左支座零件图
- 格式:doc
- 大小:38.50 KB
- 文档页数:1
左支座CADCAM课程设计说明书(上)第一章支座分析1.1零件的作用左支座是机床上的一个支座,支座孔中安装轴,侧面的耳孔中安装螺旋栓可将轴夹紧,使轴固定。
松开螺栓后轴可转动或滑动,也可利用夹紧程度不同来调节孔与轴的间隙。
零件下面的底座上两个定位销孔穿两定位销将其定位,用四个螺栓副将其固定。
1.2.零件的形状图1 三维图零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。
第二章实体建模2.1启动pro/ENGINEER Wildfire,单击,系统弹出“新建”对话框。
如图1所示。
在“类型”选项组中选择“零件”项,“子类型”选项组中选择“实体”项单击“确定”按钮,进入实体设计环境。
图2 新建零件实体2.2.使用拉伸工具创建底座(1).单击工具栏的按钮,系统弹出“拉伸”操控面板,如图所示,单击“放置”下滑面板,单击”定义“按钮进入“进入草绘”对话框,“草绘平面”项选择FRONT面作为草绘平面,RIGHT面为参照平面,单击,进入草绘状态。
(2).绘制如图4所示的截面。
(3).单击工具栏中的按钮,完成草绘。
(4).在操控面板“选项”下滑面板中定义拉伸方式和深度,如图5所示。
(5).单击操控面板上的按钮,结果如图6所示。
(6).在所做实体上以上表面为草绘面,草绘一个直径为110的圆,并以此草绘为基础进行拉伸,拉伸方式为盲孔,深度80,不去除材料,得到图7(7).在所做实体上以上表面为草绘面,草绘一个直径为80的圆,并以此草绘为基础进行拉伸,拉伸方式为盲孔,深度100,去除材料,得到图8图3 拉伸实体放置图 4 绘制拉伸截面图5 定义拉伸参数图 6 底板拉伸效果图7 圆柱拉伸效果图8 去除材料后拉伸效果2.3.创建拉伸实体(1).选择底板下平面为草绘平面,如图9。
(2).点击草绘按钮进入草绘界面。
并以一边在大圆上为约束,长度为80,宽度为68进行调整,得到如图10。
(3).点击按钮,完成草绘,点击拉伸按钮,选择拉伸轮廓,长度为100,盲孔拉伸,如图11。
左支座课程设计说明书学院:机械工程与自动化学院班级:机设11008班姓名:***学号:**********指导老师:***目录一、编制工艺规程 (3)1.1零件的作用 (3)1.2.零件的工艺分析 (3)1.3零件的毛坯尺寸 (5)二、选择加工方法,拟定工艺路线 (5)2.1 定位基准的选择 (5)2.2 加工方法的选择 (6)2.3拟定工艺路线 (5)2.4工艺方案分析 (7)2.5最终工艺路线 (7)3.1机床的选择 (8)3.2夹具选择 (8)3.3量具 (8)四、机械加工余量、工序尺寸及公差的确定 (8)五、确定切削用量和基本时间 (10)工序一:粗铣孔Φ80H9大端端面 (10)工序二:粗镗Φ80H9内孔 (12)工序三:精铣Φ80H9大端端面 (13)工序四:精镗Φ80H9内孔 (14)用高速钢锪孔:4xΦ20mm,Φ25H7,Φ38mm (16)铰孔,Φ24.75mm铰至Φ25mm,Φ37.5mm铰至Φ38mm。
(18)宽度为5mm的横纵两个铣槽 (18)六、夹具设计 (18)3.1 确定设计方案 (18)3.2 计算夹紧力并确定螺杆直径 (19)3.3定位精度分析 (19)3.4 操作说明 (19)七、参考文献 (20)一、编制工艺规程1.1零件的作用左支座的作用是将穿过支座中心孔的轴或者杆,通过侧面的耳孔中安装螺栓进行夹紧,使轴杆固定。
松开螺栓后轴杆可转动或者滑动。
具体方法是:用螺钉通过4XΦ13mm的孔连接于机架上,底板4XΦ10mm的大孔是固定支座的沉头螺钉孔,2XΦ10mm的孔是定位销孔,M10-7H为放松螺钉孔,固定侧耳螺栓。
该零件纵横两方向上的5mm的糟使Φ80mm的孔有一定的弹性。
利用一端带Φ20mm(穿过Φ21mm的孔)的孔和另一端Φ25H7配合的杆件进行旋紧,使装在Φ80H9的芯轴能定位并夹紧。
1.2.零件的工艺分析左支座共有两组加工表面,它们互相之间有一定的位置要求,现分别叙述如下:(1) 以Φ80H9内孔为中心的加工表面。
第1章绪论 (2)1.1 设计目的 (2)2.1车床左支座的作用和工艺分析 (4)2.1.1 零件的作用 (4)2.1.2 零件的工艺分析 (5)2.2 零件毛坯的确定 (5)2.2.1 毛坯材料的制造形式及热处理 (5)2.2.2 毛坯结构的确定 (6)第3章车床左支座的加工工艺设计 (8)3.1 工艺过程设计中应考虑的主要问题 (8)3.1.1 加工方法选择的原则 (8)3.1.2 加工阶段的划分 (8)3.1.3 加工顺序的安排 (9)3.1.4 工序的合理组合 (10)3.2 基准的选择 (11)3.2.1 粗基准和精基准的具体选择原则 (11)3.2.2 选择本题零件的基准 (12)3.3 机床左支座的工艺路线分析与制定 (12)3.3.1 工序顺序的安排的原则 (12)3.3.2 工艺路线分析及制定 (13)3.4 机械加工余量 (16)3.4.1 影响加工余量的因素 (16)3.4.2 机械加工余量、工序尺寸以及毛坯余量的确定 (16)3.5 确定切削用量及基本工时 (19))mm孔大端端面 (19)3.5.1 工序一粗铣Ø80H9(087.03.5.2 工序二粗镗Ø80H9内孔 (20)3.5.3工序三精铣Ø80H9大端端面 (21)3.5.5工序五钻削4-Ø13mm的通孔,锪沉头螺栓孔4-Ø20mm (23)3.5.6工序六钻削锥销孔2-Ø10mm底孔,扩、铰锥销孔Ø10mm (24)k—布置工作地、休息和生理需要时间占操作时间的百分比值。
(33)4.1 定位基准及定位元件的选择 (39)4.2 切削力及夹紧力的计算 (39)4.3 定位误差分析与计算 (40)4.4 夹具设计及操作的简要说明 (41)第5章车床左支座实体图绘制及仿真 (42)致谢 (43)参考文献 (44)附录 (45)第1章绪论1.1 设计目的毕业设计是高等院校学生在学完了大学所有科目,进行了生产实习之后的一项重要的实践性教学环节。
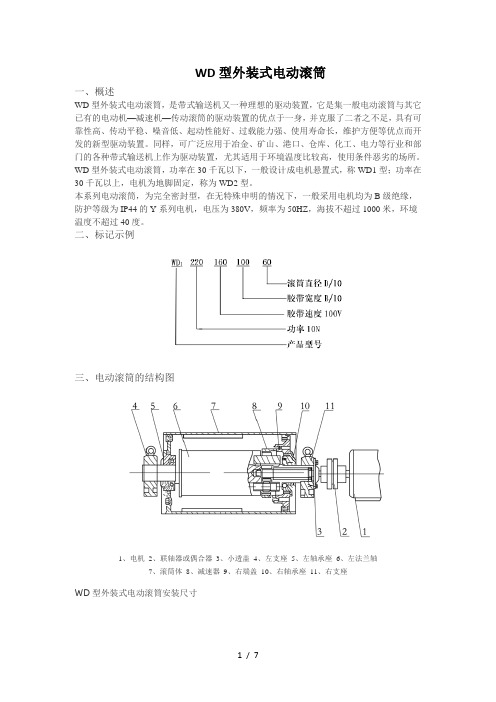
WD型外装式电动滚筒一、概述WD型外装式电动滚筒,是带式输送机又一种理想的驱动装置,它是集一般电动滚筒与其它已有的电动机—减速机—传动滚筒的驱动装置的优点于一身,并克服了二者之不足,具有可靠性高、传动平稳、噪音低、起动性能好、过载能力强、使用寿命长,维护方便等优点而开发的新型驱动装置。
同样,可广泛应用于冶金、矿山、港口、仓库、化工、电力等行业和部门的各种带式输送机上作为驱动装置,尤其适用于环境温度比较高,使用条件恶劣的场所。
WD型外装式电动滚筒,功率在30千瓦以下,一般设计成电机悬置式,称WD1型;功率在30千瓦以上,电机为地脚固定,称为WD2型。
本系列电动滚筒,为完全密封型,在无特殊申明的情况下,一般采用电机均为B级绝缘,防护等级为IP44的Y系列电机,电压为380V,频率为50HZ,海拔不超过1000米,环境温度不超过40度。
二、标记示例三、电动滚筒的结构图1、电机2、联轴器或偶合器3、小透盖4、左支座5、左轴承座6、左法兰轴7、滚筒体8、减速器9、右端盖10、右轴承座11、右支座WD型外装式电动滚筒安装尺寸D电机B A L R Z H1H2M1N1P Q h ds M2N2 e 型号功率(KW)400 100L1-4 2.2100L2-4 3.0112M-4 4.0112M-6 2.2400 750 500320~340120 180 90 0 340 280 30 φ27160 90 35 500 850 600237650 1000 750132S-6 3.0132M1-6 4.0132S-4132M2-6 5.5500 850 600257395~435650 1000 750800 1300 950500 100L2-4 3.0112M-4 4.0400 750 500237320~340500 850 600650 1000 750800 1300 950132S-6 3.0132M1-6 4.0132M2-6 5.5132M-4 7.5400 750 500257395~435140 220 150 80 400 330 38 φ27200 110 35 500 850 600600 1000 750800 1300 950160M-6 7.5160L-6 11.0160L-4180L-6 15.0500 850 600287495~600650 1000 750800 1300 9501000 1500 1150630 132M1-6 4.0132M2-6 5.5650 1000 750257395~435800 1300 9501000 1500 1150160M-6 7.5160L-6 11.5180L-6 15.0650 1000 750287495~600800 1300 9501000 1500 11501200 1750 1400200L1-6 18.5200L2-6 22.0200L-4 30.0800 1300 9506651000 1500 11501200 1750 14001400 2000 1600800160M-6 7.5160L-6 11.5180L-6 15.0800 1300 950287495~600160 220 160 90 440 360 50 φ34200 110 20 1000 1500 11501200 1750 1400200L1-6 18.5200L2-6 22.0200L-4 30.0800 1300 9506651000 1500 11501200 1750 14001400 2000 1600D功率KWB A L L4P Q h ds M N H16303037650 1000 750124 440 360 50 φ34160 90 160 800 1300 9501000 1500 11501200 1750 14001400 2000 160045800 1300 9501000 1500 11501200 1750 14001400 2000 16008003745800 1300 9501000 1500 11501200 1750 14001400 2000 16001600 2250 180055751000 1500 11501200 1750 14001400 2000 16001600 2250 18001000 45800 1300 950129 570 480 53 φ34170 100 180 **** **** 11501200 1750 14001、WD型外装式电动滚筒的安装应符合通用固定式胶带输送机或移动式胶带输送机产品有关技术标准所提出的要求。

图1左支架目录1零件的工艺分析及生产类型的确定 (3)1.1零件的作用 (3)1.2零件的工艺分析 (3)1.3确定毛坯、画毛坯 (3)2工艺过程 (4)2.1定位基准的选择 (4)2.2左支座的工艺路线分析与制定 (5)3夹具设计 (6)3.1选择定位方案,确定要限制的自由度 (6)3.2夹紧方案 (6)3.3对刀方案 (7)3.4夹具体与定位键 (8)3.5 夹具总图上的尺寸,公差和技术要求 (8)4课程设计总结 (9)5参考文献 (10)1零件的工艺分析及生产类型的确定1.1零件的作用题目所给的是机床上用的的一个支座.该零件的主要作用是利用横、纵两个方向上的502+-mm 的槽,使尺寸为80mm 的耳孔部有一定的弹性,并利用耳部的Ø21mm的孔穿过M20mm 的螺栓一端与Ø25H7(021.00+)配合的杆件通过旋紧其上的螺母夹紧,使装在Ø80H9(087.00 +)mm 的心轴定位并夹紧。
1.2零件的工艺分析左支座共有两组加工表面,它们互相之间有一定的位置要求,现分别叙述如下:一、以Ø80H9(087.00+)内孔为中心的加工表面:这一组加工表面包括:Ø80H9(087.00 +)mm 孔的大端面以及大端的内圆倒角,四个Ø13mm 的底座通孔和四个Ø20的沉头螺栓孔,以及两个Ø10的锥销孔,螺纹M8-H7的底孔以及尺寸为5(02-)mm 的槽,主要加工表面为Ø80H9(087.00+)mm ,其中Ø80H9(087.00 +)mm 的大端端面对Ø80H9(087.00+)mm 孔的轴心线有垂直度要求为0.03mm 。
二、以Ø25H7(25.00+)mm 的孔加工中心的表面:这一组加工表面包括Ø21mm 的通孔和Ø38的沉头螺栓孔以及Ø43的沉头孔,螺纹M10-7H 的底孔以及尺寸为5(02-)mm 的横槽,主要加工表面为Ø25H7(25.00+)mm 。
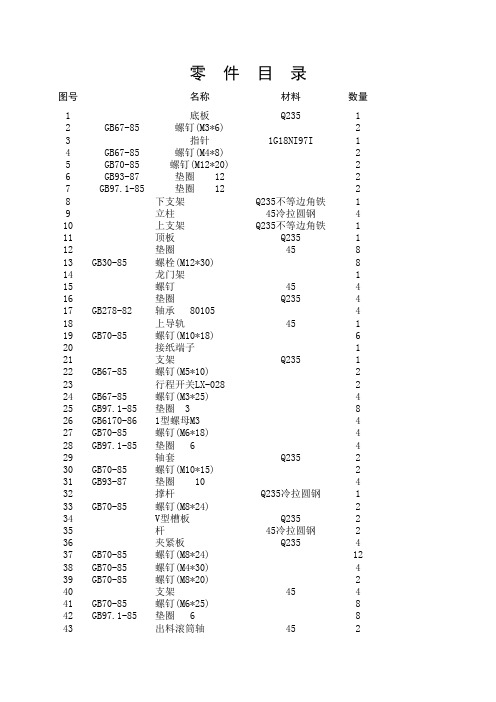
1底板Q23512GB67-85螺钉(M3*6)23指针1G18NI97I14GB67-85螺钉(M4*8)25GB70-85螺钉(M12*20)26GB93-87垫圈 1227GB97.1-85垫圈 1228下支架Q235不等边角铁19立柱45冷拉圆钢410上支架Q235不等边角铁111顶板Q235112垫圈45813GB30-85螺栓(M12*30)814龙门架115螺钉45416垫圈Q235417GB278-82轴承 80105418上导轨45119GB70-85螺钉(M10*18)620接纸端子121支架Q235122GB67-85螺钉(M5*10)223行程开关LX-028224GB67-85螺钉(M3*25)425GB97.1-85垫圈 3826GB6170-861型螺母M3427GB70-85螺钉(M6*18)428GB97.1-85垫圈 6429轴套Q235230GB70-85螺钉(M10*15)231GB93-87垫圈 10432撑杆Q235冷拉圆钢133GB70-85螺钉(M8*24)234V型槽板Q235235杆45冷拉圆钢236夹紧板Q235437GB70-85螺钉(M8*24)1238GB70-85螺钉(M4*30)439GB70-85螺钉(M8*20)240支架45441GB70-85螺钉(M6*25)842GB97.1-85垫圈 6843出料滚筒轴452数量 零 件 目 录图号名称材料44出料滚筒体LY11挤制管2 45GB278-82轴承 601044 46锁紧挡圈Q2356 47GB78-85螺钉(M6*6)12 48GB70-85螺钉(M8*65)2 49垫圈 452 50压板452 51垫圈 452 52GB70-85螺钉(M8*90)2 53上半联轴器451 54GB1096-79键 4*81 55星型弹性件橡胶1 56下半联轴器451 57GB70-85螺钉(M6*20)8 58GB97.1-85垫圈 68 59座452 60FJ173-63轴衬 20*302 61GB301-84轴承 82041 62GB1096-79键 5*181 63GB70-85螺钉(M5*10)2 64GB70-85螺钉(M8*25)4 65GB97.1-85垫圈 84 66电机座HT1501 67下导轨451 68座HT2004 69GB5783-86螺栓(M6*16)2 70GB70-85螺钉(M6*45)4 71螺母HT2001 72GB70-85螺钉(M10*25)7 73GB93-87垫圈 106 74GB97.1-85垫圈 106 75杆Q235F冷拉钢1 76滚筒体LY11挤制管3 77滚筒轴452 78GB278-82轴承 602056 79锁紧挡圈Q2356 80三角架1 81座HT2001 82GB70-85螺钉(M6*25)4 83丝杆451 84长杆45冷拉圆钢1 85长滚筒轴451 86GB70-85螺钉(M10*16)6 87GB93-87垫圈 104 88GB97.1-85垫圈 106 89支撑板452 90GB70-85螺钉(M8*30)691立杆Q235冷拉圆钢1 92V型槽板451 93GB5783-86螺栓(M8*18)2 94GB97.1-85垫圈 82 95GB5783-86螺栓(M10*40)2 96GB97.1-85垫圈 102 97GB6170-861型螺母M102 98GB278-82轴承 802002 99圈452 100支架451 101光电支架Q2352 102GB4141.29-84星形把手 8*322 103光电头104GB67-85螺钉(M4*30)4 105GB6170-861型螺母M44 106GB4141.5-84转动手轮(M10*80)1 107GB4141.22-84手轮B-16*1601 108GB1096-79键 C5*201 109GB70-85螺钉(M8*8)1 110GB97.1-85垫圈 81 111GB301-84轴承 82032 112FJ173-63轴衬 16*151 113支撑板Q2351 114GB70-85螺钉(M10*16)6 115GB97.1-85垫圈 104 116GB97.1-85垫圈 104 117右支座Q235不等边角铁1 118进料滚筒轴451 119GB278-82轴承 601042 120进料滚筒体LY11挤制管1 121夹板Q2351 122GB70-85螺钉(M10*55)4 123套451 124弹簧碳素弹簧钢丝1 125GB119-86销6jC4*351 126套451 127挡板圈HT1501 128GB70-85螺钉(M8*10)1 129螺杆451 130左支座Q235不等边角铁1 131GB77-85螺钉(M5*6)4 132开关板Q2351 133联接板Q2352 134GB5783-86螺栓(M10*22)8 135GB97-76垫圈 108 136联接板组合件2。
毕业设计说明书论文题目:左支座零件的机械加工工艺规程及工艺装备设计摘要在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词:工艺规程;定位误差;夹紧;加工余量;夹紧力ABSTRACTEnable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.Keywords:Technical instruction, position error ,clump , the surplus of processing ,clamp strength目 录摘 要 (I)绪 论 (2)第1章 车床左支座零件的分析及毛坯的确定 (3)1.1 车床左支座的作用和工艺分析 (3)1.1.1 零件的作用 (3)1.1.2 零件的工艺分析 (4)1.2 零件毛坯的确定 (4)1.2.1 毛坯材料的制造形式及热处理 (4)1.2.2 毛坯结构的确定 (5)第2章 车床左支座的加工工艺设计 (6)2.1 工艺过程设计中应考虑的主要问题 (6)2.1.1 加工方法选择的原则 (6)2.1.2 加工阶段的划分 (6)2.1.3 加工顺序的安排 (7)2.1.4 工序的合理组合 (8)2.2 基准的选择 (8)2.2.1 粗基准和精基准的具体选择原则 (8)2.2.2 选择本题零件的基准 (9)2.3 机床左支座的工艺路线分析与制定 (10)2.3.1 工序顺序的安排的原则 (10)2.3.2 工艺路线分析及制定 (10)2.4 机械加工余量 (13)2.4.1 影响加工余量的因素 (13)2.4.2 机械加工余量、工序尺寸以及毛坯余量的确定 (13)2.5 确定切削用量及基本工时 (16)2.5.1 工序一 粗铣Ø80H9(087.00)mm 孔大端端面 ........................................................................... 16 2.5.2 工序二 粗镗Ø80H9内孔 . (19)2.5.3 工序三 精铣Ø80H9大端端面 (20)第3章 专用夹具设计 (23)3.1 定位基准及定位元件的选择 (23)3.2 切削力及夹紧力的计算 (23)3.3 定位误差分析与计算 (24)3.4 夹具设计及操作的简要说明 (25)致 谢 (26)参考文献 (27)附 录 (28)绪论一、设计目的毕业设计是高等院校学生在学完了大学所有科目,进行了生产实习之后的一项重要的实践性教学环节。
摘要根据左支座零件图,制订加工工艺规程及专用夹具设计。
首先,在分析左支座零件的毛坯尺寸参数和工艺要求的基础上,进行了零件的工艺分析和生产类型的确定,安排了合理的加工工艺路线,其中包括:粗、精基准的选择。
然后,确定了机械加工余量、切削用量和基本工时,选择加工设备和工艺装备。
最后,对车床左支座的两个工序的加工进行了专用的夹具设计。
关键词:左支座;工艺规程;工艺路线;夹具设计AbstractEnable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.Key words:The surplus of processing ,Technical instruction, position error , clamp strength目录摘要....................................................................................... 错误!未定义书签。
《机械制造技术基础》课程设计说明书设计题目: 左支座机械制造工艺规程及钻孔夹具设计学生姓名: 黄华柱学号: 36040214 系别: 机电工程系专业班级: 12机械设计制造及自动化专业 2 班指导教师: 谭海欧起止时间: 6月 29 日—— 7月 10 日《机械制造技术基础》课程设计任务书本任务书与课程设计说明书一并装订( 封面后一页) 存档。
设计计算说明书提纲目录一、零件分析 (1)1.零件的作用 (1)2.零件工艺分析 (1)二、工艺规程设计 (2)1.毛坯的选择与设计 (2)1) 毛坯种类 (2)2) 确定机械加工余量、毛坯尺寸和公差 (2)3) 设计毛坯图 (2)2.定位基准的选择 (3)1) 粗基准的选择 (3)2) 精基准的选择 (3)3.制定工艺路线 (4)1) 工艺路线方案一 (4)2) 工艺路线方案二 (4)3) 工艺路线方案比较分析 (5)4.选择夹具、刀具和量具 (6)1) 选择夹具 (6)2) 选择刀具 (6)3) 选择量具 (6)5、工序尺寸、加工余量的确定 (6)6、确定切削用量及基本时间 (8)三、夹具设计 (12)1、定位基准及定位元件的选择 (12)2、切削力及夹紧力的计算 (12)3、定位误差分析及计算 (13)4、夹具总体设计及操作说明 (13)四、总结....................................................... (14)五、参考文献 (14)一、零件分析1、零件的作用题目所给的是机床上用的的一个支座.该零件的主要作用是利用横、 纵两个方向上的502+-mm 的槽.使尺寸为80mm 的耳孔部有一定的弹性,并利用耳部的Ø21mm 的孔穿过M20mm 的螺栓一端与Ø25H7(021.00+)配合的杆件经过旋紧其上的螺母夹紧,使装在Ø80H9(087.00+)mm 的心轴定位并夹紧。
2、 零件工艺分析左支座共有两组加工表面,它们互相之间有一定的位置要求,现在分别叙述如下:一、 以Ø80H9(087.00+)内孔为中心的加工表面: 这一组加工表面包括:Ø80H9(087.00+)mm 孔的大端面以及大端的内圆倒角, 四个Ø13mm 的底座通孔和四个Ø20的沉头螺栓孔,以及两个Ø10的锥销孔,螺纹M8-H7的底孔以及尺寸为5(02-)mm 的纵槽, 主要加工表面为Ø80H9(087.00 +)mm, 其中Ø80H9(087.00 +)mm 的大端端面对Ø80H9(087.00+)mm 孔的轴心线有垂直度要求为:0.03mm 。