pfmea类别
- 格式:docx
- 大小:11.13 KB
- 文档页数:1

管理程序知识20PFMEA讲解1.0目的本程序规定了FMEA的应用对象及使用时机,规定了FMEA的执行职责和工作流程。
以加强新产品的导入环节,质量控制规划的切实、预防性、指导性。
2.0适用范围2.1 汽车件产品2.2 其他客户要求提交PFMEA的产品2.3 凯乐认为有必要做PFMEA的产品3.0定义3.1 PFMEA﹍过程失效模式和后果分析;3.2 S﹍严重度3.3 0﹍频度3.4 D﹍(不易)探测度3.5 RPN﹍风险顺序数4.0职责4.1市场部负责收集,提供FMEA所需的产品功能,使用环境、条件等信息。
4.2制造部/工程部负责对产品加工环节的可能故障进行分析,并确定预防措施,及量产后FMEA的维护。
4.3品质部负责对可能故障确定故障检测方法,评判检知度。
4.4 APQP小组负责统筹初期信息绘制FMEA表,并将FMEA结果纳入PMP控制计划。
5.0工作流程5.1新产品纳入时,市场部需提供以下数据:5.1.1产品加工图面、材质;5.1.2产品使用实例或使用说明;(例:封胶位置、折弯为止、焊锡位置等),以能清楚表达从产品各功能单位与工作间的相互关系为准。
5.1.3产品使用环境、条件(是否长期存储?是否海运?是否回流焊接?是否使用助剂、使用方向等?),所有有关系统约束条件。
5.1.4产品及其功能的最低要求,(定性或定量),包括客户特殊特性的要求,客户未能提供的部分,以凯乐公司标准为准,但需客户认签。
5.2市场部通知制造部/品质部/工程部等主管级以上人员,召开新产品会议,运用多方论证法,对产品的制造过程流程风险进行评估。
参考《APQP管理程序》。
5.3制造部依据上述信息,对回带→进料→前处理→电镀→后处理→线体调整→收料各环节,所可能产生之故障进行分析,重点考虑以下方面5.3.1对本工序而言5.3.2对下工序而言5.3.3对最终使用者而言并依情况对应项目确定预防措施。
必要时工程部协助。
5.4品保部依据制造分析之可能故障,在常规检查基础上,重点策划该故障的检查方法,不能实时检知项目需协调市场、制造进行分次式样安排。


PFMEA严重度、频度数、不易探测度的评估标准
备注:潜在失效模式是指过程可能发生的不满足过程要求和设计意图的形,是对具体工序不符合要求的描述。
它可是引起下一道工序的潜在失效模式,也可能是上一道工序潜在的失效后果,过程FMEA是在假定工艺设计以及提供的零件/原材料合格的前提条件下进行的。
严重度的评定:严重度是潜在失效模式对顾客的影响的果的严得程度的评价指标,严重度仅适用于失效的后果,对其评估分为从1-10级:
频度:频度是指具体的失效起因/机理发生的频率。
对其评价可分为1-10级:
不易探测度,不易探测度是指在零件离开制造工序或装配工位之前找出失效起因/机理过程缺陷的可能性的评价指标,对其评价分为1-10级:
风险顺序数:
风险顺序数(RPN)是严重度数(S),频度数(O)和不易探测度数(D)的乘积:
RPN=(S)×(O)×(D)
RPN取值在“1”“1000”之间,一般对RPN取值大于100的采取纠正/改善措施(若失效起因不详,则采用试验设计DOE来确定);追踪改善效果,直到RPN值小于100。

PFMEA潜在失效模式SOD分级表无警告的危害10有警告的危害9很高8高7中等6低5很低4轻微3很轻微2无1制程FMEA 严重度严重度(S)(S)(S)评价准则评价准则后果评定准则:后果的严重度严重度级别当潜在失效模式导致最终顾客和/或一个制造/装配厂产生缺陷时便得出相应的定级后果。
最终顾客永远是要首先考虑的。
如果两种可能都存在的,采用两个严重度值中的较高者。
顾客后果的严重度制造/装配后果的严重度当潜在的失效模式在无警告的情况下影响整机安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高或可能在无警告的情况下,生产过程中产品引发的对操作者造成危害当潜在的失效模式在有警告的情况下影响整机安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高或可能在有警告的情况下,生产过程中产品引发的对操作者造成危害整机不能工作(丧失基本功能)或100%的产品可能需要报废,或产品很难维修整机可运行但性能水平下降。
顾客非常不满意或产品需治具进行分检、一部分(小于100%)需报废,或产品较难维修整机可运行但舒适性/便利性项目不能运行。
顾客不满意或一部分(小于100%)产品可能需要报废,不需治具分检,或产品较易维修整机可运行但舒适性/便利性项目性能水平有所下降。
或100%的产品可能需要返工,且容易维修无可辨别的影响或对操作或操作者而言有轻微的不方便或无影响。
配合和外观、组装等项目不舒适。
很容易发现缺陷。
或产品可能分检(需治具),但部分产品(小于100%)需维修且容易维修配合和外观、组装等项目不舒适。
较容易发现缺陷。
或产品可能分检(无需治具),但部分产品(小于100%)需维修且容易维修配合和外观、组装等项目不舒适。
不易发现,或有辨识力顾客能发觉缺陷。
或产品可能分检(无需治具),但部分产品(小于100%)需维修,在生产线上原工位维修。
不良发生率等级不良率Ppk 失效发生可能性可能的失效率频度10 10%<0.55≥100个每1000件1095%≧0.5550个每1000件982%≧0.7820个每1000件871%≧0.8610个每1000件760.50%≧0.945个每1000件650.20%≧1.002个每1000件540.10%≧1.101个每1000件43500ppm ≧1.200.5个每1000件32100ppm ≧1.300.1个每1000件2最低110ppm≧1.67极低:失效不太可能发生≤0.01个每1000件1评价时:1.新制程:以试作的PPK 或不良率评价;2.已有制程:该制程类似产品该项目平均前三个月的不良率评价。
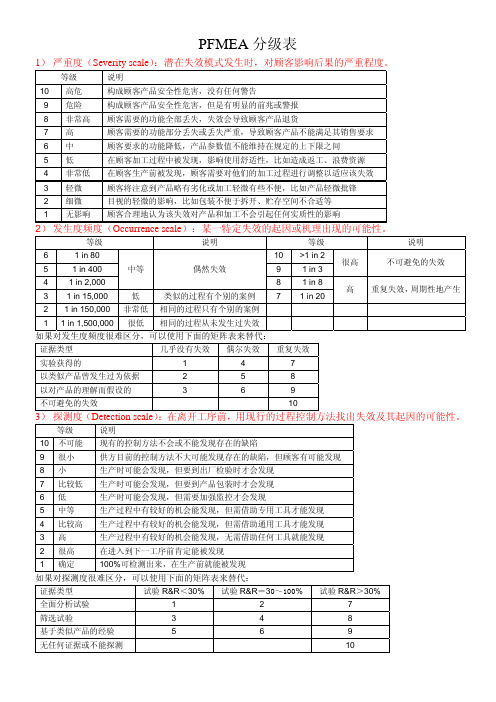
PFMEA分级表1)严重度(Severity scale):潜在失效模式发生时,对顾客影响后果的严重程度。
等级说明10 高危构成顾客产品安全性危害,没有任何警告9 危险构成顾客产品安全性危害,但是有明显的前兆或警报8 非常高顾客需要的功能全部丢失,失效会导致顾客产品退货7 高顾客需要的功能部分丢失或丢失严重,导致顾客产品不能满足其销售要求6 中顾客要求的功能降低,产品参数值不能维持在规定的上下限之间5 低在顾客加工过程中被发现,影响使用舒适性,比如造成返工、浪费资源4 非常低在顾客生产前被发现,顾客需要对他们的加工过程进行调整以适应该失效3 轻微顾客将注意到产品略有劣化或加工轻微有些不便,比如产品轻微批锋2 细微目视的轻微的影响,比如包装不便于拆开、贮存空间不合适等1 无影响顾客合理地认为该失效对产品和加工不会引起任何实质性的影响2)发生度频度(Occurrence scale):某一特定失效的起因或机理出现的可能性。
等级说明等级说明6 1 in 80中等偶然失效10 >1 in 2很高不可避免的失效5 1 in 400 9 1 in 34 1 in 2,000 8 1 in 8高重复失效,周期性地产生3 1 in 15,000 低类似的过程有个别的案例7 1 in 202 1 in 150,000 非常低相同的过程只有个别的案例1 1 in 1,500,000 很低相同的过程从未发生过失效如果对发生度频度很难区分,可以使用下面的矩阵表来替代:证据类型几乎没有失效偶尔失效重复失效实验获得的 1 47以类似产品曾发生过为依据 2 58以对产品的理解而假设的 3 69不可避免的失效103)探测度(Detection scale):在离开工序前,用现行的过程控制方法找出失效及其起因的可能性。
等级说明10 不可能现有的控制方法不会或不能发现存在的缺陷9 很小供方目前的控制方法不大可能发现存在的缺陷,但顾客有可能发现8 小生产时可能会发现,但要到出厂检验时才会发现7 比较低生产时可能会发现,但要到产品包装时才会发现6 低生产时可能会发现,但需要加强监控才会发现5 中等生产过程中有较好的机会能发现,但需借助专用工具才能发现4 比较高生产过程中有较好的机会能发现,但需借助通用工具才能发现3 高生产过程中有较好的机会能发现,无需借助任何工具就能发现2 很高在进入到下一工序前肯定能被发现1 确定 100%可检测出来,在生产前就能被发现如果对探测度很难区分,可以使用下面的矩阵表来替代:证据类型试验R&R<30% 试验R&R=30~100% 试验R&R>30%全面分析试验 1 2 7筛选试验 3 4 8基于类似产品的经验 5 6 9无任何证据或不能探测10制程质量控制计划说明1)自检频率:作业前所有项目均需自检合格才能生产,除此之外,作业者需要在作业时额外增加的自我检验项目或需要特别注意的项目;2)首检:首件送样检验的简称,是指除人为因素以外的特性(比如由模具和设备确定的特性),需要在生产首件后送检确认一次,防止错误使用模具或错误设置设备参数而造成批量的不合格事故)3)巡检频率:应选择最适合或是尽早能发现问题的时间来进行PQC检查(比如:对于物料规格的确认,应尽可能在作业之前;对于设备参数的设定,应尽可能在作业初始等)。

pfmea类别PFMEA(Process Failure Mode and Effects Analysis)是一种对工艺流程中潜在失效模式和影响进行定量分析的方法。
它通过识别和评估可能的失败模式,分析其严重性、频率和检测能力,以确定控制措施和改进方法,从而提高产品和工艺的可靠性。
下面是一些与PFMEA类别相关的参考内容。
1. PFMEA目标和作用- PFMEA的目标是预测可能的失效模式、评估失效的严重性和影响,并提出适当的控制措施,以减少质量问题和生产成本。
- PFMEA有助于改善和优化工艺流程,提高质量和可靠性,并减少产品退货和客户投诉。
2. PFMEA的步骤和方法- PFMEA的步骤包括:确定分析范围、建立流程图、识别潜在失效模式、评估失效的严重性、识别失效的原因和控制措施、评估控制措施的有效性、制定改进计划和记录分析结果。
- PFMEA可以通过使用FMEA表格来记录分析结果,表格包括列出的过程步骤、潜在失效模式、失效的后果、严重性与频率评分、探测措施、控制措施、探测评分、严重性评分、风险优先级数等。
3. 潜在失效模式识别与评估- 潜在失效模式是指工艺流程中可能发生的失效类型,如机械失效、电气失效、人为误操作等。
- 对每个潜在失效模式,需要评估其对产品质量、安全性和可靠性的影响,以确定其严重性等级。
4. 失效的原因和控制措施- PFMEA需要识别失效的原因,这些原因可能包括设计缺陷、工艺参数不当、材料问题、操作错误等。
- 对于每个失效模式,需要提出相应的控制措施,以防止或减少失效的发生。
这些措施可能包括改进设计、优化工艺参数、引入更可靠的材料、员工培训等。
5. 控制措施的评估和完善- PFMEA需要评估已经实施的控制措施的有效性,以确定其探测能力和控制能力。
通过评估,可以确定是否需要进一步改进控制措施。
- 对于评估不合格的控制措施,需要制定相应的改进计划,并在下一次PFMEA分析中记录并验证改进效果。
pfmea类别
PFMEA(Process Failure Mode and Effects Analysis)是一种用于识别和评估生产过程中潜在故障模式和其影响的方法。
PFMEA 类别主要包括以下几种:
1.功能性故障:这种故障会导致产品无法满足其设计功能。
2.可靠性故障:这种故障会影响产品的耐久性和可靠性。
3.性能故障:这种故障会导致产品在某些性能指标上达不到预期。
4.尺寸故障:这种故障会导致产品的尺寸不符合设计要求。
5.外观故障:这种故障会影响产品的外观质量。
6.安全性故障:这种故障会增加产品使用过程中的安全风险。
7.物料故障:这种故障会导致原材料或零部件的质量问题。
8.工艺故障:这种故障会影响生产过程的稳定性和一致性。
9.环境故障:这种故障会导致产品在特定环境条件下无法正常工作。
10.包装故障:这种故障会影响产品的包装质量,从而影响产品在运输和存储过程中的安全性。
通过对这些潜在故障进行分析和评估,可以找出生产过程中的薄弱环节,采取相应的措施进行改进,从而提高产品的质量和可靠性。