圆锥滚子轴承内圈滚道凸度形状及加工方法
- 格式:pdf
- 大小:171.44 KB
- 文档页数:2
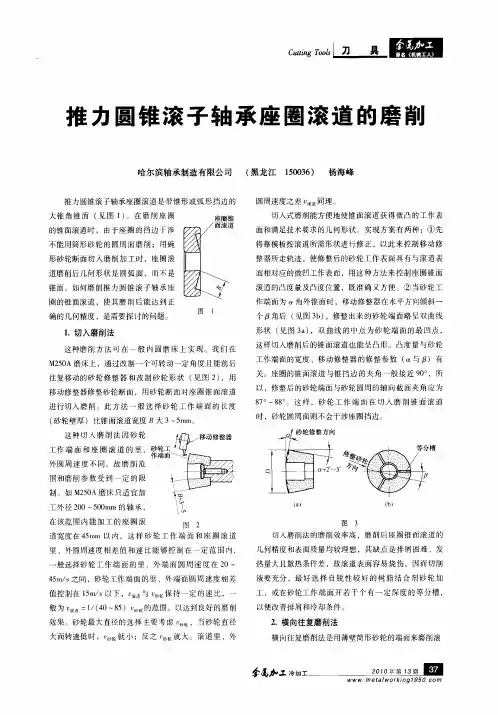
滚子轴承内圈滚道凸度磨削砂轮的修整李海林【摘要】分析轴承失效的原因与轴承滚道凸度的作用,分别介绍数控轴承磨床砂轮三位修整器的调试方法,砂轮凹度修整的工作原理,轴承套圈外圆表面磨削砂轮的修整,砂轮厚度的修整.【期刊名称】《河南科技》【年(卷),期】2016(000)009【总页数】3页(P61-63)【关键词】数控磨床;三位修整器;砂轮凹度;砂轮厚度;砂轮直线【作者】李海林【作者单位】濮阳贝英数控机械设备有限公司,河南濮阳457000【正文语种】中文【中图分类】TG581.2Keyworks:CNC grinding machine;three dresser;wheel concavity;thickness of grinding wheel;grinding wheel straight trim目前,在磨削轴承内圈滚道时,圆柱、圆锥滚子轴承的滚道形状直接影响轴承使用精度、性能和工作寿命。
此类轴承在承载状态下,因为滚子发生弹性变形和塑性变形,在滚子和内外滚道母线的两端会产生较大的变形量而造成应力集中现象,体现为在滚道两端各边缘处沿圆周方向对称位置出现环带剥落[1],造成轴承寿命和旋转精度的下降,从而引发轴承的失效。
为了减小滚道边缘处的接触应力,内圈滚道近似对数曲线的凸度设计可以有效地改善滚道的应力分散,通过试验得知,滚道具有凸度的轴承比平直滚道的轴承平均寿命提高了5倍之多。
一般滚道凸出值为0.003~0.008mm[1]。
轴承滚道的凸度量,取决于轴承载荷及滚道的长度。
当凸度量过大时,滚子与滚道接触长度小;而凸度量过小时,又会在滚子两端出现应力峰值,形成应力集中现象。
为使滚道获得具有凸度的滚道表面,砂轮圆弧磨削表面的修整就是一个关键的环节,必须把砂轮圆弧表面修整成具有凹度的近似对数曲线形状的工作面,才能实现轴承内圈滚道的凸度,轴承内圈滚道凸度的加工通常采用成形切入式磨削[2,3]。
在设计内圈滚道磨床时,支撑定位内圈的工件箱、上下料机构及机械手机构在同一回转板上,位于机床的左部,砂轮机构在机床中间部位,砂轮轴线与工件轴线平行,凸度修整器在机床的右部,修整金刚笔上拖板运动方向与砂轮轴线平行。
圆锥滚子轴承凸度设计方法
圆锥滚子轴承的凸度设计是非常重要的,它直接影响着轴承的性能和使用寿命。
在设计圆锥滚子轴承的凸度时,需要考虑以下几个方面:
1. 载荷分布,首先需要分析轴承在实际工作条件下承受的载荷情况,包括径向载荷和轴向载荷。
根据不同的工况,需要确定合适的凸度设计方案。
2. 润滑情况,凸度设计也需要考虑润滑情况,包括润滑膜厚度和润滑方式。
不同的润滑条件对凸度设计有不同的要求。
3. 轴承材料和热处理,凸度设计还需要考虑轴承材料的选择以及热处理工艺,这些因素会影响到轴承的硬度和强度,进而影响凸度设计。
4. 热膨胀和热变形,在高速、高温工况下,热膨胀和热变形会对轴承的凸度设计产生影响,需要进行相关的热力学计算和分析。
5. 制造工艺,最后,凸度设计也需要考虑到制造工艺,确保轴
承能够在制造过程中保持设计凸度。
总的来说,圆锥滚子轴承的凸度设计需要综合考虑载荷分布、润滑情况、材料和热处理、热膨胀和热变形以及制造工艺等多个因素,通过理论计算和实际验证相结合的方法来确定最佳的凸度设计方案。
这样才能确保轴承在实际工作中具有良好的性能和可靠的使用寿命。
滚子轴承套圈滚道凸度超精加工方法介绍曹新建 高向红石家庄轴承设备股份有限公司 (050051)摘 要 提出了一种针对滚子轴承套圈滚道必须带凸度的要求。
根据套圈滚道凸度的特点,结合多年来轴承套圈超精技术设计的实践,开发设计滚子轴承套圈滚道超精研机,采用窄油石、大往复结合小振荡的方法,提高了轴承套圈滚道凸度的精度,适应了市场发展的需要。
关键词 滚道凸度 窄油石 油石往复长度滚子轴承套圈滚道超精研机目前是使用窄于滚道宽度的宽油石以一定振荡频率及固定的振幅进行超精研磨加工,该方法对套圈前道工序经过磨削加工的滚道凸度形状不但得不到改善而且还可能造成一定的破坏,也不利于套圈滚道精度的提高。
所以需要开发一种新的滚子轴承套圈滚道超精研机。
在新机型设计中我们采用的是油石的大往复小振荡技术,即采用窄油石在滚道宽度内的不同位置改变油石振荡频率,以伺服电机驱动油石进行大往复运动来实现超精研改善滚道凸度及精度的目的。
1 设计指导思想采用油石在滚道往复长度上分段以及变化油石在各段的振荡频率和速度方法以实现滚道凸度的超精研磨。
这里着重介绍油石往复运动的设计及设置。
2 设计步骤及方法图1为窄油石往复运动参数设置示意图。
图1 油石往复运动示意图2.1 示意图上参数及其他参数说明(1) 半长段数:1/2油石往复长度的分段数,根据需要可设为1~5段。
(2) 第段长dn :每段的长度,可设不同数值。
(3)N 第1段速度:磨削起始点第一段的走刀速度。
段与第1段速度比:第N 段走刀速度为第1速度:直接启动速度,每段速度大于基础,它可实平石往复在两端停止行走的时保长度。
提供法程:钮将油石振荡频率大往复的伺服电机控制开关将油石走服电机驱动油石移动到工件最控制开关将油石走(4) N 段走刀度的倍数,可在1 %~99 %范围内选取。
(此项数值可以在控制面板上设定并且在显示屏上显示)(5) 基础速速度时所设加减速时间才起作用。
(6) 加减速度时间:段与段速度过渡时间,现段间滑过渡。

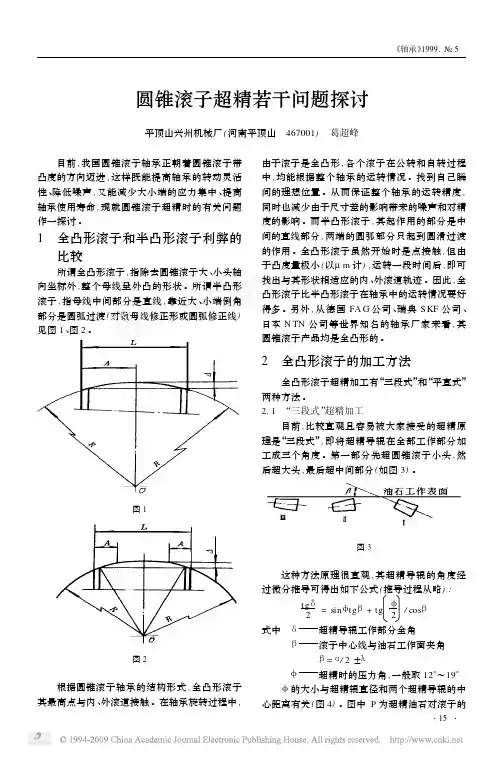
圆锥滚子超精若干问题探讨平顶山兴州机械厂(河南平顶山 467001) 葛超峰 目前,我国圆锥滚子轴承正朝着圆锥滚子带凸度的方向迈进,这样既能提高轴承的转动灵活性、降低噪声,又能减少大小端的应力集中、提高轴承使用寿命,现就圆锥滚子超精时的有关问题作一探讨。
1 全凸形滚子和半凸形滚子利弊的比较所谓全凸形滚子,指除去圆锥滚子大、小头轴向坐标外,整个母线呈外凸的形状。
所谓半凸形滚子,指母线中间部分是直线,靠近大、小端倒角部分是圆弧过渡(对数母线修正形或圆弧修正线)见图1、图2。
图1图2根据圆锥滚子轴承的结构形式,全凸形滚子其最高点与内、外滚道接触。
在轴承旋转过程中,由于滚子是全凸形,各个滚子在公转和自转过程中,均能根据整个轴承的运转情况。
找到自己瞬间的理想位置。
从而保证整个轴承的运转精度,同时也减少由于尺寸差的影响带来的噪声和对精度的影响。
而半凸形滚子,其起作用的部分是中间的直线部分,两端的圆弧部分只起到圆滑过渡的作用。
全凸形滚子虽然开始时是点接触,但由于凸度量极小(以μm 计),运转一段时间后,即可找出与其形状相适应的内、外滚道轨迹。
因此,全凸形滚子比半凸形滚子在轴承中的运转情况要好得多。
另外,从德国FA G 公司、瑞典SKF 公司、日本N TN 公司等世界知名的轴承厂家来看,其圆锥滚子产品均是全凸形的。
2 全凸形滚子的加工方法全凸形滚子超精加工有“三段式”和“平直式”两种方法。
2.1 “三段式”超精加工目前,比较直观且容易被大家接受的超精原理是“三段式”,即将超精导辊在全部工作部分加工成三个角度。
第一部分先超圆锥滚子小头,然后超大头,最后超中间部分(如图3)。
图3这种方法原理很直观,其超精导辊的角度经过微分推导可得出如下公式(推导过程从略):tg δ2=sin φtg β+tg φ2/cosβ式中 δ超精导辊工作部分全角β滚子中心线与油石工作面夹角 β=α/2±λφ超精时的压力角,一般取12°~19°φ的大小与超精辊直径和两个超精导辊的中心距离有关(图4)。
圆锥滚子轴承的凸度加工
廉志强
【期刊名称】《轴承》
【年(卷),期】2002(000)011
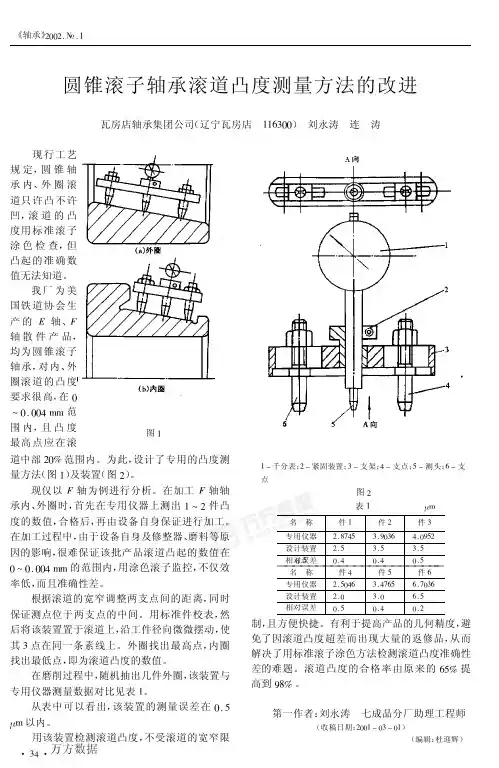
【摘要】简要介绍圆锥滚子轴承内、外圈及滚子凸度的加工方法以及凸度值的选择.
【总页数】2页(P19-20)
【作者】廉志强
【作者单位】洛阳轴承研究所,河南,洛阳,471039
【正文语种】中文
【中图分类】TG581.2
【相关文献】
1.NP569484-NP644537圆锥滚子轴承滚子-滚道凸度有限元分析 [J], 吴飞科;刘赛;严剑刚;杨国策;宋钰蕾
2.三菱QPLC实现圆锥滚子轴承套圈滚道凸度的磨削加工 [J], 李太林;李海祥
3.滚子凸度偏移对圆锥滚子轴承接触应力的影响 [J], 夏新涛;董淑静;孙立明
4.圆锥滚子轴承内圈滚道凸度的加工 [J], 骆桂斌;田琳;张汇军
5.圆锥滚子轴承内圈滚道凸度形状及加工方法 [J], 王文革;王江山
因版权原因,仅展示原文概要,查看原文内容请购买。
万方数据
圆锥滚子轴承内圈滚道凸度形状及加工方法
作者:王文革, 王江山, WANG Wenge, WANG Jiangshan
作者单位:瓦轴集团公司技术中心,辽宁,瓦房店,116300
刊名:
制造技术与机床
英文刊名:MANUFACTURING TECHNOLOGY & MACHINE TOOL
年,卷(期):2009,(8)
引用次数:0次
1.期刊论文王德智.张雪松.Wang Dezhi.Zhang Xuesong调心滚子轴承内圈两滚道中心距对径向游隙的影响-哈尔
滨轴承2009,30(2)
通过对调心滚子轴承配套径向游隙与内圈两滚道中心距的关系进行的分析,提出在加工过程压缩内圈两滚道曲率半径R的中心距T公差范围的建议. 2.期刊论文骆桂斌.田琳.张汇军.LUO Gui-bin.TIAN Lin.ZHANG Hui-jun圆锥滚子轴承内圈滚道凸度的加工-轴
承2009(2)
分析了圆锥滚子轴承滚道素线形状的加工机理和工艺方法,通过控制影响凸度滚道加工的各种因素,特别是砂轮修整器的调整,实现了圆锥滚子轴承内圈滚道凸度的加工.
3.期刊论文侯春梅.HOU Chun-mei内圈滚道宽度的检测及控制-轴承2005(9)
针对内圈滚道宽度对成品轴承的影响,采用仪器检测控制滚道宽度,从而避免在加工中滚道宽窄失控,满足用户轴承安装调试要求.
4.期刊论文郝亚硕.HAO Ya-shuo圆锥轴承双滚道内圈车加工尺寸的计算-轴承2005(6)
圆锥滚子轴承工序图编制中,双滚道内圈车加工的滚道尺寸、中挡边尺寸以及小挡边尺寸计算比较复杂,需要一种准确的计算公式,配合CAPP的开发应用.计算中留量方向选取不同,即使相同留量计算出的尺寸也是不同的.在实际测量中,挡边测量普遍采用的是样板,滚道是对表测量,只有计算中所取留量方向与测量方向保持一致,测量出的尺寸与计算尺寸才能统一起来,测量出的留量才是计算中采用的留量(图1中Δa、Δd的方向).
5.期刊论文于海.石伟霞.赵志立.YU Hai.SHI Wei-xia.ZHAO Zhi-li NUP型轴承内圈滚道宽度的精确测量-轴承
2005(11)
介绍了内圈单挡边带平挡圈圆柱滚子轴承内圈滚道宽度尺寸用测量环进行测量的方法,结果表明,该方法测量精确、方便实用.
6.期刊论文赵春永.于正坤调心滚子轴承内圈车加工时滚道直径的测量-轴承2004(2)
车加工调心滚子轴承内圈滚道直径测量一直采用极限样板,这只能对产品进行定性分析,当样板基准面与内圈端面歪斜时,还会造成测量误差.改用外锥直径标准件测量,取得了良好效果.
7.期刊论文战义铁路货车轴承内圈滚道车加工方法改进-轴承2004(3)
分析了车削铁路轴承内圈滚道时产生滚道直线度Li和粗糙度Ra超差、工件表面两刀之间形成结合口、振纹及尺寸不稳定等影响轴承寿命的原因,提出了改进措施.
8.期刊论文陈毅宜.韩克宪圆锥滚子轴承内圈滚道凸度超精研分析-轴承2001(9)
采用端面定位驱动、液压定心支承、大往复、小振荡、两步法的方式超精滚道时,会破坏已有凸度,形成1~2?μm的凹陷.油石压力越大,凹陷越明显.附图2幅.
9.期刊论文李辉.李利莉.刘晶梅.Li Hui.Li Lili.Liu Jingmei3MZ1310B机床的改造-哈尔滨轴承2009,30(3)
针对3MZ1310B机床只能磨削球轴承滚道的情况,对该机床修整器进行了改造,扩大了加工类型,使之能够加工圆锥轴承内圈滚道.
10.期刊论文曹鹏锋.张福有.张悦霞.许萍内圈滚道磨床工装的研制-轴承2001(9)
分析了意大利NOVAMATIC PGE 50/200PC CNC型精磨轴承内滚道及挡边设备的磨削原理,研制出了转位盘、支承等装置,满足了批量化生产的需要.附图6幅.
本文链接:/Periodical_zzjsyjc200908033.aspx
下载时间:2010年4月6日。