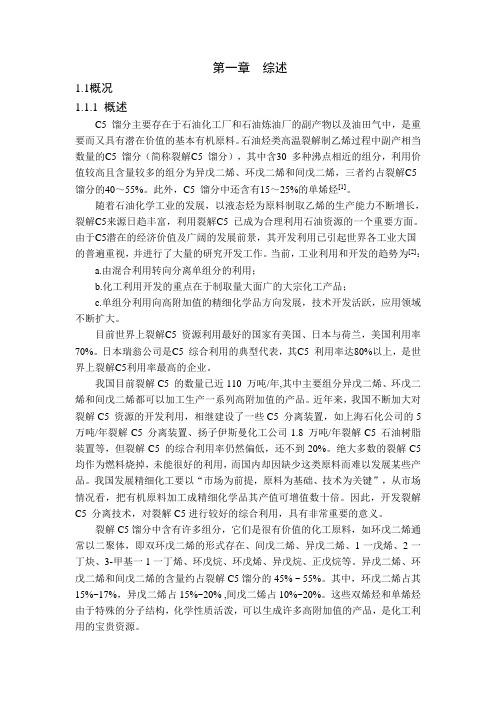
一、碳五分离流程裂解碳五分离常规流程见下图1。
裂解C5馏分进入二聚反应器,在100~110℃、停留时间1h的较为缓和条件下进行二聚反应,反应物料送常压蒸馏塔,塔顶分出未反应C5馏分,塔釜为低纯度的粗双环戊二烯。
未反应C5馏分进入溶剂萃取蒸馏塔,塔顶分出C5烷烃和单烯烃,塔釜液送至解吸塔。
解析塔釜溶剂返回萃取蒸馏塔,塔顶C5二烯烃送脱重塔,脱重塔顶得粗异戊二烯去进一步精制,塔釜得环戊二烯和间戊二烯,与脱C5塔釜粗环戊二烯一起送常压塔,塔顶得到间戊二烯,塔釜送减压蒸馏塔,塔釜可获得纯度>85%的双环戊二烯,塔顶得到剩余碳五。
图1 C5馏分同时分离环戊二烯、异戊二烯、间戊二烯流程示意图 1—二聚反应器;2—脱C5塔;3—第一萃取蒸馏塔;4—脱轻塔;5—脱重塔;6—间戊二烯塔;7—真空塔碳五分离的剩余碳五是工艺流程中各塔分离双烯烃之后的碳五混合物。
第一章综述1.1概况1.1.1 概述C5 馏分主要存在于石油化工厂和石油炼油厂的副产物以及油田气中,是重要而又具有潜在价值的基本有机原料。
石油烃类高温裂解制乙烯过程中副产相当数量的C5 馏分(简称裂解C5 馏分),其中含30 多种沸点相近的组分,利用价值较高且含量较多的组分为异戊二烯、环戊二烯和间戊二烯,三者约占裂解C5 馏分的40~55%。
此外,C5 馏分中还含有15~25%的单烯烃[1]。
随着石油化学工业的发展,以液态烃为原料制取乙烯的生产能力不断增长,裂解C5来源日趋丰富,利用裂解C5 已成为合理利用石油资源的一个重要方面。
由于C5潜在的经济价值及广阔的发展前景,其开发利用已引起世界各工业大国的普遍重视,并进行了大量的研究开发工作。
当前,工业利用和开发的趋势为[2]:a.由混合利用转向分离单组分的利用;b.化工利用开发的重点在于制取量大面广的大宗化工产品;c.单组分利用向高附加值的精细化学品方向发展,技术开发活跃,应用领域不断扩大。
目前世界上裂解C5 资源利用最好的国家有美国、日本与荷兰,美国利用率70%。
日本瑞翁公司是C5 综合利用的典型代表,其C5 利用率达80%以上,是世界上裂解C5利用率最高的企业。
我国目前裂解C5 的数量已近110 万吨/年,其中主要组分异戊二烯、环戊二烯和间戊二烯都可以加工生产一系列高附加值的产品。
近年来,我国不断加大对裂解C5 资源的开发利用,相继建设了一些C5 分离装置,如上海石化公司的5 万吨/年裂解C5 分离装置、扬子伊斯曼化工公司1.8 万吨/年裂解C5 石油树脂装置等,但裂解C5 的综合利用率仍然偏低,还不到20%。
绝大多数的裂解C5均作为燃料烧掉,未能很好的利用,而国内却因缺少这类原料而难以发展某些产品。
我国发展精细化工要以“市场为前提,原料为基础、技术为关键”,从市场情况看,把有机原料加工成精细化学品其产值可增值数十倍。
因此,开发裂解C5 分离技术,对裂解C5进行较好的综合利用,具有非常重要的意义。
裂解c5馏分分离的流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!C5 馏分裂解分离流程。
1. 蒸馏塔分离,将C5 馏分送入蒸馏塔,根据沸点差异分离出不同的组分,包括乙烷、丙烷、丁烷、异丁烷和戊烷。
裂解气分离工艺流程授课内容:●裂解气分离工艺流程●裂解气分离过程操作知识目标:●掌握裂解气分离原则流程●掌握裂解气分离过程操作步骤和方法能力目标:●混合物精馏分离方案设计●混合物精馏分离过程操作条件制定思考与练习:●裂解气分离工艺流程主要由哪些过程构成?●裂解气分离过程操作主要异常现象及处理方法第四节裂解气深冷分离一、深冷分离流程1.深冷分离的任务裂解气经压缩和制冷、净化过程为深冷分离创造了条件—高压、低温、净化。
深冷分离的任务就是根据裂解气中各低碳烃相对挥发度的不同,用精馏的方法逐一进行分离,最后获得纯度符合要求的乙烯和丙烯产品。
2.三种深冷分离流程深冷分离工艺流程比较复杂,设备较多,能量消耗大,并耗用大量钢材,故在组织流程时需全面考虑,因为这直接关系到建设投资、能量消耗、操作费用、运转周期、产品的产量和质量、生产安全等多方面的问题。
裂解气深冷分离工艺流程,包括裂解气深冷分离中的每一个操作单元。
每个单元所处的位置不同,可以构成不同的流程。
目前具有代表性三种分离流程是:顺序分离流程,前脱乙烷分离流程和前脱丙烷分离流程。
(1)顺序分离流程顺序分离流程是按裂解气中各组分碳原子数由小到大的顺序进行分离,即先分离出甲烷、氢,其次是脱乙烷及乙烯的精馏,接着是脱丙烷和丙烯的精馏,最后是脱丁烷,塔底得碳五馏分。
图2-4 顺序分离工艺流程简图1—压缩Ⅰ、Ⅱ、Ⅲ段;2—碱洗塔;3—压缩Ⅳ、Ⅴ段;4—干燥器;5—冷箱;6—脱甲烷塔;7—第一脱乙烷塔;8—第二脱甲烷塔;9—乙烯塔;10—加氢反应器;11—脱丙烷塔;12—第二脱乙烷塔;13—丙烯塔;14—脱丁烷塔;15-甲烷化;16-氢气干燥器顺序深冷分离流程如图2-4所示。
裂解气经过压缩机Ⅰ、Ⅱ、Ⅲ段压缩(1),压力达到1.0MPa,送入碱洗塔(2),脱除酸性气体。
碱洗后的裂解气再经压缩机的Ⅳ、Ⅴ段压缩(3),压力达到3.7MPa,送入干燥器(4)用分子筛脱水。
干燥后的裂解气进入冷箱(5)逐级冷凝,分出的凝液分为四股按其温度高低分别进入脱甲烷塔(6)的不同塔板,分出的富氢经过甲烷化(15)脱除CO及干燥器(16)脱水后,作为碳二馏分和碳三馏分加氢脱炔用氢气。
C5馏分的资源和利用㈠资源C5馏分主要指来源于石油烃高温裂解制乙烯过程的副产C5馏烃和石油炼厂催化裂化汽油中所含C5烃,两种不同来源的C5馏分其组成和用途大不相同。
1、裂解C5馏分乙烯装置副产C5馏分(简称裂解C5馏分)的组成和含量通常随原料的轻重、裂解深度和脱戊烷塔的工艺和操作条件的变化而不同。
我国生产乙烯主要用轻柴油和石脑油等较重的裂解料,副产C5的量也较多,一般是乙烯产量的14%~20%(若用C2~C4气态烃作原料,为2%~6%)。
在轻柴油等较重原料的裂解C5馏分中约含异戊二烯15%~20%;环戊二烯和双环戊二烯15%~17%;间戊二烯10%~20%和1-戊烯+2-戊烯为14%~20%。
化学活泼的双烯烃总含量约为50%,它们是宝贵的化工和精细化工原料,也是分离利用的重点,其次是戊烯。
2、炼厂副产C5馏分炼厂C5馏分大多来源于催化裂化装置,主要含异戊烷和异戊烯,基本不含C5二烯烃。
一般炼厂催化裂化装置得到的C5馏分量约为装置进料量的8%~12%。
我国原油加工能力为2亿吨/年,炼厂催化裂化加工能力约为5000万吨/年,潜含C5馏分270万吨/年,其中异戊烯量约为110万吨/年。
㈡分离和利用1、分离裂解C5馏分组分多,各组分间沸点较近,相互间还能生成共沸物,难于用蒸馏方法进行分离。
工业上常采用先加热二聚的方法分离出环戊二烯,然后采用溶剂萃取蒸馏分离异戊二烯和间戊二烯的路线。
加热二聚法利用环戊二烯受热易聚合的特点,先将环戊二烯(CPD)热聚成二聚体---双环戊二烯(DCPD),由于双环戊二烯的沸点(166.6℃)明显高于其他戊二烯的沸点(30℃~45℃),通过蒸馏即可从C5馏分中分离出双环戊二烯。
溶剂萃取蒸馏法(GPI法)的基本原理是利用溶剂对不同组分的溶解度不同,加入溶剂后,选择性地改变了C5馏分组分间的相对挥发度,再通过蒸馏达到分离目的。
已成功的分离技术有:⑴ 用二甲基甲酰胺(DMF)作溶剂的萃取蒸馏法(GPI法) 过程分两步:第一步用二甲基甲酰胺从C5馏分中抽提二烯烃,第二步从二烯烃中抽提乙炔和丙二烯。