工艺定位误差的分析与计算
- 格式:ppt
- 大小:2.50 MB
- 文档页数:48
定位误差分析计算综合实例定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案可否确信的重要依据。
为了把握定位误差计算的相关知识,本末节将给出一些计算实例,抛砖引玉,以使学习者取得触类旁通、融会贯通的学习成效。
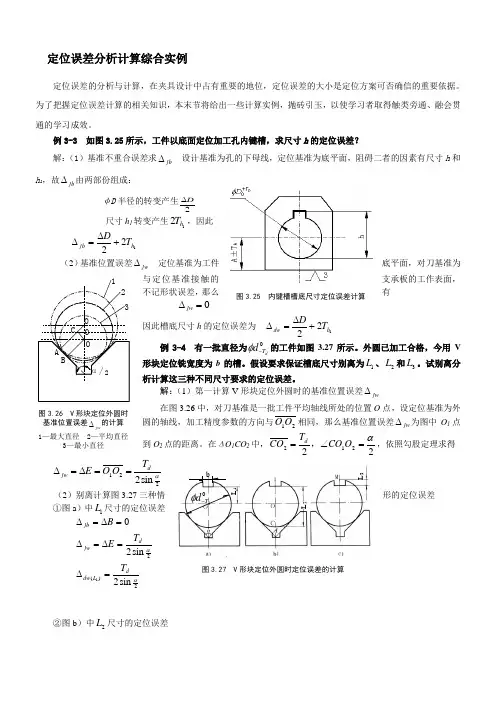
例3-3 如图3.25所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差?解:(1)基准不重合误差求jb ∆ 设计基准为孔的下母线,定位基准为底平面,阻碍二者的因素有尺寸h 和h 1,故jb ∆由两部份组成:φD 半径的转变产生2D ∆尺寸h 1转变产生12h T ,因此122h jb T D+∆=∆ 底平面,对刀基准为(2)基准位置误差jw ∆ 定位基准为工件与定位基准接触的支承板的工作表面,不记形状误差,那么有0=∆jw因此槽底尺寸h 的定位误差为 122h dw T D+∆=∆ 例3-4 有一批直径为0d T d -φ的工件如图3.27所示。
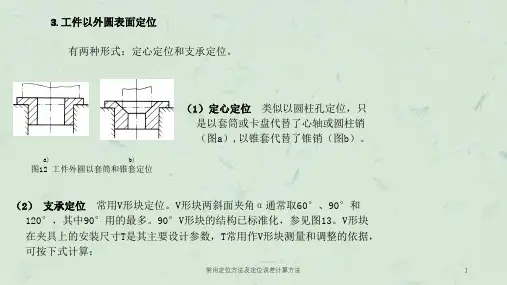
外圆已加工合格,今用V形块定位铣宽度为b 的槽。
假设要求保证槽底尺寸别离为1L 、2L 和3L 。
试别离分析计算这三种不同尺寸要求的定位误差。
解:(1)第一计算V 形块定位外圆时的基准位置误差jw ∆在图3.26中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,那么基准位置误差jw ∆为图中O 1点到O 2点的距离。
在ΔO 1CO 2中,22212α=∠=O CO T CO d ,,依照勾股定理求得 221sin 2αd jw T O O E ==∆=∆(2)别离计算图3.27三种情形的定位误差①图a )中1L 尺寸的定位误差2)(2sin 2sin 201ααd L dw djw jb T T E B =∆=∆=∆=∆=∆②图b )中2L 尺寸的定位误差L 2L 3L 10dTd -φ b图3.27 V 形块定位外圆时定位误差的计算图3.25 内键槽槽底尺寸定位误差计算图3.26 V 形块定位外圆时基准位置误差jw ∆的计算1—最大直径 2—平均直径3—最小直径BA α/ 21 C 32 O OO2sin 22αd jw d jb T E T B =∆=∆=∆=∆需要说明的是2L 尺寸定位误差dw ∆的合成问题。

P.157(题3-3)习题(定位误差分析计算)解答:答:本工序铣槽要保证两个加工精度:尺寸014.054-和对称度不大于0.03。
1、采用第一种定位方案(见b 图)时,(1)对于尺寸014.054-的定位误差: )047.0(314.0021.0145sin 121.012sin 12=≤≈⎪⎭⎫ ⎝⎛-︒=⎪⎪⎪⎪⎭⎫ ⎝⎛-=∆-∆=∆αd JB JW DW T 所以能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差:000=+=∆+∆=∆JW JB DW(注:由于V 形块对工件外圆定位时,其定位基准就是过外圆中心的垂直线,即垂直方向的直径,所以定位基准与对称度的设计基准重合,0=∆JB ;又由于V 形块具有自动对中作用,外圆的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
) 所以能保证对称度的加工精度要求。
由此可见,第一种定位方案能同时保证上述两个加工精度要求。
2、采用第二种定位方案(见c 图)时,因定位销轴水平放置,属于单边固定接触。
(1)对于尺寸014.054-的定位误差: )(047.0314.0085.0)202.003.0()21.0202.0(=≥=+++=∆+∆=∆JW JB DW (注:由于用销轴对工件内孔进行定位,定位基准是工件内孔的中心,而设计基准是工件外圆的下母线,所以基准不重合,另外要注意到根据题目的提示:内孔与外圆还存在着同轴度公差,同轴度公差是指任意直径方向上,所以基准不重合误差既要考虑到工件外圆半径公差,还要考虑到同轴度公差在半径方向上所产生的最大偏差)所以不能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差: )(01.0303.002.0002.0=≥=+=∆+∆=∆JW JB DW (注:由于销轴对工件内孔定位时,其定位基准就是内孔中心,而对称度的设计基准是外圆的中心,即垂直方向的直径,当外圆的中心与内孔的中心在水平方向上产生最大的同轴度误差时,定位基准与对称度的设计基准不重合,02.0=∆JB ;又由于水平放置的销轴也具有自动对中作用,内孔的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。

定位误差的计算
定位误差是指测量结果与实际位置之间的差异。
在定位技术中,由于信号传输和接收的影响等原因,定位误差是不可避免的。
因此,准确计算定位误差对于评估定位系统的性能至关重要。
定位误差的计算通常需要考虑测量过程中的各种误差因素,包括仪器误差、信号传输误差、环境因素等。
定位误差的计算方法一般分为两种:绝对误差和相对误差。
绝对误差是指测量结果与真实位置之间的差值,通常用公式计算:绝对误差= 测量值-真实值。
例如,在GPS定位中,测量结果可能与实际位置相差10米,这时候绝对误差就是10米。
相对误差是指定位误差与测量结果的比率,通常用百分比表示。
相对误差越小,表示定位精度越高。
相对误差的计算公式为:相对误差= 定位误差/ 测量结果。
例如,在GPS定位中,如果测量结果为100米,实际位置与测量结果相差10米,那么相对误差就是10%(10/100)。
在实际应用中,定位误差的计算通常需要考虑多个因素,如定位系统的精度、环境因素、使用方法等。
因此,对于定位误差的计算需要根据具体情况进行分析和处理,以保证结果的准确性和可靠性。
DW ∆表示定位误差JW ∆表示基准位置误差JB ∆表示基准不重和误差定位误差分析方法步骤1建立坐标系分成x 和y 、z 方向,分析所求尺寸定位误差所在方向。
步骤2分别求基准位置误差和基准不重和误差。
基准位置误差有两方面的误差:1工件的定位表面误差2夹具的定位元件制造误差。
基准不重和误差(基准不同所造成的误差)。
步骤3把所求误差分别投影在x 和y 方向(一般只有两个方向)可求出所求尺寸定位误差。
例题1、已知d1=Φ2500210-.,d2=Φ4000250-.,两外圆同轴度Φ0.02,V 型块夹角α=90°,试计算:分析:1、建立坐标系x 和y ,铣键槽的尺寸的定位误差在y 方向上。
2、分析基准位置误差:(1)工件的定位表面误差∆jw =2sin21αd ∆=45sin 2021.0⨯≈0.015所在方向为y 方向,x 方向可不求(同学们自己思考为什么不求)。
(2)夹具的定位元件制造误差(本题无误差)。
3、基准不重和误差:∆jb =0.025+0.02=0.045方向为y 方向上,有两部分组成,0.025为d2造成形状误差,0.02为位置误差。
(1)铣键槽时的定位误差。
(2)若键槽深度要求A=34.8-0170.,此定位方案可行否?解:(1)∆jb =0.025+0.02=0.045∆jw =2sin21αd ∆= 45sin 2021.0⨯≈0.015∆dw =∆jb +∆jw =0.045+0.015=0.060(2)3工∆=3170.〈∆dw =0.06故不能满足加工要求,此方案不可行.2、如下图所示零件的定位方案,求铣A 、B 两平面时L1、L2、L3、L4的定位误差δL1、δL2、δL3、δL4?解:TD jb jy jb L 2101=+∆=∆+∆=δ2=∆+∆=jy jb L δTDTD jy jb L =+=∆+∆=03δ4=∆+∆=jy jb L δ3、某一发动机为了满足其工作性能的需要,活塞销与连杆小头孔的配合允许最大间隙为0.0055mm ,最小间隙为0.0005mm ,按此配合要求,则活塞销的外径尺寸将为Φ250012500100--..,连杆小头孔的孔径尺寸为Φ250009500070--..,这样高的精度,目前虽可达到,但生产率低,且不经济,故将公差放大4倍,采用分组装配以达到其要求,试求各组的公差及其偏差分布。
机械制造装备定位误差计算在机械制造领域中,定位误差是一个重要的指标,它反映了加工装备的定位精度和稳定性。
定位误差是指实际位置与目标位置之间的差异。
在机械加工中,定位误差直接影响产品的尺寸精度和质量。
因此,准确计算定位误差对于提高加工装备的精度和质量至关重要。
定位误差的计算方法主要有以下几种:1.基本误差计算方法:基本误差是指加工装备在一次定位中发生的实际偏移量与理论偏移量之间的差异。
基本误差可以通过测量实际位置与目标位置的差异来计算。
通常,采用光学测量仪器或激光干涉仪等精密测量设备进行实验测量,然后根据测量结果计算出基本误差。
2.累积误差计算方法:累积误差是指加工装备在多次定位中发生的实际偏移量与理论偏移量之间的差异的累积效果。
累积误差可以通过在多次定位中进行实际测量来获取每次定位的误差,并进行加总计算得到。
3.随机误差计算方法:随机误差是指由于各种因素引起的加工装备在定位过程中的不确定性。
随机误差通常采用统计学方法进行分析和计算,可以采用标准差、方差、正态分布等指标来描述。
4.系统误差计算方法:系统误差是指由于加工装备本身的结构特点、机械传动系统、控制系统等因素引起的定位误差。
系统误差通常需要通过理论分析和实验测试的方法进行计算和分析。
在实际应用中,定位误差计算通常是一个复杂的过程,需要综合考虑多种因素。
首先,需要对加工装备的结构特点、传动系统、控制系统等进行详细的分析和理解。
在分析的基础上,可以选择合适的测量仪器和方法进行实验测量。
最后,根据测量数据进行计算和分析,得出定位误差的具体数值和分布情况。
通过定位误差的计算和分析,可以得到加工装备的定位精度和稳定性情况,并为改进设计、加工工艺和控制系统提供依据。
定位误差的减小对于提高产品的尺寸精度和质量具有重要的意义,因此,定位误差的计算和分析是机械制造领域中的一个重要研究方向。
常见定位方式定位误差的计算定位误差是指实际定位结果与真实位置之间的偏差。
常见的定位方式包括全球定位系统(GPS)、移动通信系统(如基站定位)、无线传感器网络、惯性测量单元等。
下面我将对其中几种常见的定位方式的定位误差计算进行介绍。
1.GPS定位误差计算:GPS是一种基于卫星信号的定位系统,它通过接收来自卫星的信号来测量和计算位置。
GPS定位误差的计算主要涉及到以下几个方面:-接收机定位误差:GPS接收机的性能和质量也会影响定位的精度。
定位误差可以通过接收机的接收灵敏度、信噪比和多路径效应等因素来计算。
-卫星时钟误差:GPS中的卫星时钟误差会对定位结果产生影响。
在定位的过程中,需要校正卫星的时钟误差,以提高定位的精度。
-接收机钟差:GPS接收机的内部时钟精度也会对定位结果产生影响。
为了减小时钟误差带来的影响,可以采用差分GPS的方法来校正时钟误差。
-多路径效应:在GPS信号的传输过程中,会经历多次反射和散射,导致接收机接收到多个不同路径上的信号。
这些多路径效应会对定位结果产生误差。
可以通过衡量同一卫星的信号在空间中的多路径效应来计算定位误差。
2.基站定位误差计算:基站定位是一种利用移动通信系统中的基站设备对移动终端进行定位的方式。
基站定位误差的计算主要涉及到以下几个方面:-平均距离误差(RTK错误):基站定位中常常使用差分定位技术,通过测量基站与移动终端之间的距离差,来对移动终端的位置进行计算。
平均距离误差是指多次测量的距离平均误差,可以通过对多组测量数据进行统计来计算。
3.无线传感器网络定位误差计算:无线传感器网络是由分布式传感节点组成的网络系统,用于采集和传输环境信息。
无线传感器网络定位误差的计算主要涉及到以下几个方面:-距离估计误差:无线传感器网络中的节点之间通常通过测量信号强度来估计节点之间的距离。
距离估计误差是指估计值与真实值之间的偏差,可以通过多组测量数据的均值和方差来计算。
-锚定节点误差:无线传感器网络中通常会设置一些已知位置的锚定节点,用于提供参考位置。
定位误差分析计算 1、工件以平面定位(1)如图所示工件图样,底面已经加工完成,以工件底面定位铣加工台阶面,保证尺寸20±0.15,其定位误差是多少?该种定位方法是否满足工序的要求?工序分析工序内容:铣平面工序要求:20±0.15(T=0.3) 工序基准:顶面 定位基准:底面基准不重合误差:△B=0.14×2=0.28(两基准间尺寸公差在加工尺寸方向上的投影) 基准位移误差:△W=0(精基准平面定位,基准位移误差可以不考虑) 定位误差:△D=△B+△W=0.28(工序基准不在定位基面上△D=△B+△W )定位质量评定:△D=0.28>(T/3=0.1) 不满足工序要求 解决办法:(1)定位方案不变,提高定位尺寸的精度,以减少△D 的数值;(2)改变定位方案。
(2)如图所示箱体类工件图样,底面和中间通孔已经加工完成,以工件底面定位铣加工平面,保证尺寸28±0.1,其定位误差是多少?该种定位方法是否满足工序的要求?工序分析工序内容:铣平面工序要求:28±0.1(T=0.2) 工序基准:孔轴线 定位基准:底面基准不重合误差:△B=0.1×2×cos45°=0.1414 (两基准间尺寸公差在加工尺寸方向上的投影) 基准位移误差:△W=0(精基准平面定位,基准位移误差可以不考虑) 定位误差:△D=△B+△W=0.1414(工序基准不在定位基面上△D=△B+△W )定位质量评定:△D=0.1414>(T/3=0.0667) 不满足工序要求 解决办法:(1)定位方案不变,提高定位尺寸的精度,以减少△D 的数值;(2)改变定位方案。
(3)下图所示工件,A 、B 面已由前道工序加工完成。
本铣槽工序要求确保尺寸50±0.05mm ,宽度30±0.042mm 由铣刀尺寸保证,试检验本方案的定位精度是否满足加工要求。
若不能满足加工要求,可采用什么方案定位?工序分析工序内容:铣槽工序要求:50±0.05mm (T=0.1mm) 工序基准:B 面 定位基准:左端面 基准不重合误差:△B=0.065×2+0.055×2=0.24mm (两基准间尺寸公差在加工尺寸方向上的投影) 基准位移误差:△W=0(精基准平面定位,基准位移误差可以不考虑) 定位误差:△D=△B+△W=0.24mm(工序基准不在定位基面上△D=△B+△W )定位质量评定:△D=0.24>(T/3=0.033) 不满足工序要求(4)如下图所示,工件镗孔加工图样,孔1和孔2均已加工完成,以工件底面A 为基准镗削孔3,要求保证尺寸(15±0.055)mm ,试检验f 该方案的定位精度。