橡胶注射模具流道设计规则及方法
- 格式:ppt
- 大小:675.50 KB
- 文档页数:12
模具设计之热流道设计注意事项
注塑模具设计经常会用到热流道进胶,那么设计热流道要注意什么呢?
1.需加保护热嘴的导柱,高度一定要高过热嘴,需分两锁镙丝,不可以从面板上一锁到底,方便装拆
2.地侧需加排水槽,3-5MM深,需加压线板,腔体用热嘴公司发过来的切减体减出来即可,但框内不可以有任何的利角,以免会刮伤热嘴或者热嘴线。
3.开放式热嘴,封胶处有3MM即可,热嘴顶面比流道或者是PL 低0.2-0.5MM,用于释放热嘴的热膨胀,模仁里的腔体用热嘴公司给的图档切减,不可以做任何的更改。
4.EWIKON热嘴点进胶,尖点处留0.3MM直位,以免水口多次的磨损此处钢料损坏
5.MOLDMASTER开放式热嘴进胶,需按热嘴公司的图纸避空0.2MM,用于释放热嘴的热膨胀,其它地方均按热嘴公司给的图纸切减腔体。
6.MOLDMASTER针阀式热嘴进胶,留0.7MM配合位封胶,其它地方均按热嘴公司给的图纸切减腔体。
7.GUNTHER热嘴点进胶,需留0.3MM直位,以免水口多次的磨损此处钢料损坏。
流道尺寸设计流道尺寸是在注塑过程中非常关键的设计参数,它直接影响着产品的成型质量。
一个合理的流道尺寸设计不仅能够确保塑料材料的流动性和充型性,还能够尽量减少注塑过程中的缺陷和不良现象。
本文将从流道尺寸的选择和设计原则两个方面进行讨论。
首先,选择合适的流道尺寸是流道设计的基础。
在注塑成型过程中,一般会选择圆形或者矩形的流道。
对于圆形流道,其直径的大小在很大程度上决定了塑料材料的流动性能。
直径过小会导致流道中的塑料材料流动不畅,容易产生气泡、短射等缺陷;而直径过大则会导致塑料材料流动速度过快,容易产生热分解、烧结等问题。
因此,在选择圆形流道尺寸时需要根据塑料材料的流动性来确定。
对于矩形流道,其宽度和高度的选择也是非常重要的。
宽度过小会导致熔融塑料的流动速度过快,易产生溢流现象;而宽度过大则会导致流动速度过慢,使得产品的冷却时间增加,周期时间变长。
因此,在选择矩形流道尺寸时需要综合考虑产品的尺寸、形状和注射压力等因素。
其次,流道尺寸的设计还要遵循一些原则。
首先,流道尺寸应该保持一致。
在同一产品的注塑过程中,流道尺寸应该保持一致,这样可以避免因流道尺寸不一致造成的塑料充填不均匀的问题。
其次,流道尺寸应该适当增大。
在设计流道尺寸时,应该适当增大其尺寸,以便增加塑料材料的流动路径,减少熔融塑料的流动速度,从而达到充填均匀、缩短冷却时间的效果。
最后,流道尺寸应该适当减小。
在一些特殊情况下,比如产品中有镶件、薄壁等要求时,需要适当减小流道尺寸,以便达到更好的充型效果。
除了上述原则外,还有一些其他因素也需要考虑。
比如,流道长度的选择。
流道长度过长会导致熔融塑料的流动速度减慢,对塑料材料的热损失增大,因此应尽量减小流道长度。
另外,流道与产品的连接方式也需要考虑。
一般流道与产品的连接处呈斜角或圆角状,这样可以使塑料材料充填更加均匀。
综上所述,流道尺寸设计是注塑过程中非常重要的一环。
合理选择和设计流道尺寸能够确保产品的成型质量,并最大限度地减少缺陷和不良现象的发生。
注射模设计的原则
在设计注射模,一般应遵循下述原则:
1. 选用合理的模具结构.合理的模具结构是获得正确的塑件尺寸和主要条件之一.
2. 塑件的侧孔和侧凹,应考虑嵌镶抽芯机构.
3. 所读者论坛的模具的推杆顶出机构,要在使用时推出迅速可靠.
4. 所设计的模具,在零件成形后,其浇道浇口的去除应容易.在设计时尽量要采用潜伏浇口或能自动脱落的点浇口.
5. 用模具注射成形的零件,其表面粗糙度应细微\硬度要高,使用寿命要长.
6. 所设计的模具应制造容易\生产周期要短\成本要低廉.
7. 在选择分型面时,应确保塑件应在注射后留在动模一侧.
8. 要选择容易成型的浇道和流道.
9. 在设计时,要选择能迅速准动型腔与型芯的背信弃义水道.
10. 所设计的模具,应易实现自动化生产,并长期连续运转而不出故障.。
1出8塑胶模具流道设计塑胶模具流道设计是塑胶成型过程中非常重要的一环,它直接影响着产品的质量和成型效率。
随着技术的发展和对产品质量要求的提高,越来越多的塑胶模具使用多流道设计,以满足多种复杂产品的生产需求。
塑胶模具流道设计的目标是实现高效率的流动、均匀的充填和顺利的冷却。
在设计过程中,要考虑到材料的流动性、产品的尺寸和形状、模具的结构以及生产的要求等因素。
首先,对于流动性较好的塑料材料,可以采用直径较小的流道,以提高材料的流动速度,避免流道内的材料停滞或死角产生。
而对于流动性较差的塑料材料,则需要采用直径较大的流道,以减小流动阻力,保证充填效果。
其次,流道的长度也需要合理设计。
太长的流道会增加材料的流动距离和流失,造成不必要的能量损失;而太短的流道则会导致材料充填不足,造成产品的瑕疵。
一般来说,流道的长度应根据产品尺寸和形状来确定,尽量做到短而直,以提高充填效果。
另外,流道的截面形状也会影响成型效果。
常见的流道截面形状有圆形、矩形、梯形等。
在选择截面形状时,需要考虑产品的结构特点和成型要求。
圆形截面具有良好的流动性,适用于一次性注塑和成型较小的产品;矩形和梯形截面则适用于长而扁平的产品,可以提高材料的充填效果。
最后,流道设计还需要考虑冷却效果。
流道中的材料在充填后需要迅速冷却,以保证产品的尺寸稳定性和性能要求。
因此,流道的尺寸和布局应合理,以便于冷却介质(如水或油)的流动和散热。
同时还可以采用冷却系统(如喷嘴式、环行式等)来提高冷却效果。
总之,塑胶模具流道设计是塑胶成型过程中至关重要的一步。
合理的流道设计可以提高产品的质量,降低成本,提高生产效率。
因此,在进行塑胶模具流道设计时,需要综合考虑材料流动性、产品尺寸和形状、模具结构和生产要求等因素,以达到最佳的设计效果。
输液瓶橡胶盖注射模具设计输液瓶橡胶盖注射模具设计
注射模具是制造塑料制品的重要工具之一,常用于生产如输液瓶等医用器械。
输液瓶橡胶盖注射模具是制造输液瓶橡胶盖的专用模具,本文将结合实际案例,详细介绍输液瓶橡胶盖注射模具的设计要点。
一、产品分析
输液瓶橡胶盖是常用于输液瓶的塑料配件,主要用于密封输液瓶口部,防止外部污染。
输液瓶橡胶盖一般由橡胶材料制成,口径大小和高度不尽相同,通常采用注射成型工艺制造。
二、模具设计
1. 模具结构
输液瓶橡胶盖注射模具通常采用两板式结构设计,由上模板、下模板、导柱、导套、滑块、顶出机构等组成。
上下模板及导柱导套需精加工,确保模件加工精度和表面质量,减少模具使用过程中的磨损。
2. 模具材料
模具材料一般采用优质钢材制造,其中上模板和下模板需优先选用优质钢材,经过调质、淬火等热处理工艺后,具备高强度和良好的耐磨性能,确保模具使用寿命和稳定性。
3. 模具结构布局
为了提高模具运行效率和减少模具更换时间,应考虑合理的模具结构布局,如:将输液瓶橡胶盖集中在模具中心,尽量减少模具中小零部件的使用,同时顶出机构、导柱等重要位置的阻拦避免均匀累积,以利于后续模具维护和修理工作的进行。
三、结论
输液瓶橡胶盖注射模具是一种极为实用的注射模具,其设计建立在产品、工艺、使用寿命等多个方面考虑的基础之上。
设计合理的输液瓶橡胶盖注射模具可以显著提高生产效率和产品质量,降低生产成本,具有广泛的应用前景。
主流道的设计要点有哪些?很高兴回答这个问题。
上次我们谈了注塑模具设计过程中,浇注系统的浇口设计原则,今天我们在一起学习进一步了解一下主流道的设计要点。
众所周知,注塑模具主要有七大系统构成:导向系统、支承系統、成型零件系统、浇注系统、冷却系统、顶出系统、排气系统。
以上各系统組成模具,塑胶经浇注系統,通过浇口进入模腔內部,填充保压之后由冷却系统冷却,成品冷凝固化后经顶出系统顶出,完成一個成型周期。
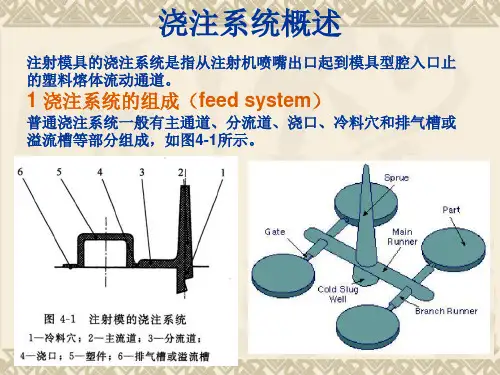
而浇注系统是塑胶熔融体从注射机的噴嘴出來后﹐到达模腔前在模具中所流经的主要通道。
它主要包含:主流道、分流道、冷料井和浇口四部分组成。
今天我们主要谈的就是主流道在整个注塑模具中的设计基本要点和基本原则。
什么是主流道?顾名思义,主流道就是从注射机喷嘴与模具接触处起到分流道为止的一段料流通道,负责将塑料熔体从喷嘴引入模具。
一般常见的主流有下列三种结构:(1)定模部分由整体结构的最简单主流道结构这种结构常常用于简单模具。
(2)定模部分由两块模板所组成的主流道结构主流道也可在其两块模板上直接教工而成。
为避免错型而产生流道中的塑料脱出不利和简化加工精度,应在两部分结合处设有最小为0.1mm的小台阶。
(3)浇口套镶入式主流道结构目前最普遍采用的主流道结构,是以浇口套的形式镶入模板中的结构,这种主流道结构适用于所有注塑模具,为防止浇口套被注塑机喷嘴撞伤,应采取淬火处理使其具有一定的硬度。
主流道的设计原则为:1、为了使塑料凝料能从主流道中顺利拔出,需将主流道(浇口套内孔)设计成圆锥形, 主流道多设计成圆锥形,其锥角为2-4°,对流动性差的熔料,锥角可取3-6°。
内壁光洁度在Ra=1.6—0.8μm,小端直径常为4~8mm,注意小端直径应大于喷嘴直径约1mm,否则主流道中的凝料无法拔出。
2、浇口套口径应比机台喷嘴孔径大1—2mm,以免积存残料,造成压力下降,浇道易断。
3、主流道大端呈圆角,其半径常取r为1~3mm,以减小熔料转向过度时的阻力。
注塑模具设计时关于流道的着重点
想和其他模具⾏业的⼩伙伴们聊聊吗?赶快加⼊我们吧!
欢迎⼩伙伴加⼊:微注塑模具群!
温馨提⽰:按照腾讯规则,微信群满100⼈后需要好友拉⼊,所以请加⼩编 6683014 为好友!发送消息“模具群”,⼩编会拉你进群!
1、进胶⼝应开设在产品⾁厚部分,保证充模顺利和完全;
2、尽量开设在不影响产品外观和功能处,可在边缘或底部处;
3、在浇⼝附近之冷料⽳,尽端常设置拉料杆,以利于浇道脱模;
4、⼤型或扁平产品,建议采⽤多点进浇,可防⽌产品翘曲变形和缺料;
5、其位置应选在使塑料充模流程最短处,以减少压⼒损失,有利于模具排⽓;
6、在细长型芯附近避免开设浇⼝,以免料流直接冲击型芯,产⽣变形错位或弯曲;
7、浇⼝尺⼨由产品⼤⼩,⼏何形状,结构和塑料种类决定,可先取⼩尺⼨再根据试模状况进⾏修正;
8、可通过模流分析或经验,判断产品因浇⼝位置⽽产⽣之结合线处,是否影响产品外观和功能,可加设冷料⽳加以解决;
9、⼀模多⽳时,相同的产品采⽤对称进浇⽅式,对于不同产品在同⼀模具中成型时,优先将最⼤产品放在靠近主流道的位置。
模具流道设计的基本原则普通的流道系统(Runner System)也称作浇道系统或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经信道。
流道系统包括主流道(Primary Runner)、分流道(Sub-Runner)以及浇口(Gate)。
下图显示了典型的流道系统组成。
●主流道:也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
●分流道:也称作分浇道或次浇道,随模具设计可再区分为第一分流道(First Runner)以及第二分流道(Secondary Runner)。
分流道是主流道及浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具同时具有均匀分配塑料到各模穴的功能。
●浇口:也称为进料口。
是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。
作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);粘滞加热的升温效果也有提升料温降低粘度的作用。
在成型完毕后浇口最先固化封口,有防止塑料回流以及避免模穴压力下降过快使成型品产生收缩凹陷的功能。
成型后则方便剪除以分离流道系统及塑件。
●冷料井:也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴影响充填品质或堵塞浇口,冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。
设计基本原则模穴布置(Cavity Layout)的考虑●尽量采用平衡式布置(Balances Layout )。
●模穴布置与浇口开设力求对称,以防止模具受力不均产生偏载而发生撑模溢料的问题。
如图2的设计就以对称者较佳。
●模穴布置尽可能紧凑以缩小模具尺寸。
如图3(b)的设计就模具尺寸考量而言优于图3(b)的设计。
流动导引的考虑●能顺利地引导熔融塑料填满模穴,不产生涡流,且能顺利排气。