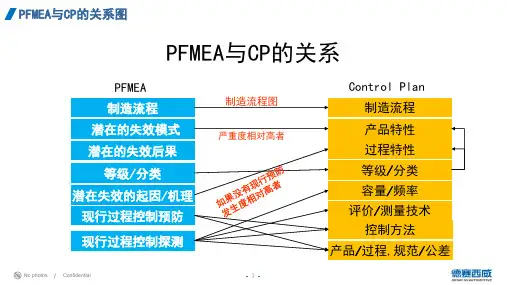
PFMEA过程图
- 格式:xls
- 大小:247.00 KB
- 文档页数:9
在实际应用中,SMT装配有诸如单面贴装、双面贴装、双面混装等操作方式,各种操作方式的具体生产工艺流程各不相同。
为r说明如何将P FMEA应用于SMT装配过程,现在就以工艺流程相对简单的单面贴装为对象,阐述应用P FMEA的方法。
单面贴装过程功能描述如下:单面贴装的主要环节有印刷焊膏、贴装元器件、焊接元器件,其工艺流程是:印刷焊膏一一贴装元器件一一AOT检验一一回流焊接一一焊点检验,该装配过程涉及的主要设备有丝印机、贴片机、回流焊炉和检测设备。
通过对长期SMT生产过程的总结,单面贴装工作方式中暴露的焊点常见失效模式有:焊锡球、冷焊、焊桥、立片,其因果分析图如图所示。
根据图2中对这几种失效模式的因果分析和检验、设计人员的实践经验,现对这些失效模式分析如下: 焊锡球焊锡球是回流焊接中经常碰到的一个问题。
通常片状元件侧面或细间距引脚之间常常出现焊锡球。
失效后果:焊锡球会造成短路、虚焊以及电路板污染。
可能导致少部分产品报废或全部产品返工,将严重度评定为5。
现有故障检测方法:人工目视和x射线检测仪检测。
失效原因为:焊膏缺陷——粘度低、被氧化等,频度为5,检测难度为5,风险指数PRN为125。
现行控制措施使用能抑制焊料球产生的焊膏,装配前检测焊膏品质。
助焊剂缺陷——活性降低,频度为3,检测难度为6,风险指数PRN为90。
模板缺陷——开孔尺寸不当焊盘过大等,频度为5,检测难度为4,风险指数PRN为100。
回流温度曲线设置不当,频度为7,检测难度为5,风险指数PRN为175。
现行控制措施:调整回流焊温度曲线使之与使用焊膏特性相适应。
冷焊冷焊的表象是焊点发黑,焊膏未完全熔化。
失效后果:产生开路和虚焊,可能导致少部分产品报废或全部产品返工,严重度评定为50现有故障检测方法:人工目视和x射线检测仪检测。
失效原因为:回流焊接参数设置不当,温度过低,传送速度过快,频度为3,检测难度为5,风险指数为750现行控制措施:按照焊膏资料或可行经验设置回流焊温度曲线。
课程目标♦1-了解流程图基本知识并熟悉编写方法♦2-了解过程FMEA基本知识并熟悉编写方法流程图基本知识作业(工艺)流程图是用简明的图形\符号及文字组合形式表示的作业全过程中各过程输入\输出和过程形成要素之间的关联和顺序.可从产品的原材料\产品组成部分和作业所需的其它物料投入开始到最终产品实现的全过程中的所有备料\制作(工艺反应)\搬运\包装\防护\存储等作业的程序.检验流程图是用图形\符号,简洁明了地表示检验计划中确定的特定产品的检验流程(过程\路线)\检验工序\位置设置\和选定的检验方式\方法\和相互顺序的图样.可直接使用作业流程图,并在需要质量控制和检验的部位\处所,连接表示检验的图形和文字,必要时标明检验的具体内容\方法,同样起到检验流程图的作用和效果.②检验流程图一\流程图:①作业(工艺)流程图①作业(工艺)流程图作业(工艺)流程图是用简明的图形\符号及文字组合形式表示的作业全过程中各过程输入\输出和过程形成要素之间的关联和顺序.可从产品的原材料\产品组成部分和作业所需的其它物料投入开始到最终产品实现的全过程中的所有备料\制作(工艺反应)\搬运\包装\防护\存储等作业的程序.②检验流程图检验流程图是用图形\符号,简洁明了地表示检验计划中确定的特定产品的检验流程(过程\路线)\检验工序\位置设置\和选定的检验方式\方法\和相互顺序的图样.可直接使用作业流程图,并在需要质量控制和检验的部位\处所,连接表示检验的图形和文字,必要时标明检验的具体内容\方法,同样起到检验流程图的作用和效果.过程流程图♦过程流程图是对材料整个制造和装配过程直观地描述其连续流程的计划工具。
♦其作用是:♦制造方法改进分析,减少流程工步的数量可以用于时间和距离的研究,决定生产线的平衡及改进制造。
♦了解用于流程每一步的模具、设备或检具的细节。
♦了解每一项操作对产品和过程变化的影响因素。
这些因素可能是与材料、工具、设备、工位器具、环境条件及操作相关。
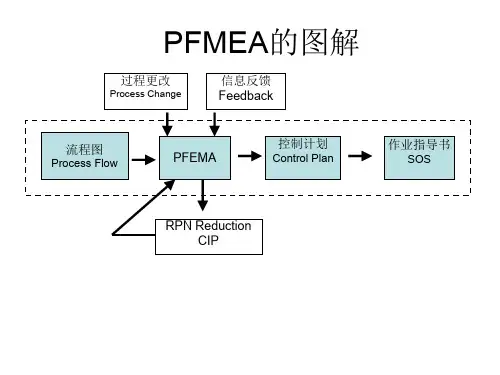
PFMEA电子产品生产过程PFMEA是指过程失效模式与影响分析(Process Failure Mode and Effects Analysis),它是一种常用的质量管理工具,用于分析产品或过程的失效模式以及这些失效的影响。
在电子产品生产过程中,PFMEA可以帮助识别潜在的失效模式和其潜在影响,从而制定相应的改进措施,提高生产过程的可靠性和产品质量。
下面将以电子产品生产流程为例,详细介绍PFMEA的应用。
一、制定PFMEA团队在开始PFMEA之前,需要组建一个专门的团队来进行分析和评估。
团队中的成员应具备丰富的电子产品生产经验和知识,包括工艺工程师、质量工程师、制造工程师等。
团队成员应该对于电子产品的制造过程和相关标准有一定的了解,有能力识别和评估潜在的失效模式和影响。
二、绘制流程图PFMEA的第一步是绘制电子产品的生产流程图。
流程图应尽可能详细,包括所有的生产步骤、原材料和零件的供应链以及人员和设备的参与。
绘制流程图的目的是为了确保团队对整个生产过程的了解一致,同时也便于后续的失效模式分析。
三、识别失效模式团队成员根据绘制的流程图,逐一分析每个生产步骤,识别可能存在的失效模式。
失效模式是指在生产过程中可能出现的产品或过程失效形式,例如焊接失败、零件缺陷、电路连接问题等。
团队成员应该针对每个步骤结合自身经验和专业知识,全面考虑可能的失效模式。
四、评估失效后果对于识别出的每个失效模式,团队成员需要评估其潜在的后果。
后果可以包括产品质量受损、生产效率下降、成本增加、客户不满意等方面。
评估后果时,团队应该结合产品要求、客户需求和行业标准进行考量,尽量客观准确地评估潜在的影响。
五、确定失效的严重性根据失效后果的评估,团队可以对每个失效模式的严重性进行评级,即根据失效后果对其进行定量或定性的评估,一般采用1-10的数值表达。
数值越高,表示失效的严重性越高,对产品质量和生产效率的影响就越大。
六、确定失效原因和控制措施在分析失效模式的过程中,团队应该确定失效的可能原因,并提出相应的控制措施。