定位误差计算
- 格式:ppt
- 大小:414.50 KB
- 文档页数:31

定位误差的分析与计算一、定位误差的概念和原因定位误差是指定位系统测量结果与真实位置之间的差异或偏差。
在现代生活中,定位系统广泛应用于导航系统、无人驾驶、无人飞行器等领域,而定位误差对于系统的准确性和可靠性至关重要。
1.信号传播误差:这是由于信号在传播过程中受到大气中的影响,如电离层、大气湿度等所产生的误差。
这种误差对于GPS系统尤为明显,导致多径效应、钟差误差等。
2.接收机误差:接收机的硬件和软件系统可能存在不同程度的误差。
硬件方面,接收机的时钟精度、天线阻抗匹配等问题都可能导致定位误差。
软件方面,接收机的算法、数据处理等也可能引入误差。
3.观测误差:观测误差是指由于测量设备的精度或不完善性所导致的误差。
例如,测量设备的精度限制了对信号强度、TOA(Time of Arrival)等参数的准确测量。
4.环境因素:环境因素也是定位误差产生的原因之一、比如,建筑物、树木、走廊等物体会对信号传播产生阻碍和衍射,从而影响接收机的测量结果。
5.多径效应:多径效应是指信号传播过程中,信号除了直射到达接收机外,还经历了反射,导致信号的多个传播路径同时到达接收机。
多径效应会产生明显的信号干扰和测量误差。
二、定位误差的计算方法1.位置误差计算:位置误差是指实际测量位置与真实位置之间的距离差异。
一种常见的计算方法是通过比较GPS测量点与参考点之间的差异来计算位置误差。
通过收集多个测量点的数据,可以使用最小二乘法进行曲线拟合,从而计算出测量点与真实位置之间的距离差异。
2.时间误差计算:时间误差是指实际测量时间与真实时间之间的差异。
在GPS系统中,时间误差主要由于卫星钟的钟差所引起。
通过GPS接收机接收到的卫星信号的时间戳和GPS接收机内部的时间戳之间的差异,可以计算出时间误差。
4.误差修正算法:为了减小定位误差,可以使用一些误差修正算法来对测量结果进行修正。
一种常见的方法是差分GPS技术,通过使用两个或多个接收机接收同一卫星信号,对测量结果进行差分处理,从而减小定位误差。
华北航天工业学院教案教研室:机制工艺授课教师:陈明第十章机床夹具的设计原理第三节定位误差的分析与计算一批工件逐个在夹具上定位时,各个工件在夹具上所占据的位置不可能完全一致,以致使加工后各工件的加工尺寸存在误差,这种因工件定位而产生的工序基准在工序尺寸上的最大变动量,称为定位误差,用∆D表示。
一、定位误差的组成1.基准不重合误差如前所述,当定位基准与设计基准不重合时便产生基准不重合误差。
因此选择定位基准时应尽量与设计基准相重合。
当被加工工件的工艺过程确定以后,各工序的工序尺寸也就随之而定,此时在工艺文件上,设计基准便转化为工序基准。
设计夹具时,应当使定位基准与工序基准重合。
当定位基准与工序基准不重合时,也将产生基准不重合误差,其大小对于定位基准与工序基准之间尺寸的公差,用∆B表示。
工序基准与定位基准之间的尺寸就称为定位尺寸。
2.基准位移误差工件在夹具中定位时,由于工件定位基面与夹具上定位元件限位基面的制造公差和最小配合间隙的影响,从而使各个工件的位置不一致,给加工尺寸造成误差,这个误差称为基准位移误差,用∆Y表示。
基准位移误差的大小对应于因工件内孔轴线与心轴轴线不重合所造成的工序尺寸最大变动量。
当定位基准的变动方向与工序尺寸的方向相同时,基准位移误差等于定位基准的变动范围,即∆Y = ∆i当定位基准的变动方向与工序尺寸的方向不同时,基准位移误差等于定位基准的变动范围在加工尺寸方向上的投影,即∆Y = ∆i cos a二、各种定位方式下定位误差的计算1.定位误差的计算方法如上所述,定位误差由基准不重合误差与基准位移误差两项组合而成。
计算时,先分别算出∆B和∆Y,然后将两者组合而成∆D。
组合方法为:如果工序基准不在定位基面上:∆D =∆Y + ∆B如果工序基准在定位基面上:∆D = ∆Y±∆B式中“+”、“-”号的确定方法如下:1)1)分析定位基面直径由小变大(或由大变小)时,定位基准的变动方向。
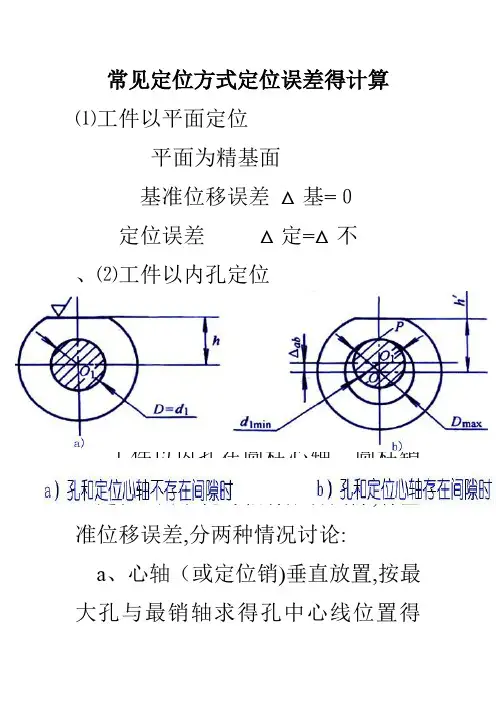
常见定位方式定位误差得计算⑴工件以平面定位平面为精基面基准位移误差△基=0定位误差△定=△不、⑵工件以内孔定位①工件孔与定位心轴(或销)采用间隙配合得定位误差计算△定= △不+ △基工件以内孔在圆柱心轴、圆柱销上定位。
由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论:a、心轴(或定位销)垂直放置,按最大孔与最销轴求得孔中心线位置得变动量为:△基= δD+ δd+△min = △max =孔Dmax-轴dmin (最大间隙)b、心轴(或定位销)水平放置,孔中心线得最大变动量(在铅垂方向上)即为△定△基=OO'=1/2(δD+δd+△mi n)=△max/2或△基=(Dmax/2)-(dmin /2)=△max/2= (孔直径公差+轴直径公差) / 2②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时得定位误差此时,由于工件孔与心轴(销)为过盈配合,所以△基=0。
对H1尺寸:工序基准与定位基准重合,均为中心O,所以△不=0对H2尺寸:△不=δd/2⑶工件以外圆表面定位A、工件以外圆表面在V型块上定位由于V型块在水平方向有对中作用。
基准位移误差△基=0B.工件以外圆表面在定位套上定位定位误差得计算与工件以内孔在圆柱心轴、圆柱销上定位误差得计算相同。
⑷工件与"一面两孔"定位时得定位误差①“1”孔中心线在X,Y方向得最大位移为:△定(1x)=△定(1y)=δD1+δd 1+△1min=△1max(孔与销得最大间隙)②“2”孔中心线在X,Y方向得最大位移分别为:△定(2x)=△定(1x)+2δLd(两孔中心距公差)△定(2y)=δD2+δd2+△2min=△2max③两孔中心连线对两销中心连线得最大转角误差:△定(α)=2α=2tan-1[(△1max+△2max)/2L](其中L为两孔中心距)以上定位误差都属于基准位置误差,因为△不=0。
需要指出得就是定位误差一般总就是针对批量生产,并采用调整法加工得情况而言。

定位误差分析计算所谓定位误差,是指由于工件定位造成的加工面相对工序基准的位置误差。
因为对一批工件来说,刀具经调整后位置是不动的,即被加工表面的位置相对于定位基准是不变的,所以定位误差就是工序基准在加工尺寸方向上的最大变动量。
㈠引言①△总≤δ其中△总为多种原因产生的误差总和,δ是工件被加工尺寸的公差,△总包括夹具在机床上的装夹误差,工件在夹具中的定位误差和夹紧误差,机床调整误差,工艺系统的弹性变形和热变形误差,机床和刀具的制造误差及磨损误差等。
②△定+ω≤δ 其中,ω除定位误差外,其他因素引起的误差总和,可按加工经济精度查表确定。
所以由①和②知道:△定≤δ-ω(是验算加工工件合格与否的公式)或者:△定≤1/3δ(也是验算加工工件合格与否的公式)㈡定位误差的组成1、定义:定位误差是工件在夹具中定位,由于定位不准造成的加工面相对于工序基准沿加工要求方向上的最大位置变动量。
2、定位误差的组成:1) 定位基准与工序基准不一致所引起的定位误差,称基准不重合误差,即工序基准相对定位基准在加工尺寸方向上的最大变动量,以△不表示。
图示零件,设e面已加工好,今在铣床上用调整法加工f面和g面。
在加工f面时若选e面为定位基准,则f面的设计基准和定位基准都是e面,基准重合,没有基准不重合误差,尺寸A的制造公差为TA。
加工g 面时,定位基准有两种不同的选择方案,一种方案(方案Ⅰ)加工时选用f面作为定位基准,定位基准与设计基准重合,没有基准不重合误差,尺寸B的制造公差为TB;但这种定位方式的夹具结构复杂,夹紧力的作用方向与铣削力方向相反,不够合理,操作也不方便。
另一种方案(方案Ⅱ)是选用e面作为定位基准来加工g面,此时,工序尺寸C是直接得到的,尺寸B是间接得到的,由于定位基准e与设计基准f不重合而给g面加工带来的基准不重合误差等于设计基准f面相对于定位基准e面在尺寸B方向上的最大变动量TA。
定位基准与设计基准不重合时所产生的基准不重合误差,只有在采用调整法加工时才会产生,在试切法加工中不会产生。
定位误差的计算方法:(1)合成法为基准不重合误差和基准位移误差之和; (2)极限位置法工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。
注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。
例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。
T D 为工件定位外圆的公差;α为V 型块夹角。
1. 工序基准为圆柱体的中心线。
表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点O '和点O ''。
因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:OE O E H H O O 11DH1''-'='-''='''=ε O A E Rt 1''∆中: max 1D 21A O ='' 2sin A O O E 1α''='O A E Rt 1''''∆中:min 1D 21A O ='''' 2sin A O O E 1α''''=''2sin 2T 2sin 2T 2sin A O A O O E O E D D11DH1α=α=α''''-''=''-'=ε2. 工序基准为圆柱体的下母线:工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。
定位误差分析计算 1、工件以平面定位(1)如图所示工件图样,底面已经加工完成,以工件底面定位铣加工台阶面,保证尺寸20±0.15,其定位误差是多少?该种定位方法是否满足工序的要求?工序分析工序内容:铣平面工序要求:20±0.15(T=0.3) 工序基准:顶面 定位基准:底面基准不重合误差:△B=0.14×2=0.28(两基准间尺寸公差在加工尺寸方向上的投影) 基准位移误差:△W=0(精基准平面定位,基准位移误差可以不考虑) 定位误差:△D=△B+△W=0.28(工序基准不在定位基面上△D=△B+△W )定位质量评定:△D=0.28>(T/3=0.1) 不满足工序要求 解决办法:(1)定位方案不变,提高定位尺寸的精度,以减少△D 的数值;(2)改变定位方案。
(2)如图所示箱体类工件图样,底面和中间通孔已经加工完成,以工件底面定位铣加工平面,保证尺寸28±0.1,其定位误差是多少?该种定位方法是否满足工序的要求?工序分析工序内容:铣平面工序要求:28±0.1(T=0.2) 工序基准:孔轴线 定位基准:底面基准不重合误差:△B=0.1×2×cos45°=0.1414 (两基准间尺寸公差在加工尺寸方向上的投影) 基准位移误差:△W=0(精基准平面定位,基准位移误差可以不考虑) 定位误差:△D=△B+△W=0.1414(工序基准不在定位基面上△D=△B+△W )定位质量评定:△D=0.1414>(T/3=0.0667) 不满足工序要求 解决办法:(1)定位方案不变,提高定位尺寸的精度,以减少△D 的数值;(2)改变定位方案。
(3)下图所示工件,A 、B 面已由前道工序加工完成。
本铣槽工序要求确保尺寸50±0.05mm ,宽度30±0.042mm 由铣刀尺寸保证,试检验本方案的定位精度是否满足加工要求。
若不能满足加工要求,可采用什么方案定位?工序分析工序内容:铣槽工序要求:50±0.05mm (T=0.1mm) 工序基准:B 面 定位基准:左端面 基准不重合误差:△B=0.065×2+0.055×2=0.24mm (两基准间尺寸公差在加工尺寸方向上的投影) 基准位移误差:△W=0(精基准平面定位,基准位移误差可以不考虑) 定位误差:△D=△B+△W=0.24mm(工序基准不在定位基面上△D=△B+△W )定位质量评定:△D=0.24>(T/3=0.033) 不满足工序要求(4)如下图所示,工件镗孔加工图样,孔1和孔2均已加工完成,以工件底面A 为基准镗削孔3,要求保证尺寸(15±0.055)mm ,试检验f 该方案的定位精度。
定位误差专题一、工件以外圆Φd Td -0在V 型铁上定位,求尺寸L 的定位误差。
解:h jb δ2=∆45222Sin Td SinTd jw ==∆α则:)71.0(24522)(Td Th Sin Tdh L dw +=+=∆ δ二、已知d1=Φ2500210-.,d2=Φ4000250-.,两外圆同轴度Φ0.02,V 型块夹角α=90°,试计算: (1)铣键槽时的定位误差。
(2)若键槽深度要求A=34.8-0170.,此定位方案可行否?解:(1)∆jb =0.025+0.02=0.045∆jw =2sin21αd ∆= 45sin 2021.0⨯≈0.015∆dw =∆jb +∆jw =0.045+0.015=0.060(2)3工∆=3170.〈∆dw =0.06故不能满足加工要求,此方案不可行。
三、如图a所示一批零件,外圆已加工合格,今设计钻模加工2-Φ8孔。
除保证图a所示中心距要求外,还要求两孔连心线通过外圆中心,偏移量不得大于0.08。
试分别分析图b和图c两种定位方案的定位误差对各项精度的影响(1是钻模板,2是V 形块)。
解:中心距要求是由钻模板1的制造保证的,与工件定位无关。
两孔连心线通过外圆中心(偏移量不大于0.08)与工件定位有关,对图b:0=∆dw ;对图c:2sin2αd dw ∆=∆;为此应选用图b 的方案。
四、 某圆盘形工件外圆尺寸为Φ80-0150.;按尺寸30±0.07铣出一平面,然后用如图所示定位元件定位加工一孔Φ2000045+.;试计算孔加工后由于定位所产生的与外圆的最大同轴度误差。
解:jy jb dw ∆+∆=∆ 2465.0045sin 215.04514.0=+︒+︒⨯=tg五、(10分)如图所示零件已加工好Φ100005+.,40003+.,α=45°,求尺寸L 的定位误差。
解:由40引起的定位误差:3.0453.01=︒=∆tg L 由100引起的定位误差:3535.045sin 125.02=⨯=∆LL 的定位误差为:ΔL =ΔL 1+ΔL 2=0.3+0.3535=0.6535(mm)六、如图所示,加工刨刀架拖板燕尾槽工序,需保证尺寸A ±ΔA 。