定位误差的分析与计算 PPT
- 格式:ppt
- 大小:1.54 MB
- 文档页数:27


定位误差分析与计算一、基本概念定位误差分析是针对某一个工序的工序尺寸而言的,只要该工序尺寸不因定位而产生误差,那么就认为该工序尺寸的定位误差是零。
至于该工序尺寸在加工过程中产生的误差,则不属于定位误差的研究范畴。
所以,不应将定位误差与加工过程误差以及其它误差混为一谈。
1.定位误差△D(△dw):工件在夹具上(或机床上)定位不准确而引起的加工误差称之为定位误差。
其大小等于按调整法加工一批工件而定位时工序尺寸的最大变动量。
定位误差来源于两个方面:基准不重合误差和基准位移误差。
2.基准不重合误差△B(△jb):因工序基准与定位基准不重合(原因),用调整法加工一批工件时(条件),引起工序基准相对定位基准在工序尺寸方向上的最大变动量 (结果),称为基准不重合误差。
若把工序基准与定位基准之间的联系尺寸(基本尺寸)称之为“定位尺寸”,则△B就是定位尺寸的公差在工序尺寸方向上的投影(或者说定位尺寸的最大变动量在工序尺寸方向上的投影)。
注意:基准不重合误差中的工序基准和定位基准都是针对工件而言的,与定位元件无关;3.基准位移误差△Y(△db):因定位副制造不准确(原因),用调整法加工一批工件时(条件),引起工序基准在工序尺寸方向上的最大变动量(结果),称为基准位移误差。
(或者说工序基准位置的最大变动量在工序尺寸方向上的投影)。
基准位移误差可以划分为两类:工件定位表面制造不准确引起的基准位移误差和夹具定位元件表面制造不准确引起的基准位移误差。
注意:在基准位移误差计算中,工序基准的变动是因为定位基准的变动而引起的。
所以有学者认为:基准位移误差是指定位基准在工序尺寸方向上的最大变动量。
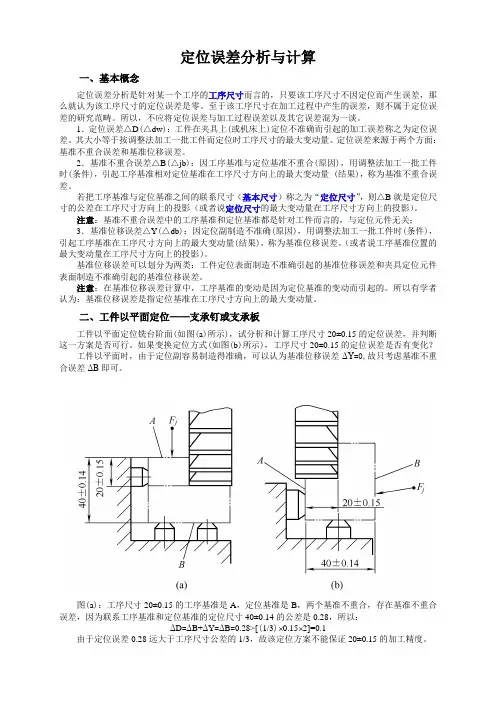
二、工件以平面定位——支承钉或支承板工件以平面定位铣台阶面(如图(a)所示),试分析和计算工序尺寸20±0.15的定位误差,并判断这一方案是否可行。
如果变换定位方式(如图(b)所示),工序尺寸20±0.15的定位误差是否有变化?工件以平面时,由于定位副容易制造得准确,可以认为基准位移误差ΔY=0,故只考虑基准不重合误差ΔB即可。