利乐包和康美包的比较
- 格式:doc
- 大小:35.00 KB
- 文档页数:5
利乐包和康美包的比较液体食品纸盒市场格局纵览在乳品领域,IP与利乐已经展开了短兵相接,从现在的市场格局来看,这两大巨头的中国争夺战,实际上是超高温灭菌奶与巴氏保鲜奶市场争夺战的表现。
经过多年的努力,利乐已经占据了中国超高温灭菌奶包装70%的市场份额,并与伊利、蒙牛等常温奶厂家结成了紧密的关系。
而为了加强竞争实力,IP也相继与光明、新希望、燕塘、三元、三鹿等五大乳品企业缔结了策略联盟。
前不久,伊利、蒙牛也已悄然成为IP的顾客,众所周知,伊利和蒙牛是利乐包装纸业在华的最大客户,此举标志着在SIG公开向利乐发起挑战后,IP也开始将触角伸向了利乐的腹地,全球三大无菌包装巨头——利乐、SIG、IP在中国液体食品包装市场的角逐已全面展开。
一、国际巨头重兵屯聚目前,国际上主要的液体食品纸盒供应商有瑞典利乐(Tetra Pak)、瑞士工业集团(SIG)、美国国际纸业(IP)、挪威艾罗派克(Elopak)、日本大日本印刷株式会社等,其中利乐和SIG分别占据着全球市场75%和15%的份额。
在中国市场上,液体食品纸盒包装供应商主要有两大类,一类是占据主流地位的外资或合资企业;一类是正在迅速发展的国内彩印企业。
前者以利乐、SIG、IP、Elopak、古林等企业为代表,后者以山东泉林、济南泉华、玉溪创新、青岛人民等为代表。
目前,利乐、SIG、IP已经占据了中国无菌包装市场95%以上的份额,今后几年,这三家跨国巨头中国工厂液体食品纸盒的设计产能高达约170亿只。
作为全球最大的液态食品加工与包装供应商,瑞典利乐目前已在中国设有利乐华新(佛山)包装有限公司、北京利乐包包装有限公司、利乐包装(昆山)有限公司、利乐包装(北京)有限公司等四家工厂,初步完成了其在华南、华北和华东包材生产基地的布局,这四家工厂2004年无菌包装的设计产能已达125亿包;在国际无菌纸包装领域排名第二的瑞士SIG在中国的第一家纸盒包材制造厂——SIG康美包(苏州)有限公司于去年正式投产,该工厂目前年产能力约为7.5亿只,最终产能将达每年33亿只。

利乐与康美包无菌灌装设备的分析
王文磊;雒亚洲;鲁永强
【期刊名称】《中国乳品工业》
【年(卷),期】2007(035)003
【摘要】对利乐系列和康美系列两种典型的液体食品无菌灌装设备进行比较分析,从包装材料、包装盒的成型、包装工艺过程等不同角度阐述了二者的特点及应用场合.
【总页数】4页(P56-59)
【作者】王文磊;雒亚洲;鲁永强
【作者单位】包头轻工职业技术学院,内蒙古,包头,014045;包头轻工职业技术学院,内蒙古,包头,014045;包头轻工职业技术学院,内蒙古,包头,014045
【正文语种】中文
【中图分类】TS2
【相关文献】
1.利康包装柔印无菌包的开拓者 [J], 于智
2.SIG康美包引领无菌纸盒包装的发展未来:访SIG康美包中国区总裁Douglas J.Broughton先生和SIG康美包市场总监Jan Schuermann先生 [J], 王欣
3.无菌包装在康美包无菌灌装机中的应用 [J], 张延明;雒亚洲;王菲菲
4.利乐(Tetra Pak)与康美(Combibloc)无菌包装设备的比较 [J], 雒亚洲;管建慧;任树棠;刘成玉
5.从饮茶习惯看茶具变迁——康美包立体无菌包<Combifit>带来饮茶新理念 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
两片罐、三片罐、康美包、利乐包…饮料、乳品最全包装分类,你都造吗?随着经济的发展和生活水平的提高,我国饮料工业发展迅猛,已经由上个世纪70、80年代单一的玻璃瓶装汽水、碳酸饮料发展到当今功能饮料、植物蛋白、清淡饮料等百花争艳的局面。
饮料包装业也随之出现多元化趋势,打破了过去单一的玻璃容器垄断市场的格局,金属、塑料、纸等材质相继应用在饮料包装上,金属易拉罐、PET瓶、PP瓶、利乐包、康美包、屋顶包、黑白膜等包装粉墨登场。
作为食品人的你,对于饮料以及乳制品的包装分类都清楚吗?今天小编用一篇文章,让你全弄清楚!塑料包装:现在的饮料市场上,塑料瓶在茶饮料、碳酸饮料、果汁、瓶装水等包装应用中占据了主要地位,具体说来,又分为以下几种材质:1、PE(聚乙烯)PE是世界上产量最大的合成树脂,也是消耗量最大的塑料包装材料。
聚乙烯产品又分为低密度、中密度和高密度三种。
利用PE热封性能好的特点,生产的各种复合材料制成的容器,可盛装果汁等各种饮料。
识别特征:一般来说PE包装其手感光滑,质感柔软、润滑一些,用牙齿一咬显得略软。
2、PP(聚丙烯)聚丙烯透明包装瓶的开发是近几年国内外塑料包装的一个热点。
随着透明改性剂——成核剂的开发成功,在普通PP中加入0.1%~0.4%山梨醇缩二甲苯(苯甲醛)成核剂,所生产出来的高透明PP瓶可广泛用于需热杀菌如浓缩果汁等需要高温灌装的饮料包装中,其价格适宜、耐压抗温,是PS、ABS、PET、PE瓶的新生对手。
识别特征:一般来说PP质地较硬,手感略粗糙,折后其折痕会有白色,颜色要比PE白一些。
3、PVC(聚氯乙烯)PVC大致可分为硬制品、软制品和糊状制品三类。
用注拉吹法生产的PVC瓶无缝线,瓶壁薄厚均匀,可盛装含气饮料如可乐、汽水等;采用挤出吹塑法生产的PVC瓶只适用于盛装果汁和矿泉水。
4、聚酯(PET或PETP)采用二轴延伸吹塑法生产的PET瓶,具有“容量大、透明、直观性强、轻便易开启、可冷藏、携带方便、坚固、可回收”等特点,为其发展提供了广阔的市场前景。
·产品与市场·收稿日期:2008-11-15作者简介:雒亚洲(1962-),男,副教授。
从事食品教学研究。
利乐(Tetra Pak )与康美(Combibloc )无菌包装设备的比较雒亚洲,管建慧,任树棠,刘成玉(包头轻工职业技术学院乳品科学学院,内蒙古包头014030)0引言“无菌”一词意味着产品,包装或其他特定区域中不存在或除去任何微生物;“包装”有充填和密封的意思,用于表示适宜的机械特性,即不使任何微生物进入包装中或严格的讲,防止微生物和气体及蒸汽进入包装。
无菌包装技术是一项对食品安全性实现综合技术保障的系统工程,它集光机电一体化技术、化学、物理学、微生物学、计算机等多项高新技术为一体。
为了满足食品安全性的需要,新技术、新工艺和新材料在无菌包装上被及时利用。
典型的无菌包装设备是瑞典TetraPak 公司的TBA 系列设备和德国的康美盒(Combibloc )。
下面从几方面对他们进行比较。
1包装材料为了满足各种各样的食品,包装材料不是单一的原材料,而是由多种材料复合制成,所以称复合材料。
由于产品在常温条件下贮存,所以包装必须提供完全防光和防氧的保护。
常见的包装材料内外覆以聚乙烯,能有效地阻挡液体渗透,并能良好地进行内外表面封合,为了延长产品的保质期,包装材料中加入了一层氧气屏障,通常要复合一层铝箔。
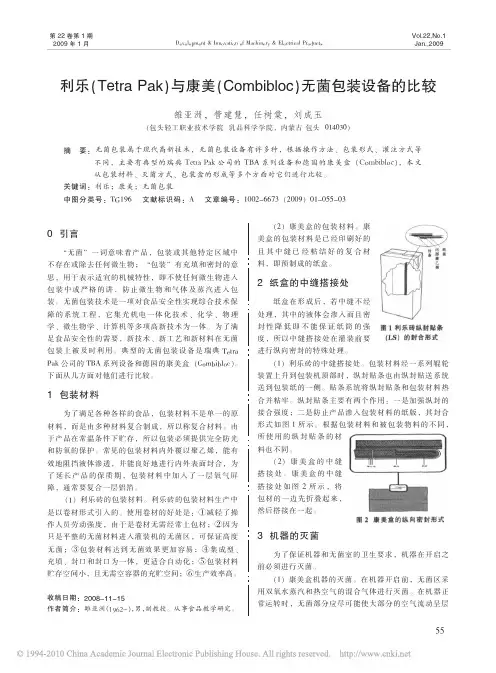
(1)利乐砖的包装材料。
利乐砖的包装材料生产中是以卷材形式引入的。
使用卷材的好处是:①减轻了操作人员劳动强度,由于是卷材无需经常上包材;②因为只是平整的无菌材料进入灌装机的无菌区,可保证高度无菌;③包装材料达到无菌效果更加容易;④集成型、充填、封口和封口为一体,更适合自动化;⑤包装材料贮存空间小,且无需空容器的充贮空间;⑥生产效率高。
(2)康美盒的包装材料。
康美盒的包装材料是已经印刷好的且其中缝已经粘结好的复合材料,即预制成的纸盒。
2纸盒的中缝搭接处纸盒在形成后,若中缝不经处理,其中的液体会渗入而且密封性降低即不能保证纸筒的强度,所以中缝搭接处在灌装前要进行纵向密封的特殊处理。

最新奶块食物知识大全牛奶,最古老的天然饮料之一,被誉为“白色血液”,对人体的重要性可想而知。
顾名思义是从雌性奶牛身上所挤出来的。
下面是小编为大家整理的关于奶块食物知识大全,希望对您有所帮助。
欢迎大家阅读参考学习!营养分析牛奶含有丰富的矿物质、钙、磷、铁、锌、铜、锰、钼的含量都很多。
最难得的是,牛奶是人体钙的最佳来源,而且钙磷比例非常适当,利于钙的吸收。
种类复杂,至少有100多种,主要成份有水、脂肪、磷脂、蛋白质、乳糖、无机盐等[2]每100克牛奶所含营养素[3] 如下:热量(54.00千卡)、蛋白质(3.00克)、脂肪(3.20克)、碳水化合物(3.40克)、维生素A(24.00微克)、硫胺素(0.03毫克)、核黄素(0.14毫克)、尼克酸(0.10毫克)、维生素C(1.00毫克)、维生素E(0.21毫克)、钙(104.00毫克)、磷(73.00毫克)、钠(37.20毫克)、镁(11.00毫克)、铁(0.30毫克)、锌(0.42毫克)、硒(1.94微克)、铜(0.02毫克)、锰(0.03毫克)、钾(109.00毫克)、胆固醇(15.00毫克)。
一般牛奶的主要化学成分含量如下:水分:87.5%脂肪:3.5--4.2%蛋白质:2.8--3.4%乳糖:4.6-4.8%无机盐:0.7%左右组成人体蛋白质的氨基酸有20种,其中有8种是人体本身不能合成的(婴儿为9种,比成人多的是组氨酸),这些氨基酸称为必需氨基酸。
我们进食的蛋白质中如果包含了所有的必需氨基酸,这种蛋白质便叫作全蛋白。
牛奶中的蛋白质便是全蛋白。
牛奶中的无机盐也称矿物质。
牛奶中含有Ca2+、Mg2+、K+、Fe3+等阳离子和PO43-、SO42-、Cl-等阴离子;此外还有微量元素I、Cu、Zn、Mn等。
大自然中的钙是以化合态存在的,只有被动、植物吸收后形成具有生物活性的钙,才能更好地被人体所吸收利用。
牛奶中含有丰富的活性钙,是人类最好的钙源之一,1升新鲜牛奶所含活性钙约1250毫克,居众多食物之首,约是大米的101倍、瘦牛肉的75倍、瘦猪肉的110倍,它不但含量高,而且[4] 中的乳糖能促进人体肠壁对钙的吸收,吸收率高达98%,从而调节体内钙的代谢,维持血清钙浓度,增进骨骼的钙化。

书山有路勤为径;学海无涯苦作舟
纵览乳制品的包装形式
「外观形象佳、便于携带和饮用方便,是对乳制品包装的基本要求。
此外,由于乳制品本身的特质,决定其包装需要有更加严格的其他质量要求,高质量、多样化包装形式的选择是企业塑造品牌形象的手段。
」
伴随着乳制品行业的快速发展,乳制品包装做为乳制品的一个组成
部分,深刻影响着乳制品业的发展。
因为乳制品易变质,因此无论是长效奶(UHT)还是保鲜奶,都对包装提出了严格的质量要求。
此外,外观形
象佳、便于携带和饮用方便,也是对乳制品包装的基本要求。
一个高质量的包装是乳制品生产企业塑造品牌形象的一个必然选择,是扩大市场占有率和生产规模的必要手段。
液态奶包装
预计未来5年,中国奶业将飞速发展,其中液态奶增长率可达
30%,液态奶制品将是未来乳制品消费的主流。
液态奶制品包括纯鲜奶、
超高温杀菌奶和果味奶等。
目前中国液态奶品中,巴氏处理奶占60%,超高温灭菌奶占21.1%,乳酪占19%。
其中,超高温灭菌奶明显呈上升趋势,主要是由于超高温灭菌奶货架期长、包装多样化、保存和携带方便。
一、包装形式
液态奶包装主要包括用于超高温灭菌奶包装的利乐包和康美盒、用
于超高温瞬时灭菌奶包装的利乐枕、用于微菌奶包装的屋脊包以及无菌复合膜制成的百利包等塑料袋;玻璃瓶主要用于巴氏杀菌奶、调味奶和酸奶包装;PP及PS杯是酸奶的主要包装容器。
专注下一代成长,为了孩子。

康美包和利乐包的区别在哪里??牛奶的利乐砖和康美包有什么区别?我问伊利的客服说是不同的生产厂做的,但生产工艺一样,可是若工艺一样为什么还分呢?灭菌方法不一样,保质期也不一样.市场上常见的玻璃瓶、塑料袋和屋脊型纸盒装牛奶普遍采用了巴氏灭菌法,鲜牛奶中含有各种生物活性物质(有人称之为“命脉素”),其含量虽少作用却大,不过它们都十分怕热。
科学家巴斯德通过大量科学实验证明,如果加工时温度超过85℃,牛奶中的营养物质就会被大量破坏,因此人们将低于85℃的牛奶消毒法称为巴氏灭菌法,并将其视为牛奶最科学的加工工艺,采用巴氏灭菌法生产的鲜奶营养价值和原奶基本相同。
但保质期通常只有二到三天.另一种包装就是所谓的“利乐包”、“康美包”等,即UHT—超高温瞬间灭菌技术。
它将牛奶加热至超过130~150摄氏度,仅保持几秒便迅速降至常温,然后在密封无菌条件下,用六层纸铝塑复合无菌材料灌装、封盒而成。
UHT技术在乳品工业的应用始于20世纪40年代末。
1961年,瑞典利乐公司研制出无菌包装系统,把经过UHT灭菌后的产品在连续密闭的无菌环境下包装在同样无菌的容器内。
经过UHT处理包装的牛奶可以在常温下长期保存,综合成本较低,但技术垄断在利乐等少数企业手中,单纯的包装成本较高。
而百利包是用黑白复合膜制成的塑料包装,成本较低,降低了乳品的价格成本,保质期为一个月.但三者都采用130~150℃超高温灭菌后灌装,整个过程在几秒内完成,温度可达140℃,既能杀灭有害细菌。
又能最大限度地保存营养物质。
但相对于巴氏消毒来说营养素质还是损失了一些.保质量期短的牛奶营养更好看包装,识牛奶随着人们生活水平的提高,健康意识的加强,牛奶越来越成为我们生活中不可或缺的食品。
不过,不少消费者在选购牛奶时肯定会感到有一点茫然:这么多种牛奶,各种品牌的、各种口味的、各种包装的、各种价位的,到底该选哪一种?挑知名品牌的,没有错,质量比较有保证;买有促销的,也对,经济实惠。
《现代物流基础》———课程作业作者刘志强系别商务策划系专业商务策划管理年级0 8 级学号802062121分析伊利保证的特点:一产品包装如何实现包装功能?答:(1)保护功能:包装最基本的功能。
保护商品的包装,我们不能简单地理解这是给商品一个防止外力入侵的外壳,实际上保护商品的意义是多重的:a.包装不仅要防止商品物理性的损坏如防冲击、防震动、耐压等,也包括各种化学性及其它方式的损坏。
如啤酒瓶的深色可以保护啤酒少受到光线的照射,不变质。
还有各种复合膜的包装可以在防潮、防光线辐射等几方面同时发挥作用。
b.还有,包装不仅要防止由外到内的损伤,也要防止由内到外产生的破坏。
如化学品的包装如果不达到要求而渗漏,就会对环境造成破坏。
c.包装对产品的保护还有一个时间的问题,有的包装需要提供长时间甚至几十年不变的保护,如红酒。
而有的包装则可以运用简单的方式设计制作,可以容易的销毁。
(2)方便功能:便于运输和装卸,便于保管与储藏,便于携带与使用,便于回收与废弃处理。
(规格、尺寸、形态、重量以及包装工艺、材料、结构、开启方法等)a.时间方便性:科学的包装能为人们的活动节约宝贵的时间,如快餐、易开包装等。
b.空间方便性:包装的空间方便性对降低流通费用至关重要。
尤其对于商品种类繁多、周转快的超市来说,是十分重视货架的利用率,因而更加讲究包装的空间方便性。
规格标准化包装、挂式包装、大型组合产品拆卸分装等,这些类型的包装都能比较合理的利用物流空间。
c.省力方便性:按照人体工程学原理,结合实践经验设计的合理包装,能够节省人的体力消耗,使人产生一种现代生活的享乐感。
(3)促销功能:这是包装设计最主要的功能之一。
在超市中,标准化生产的产品云集在货架上,不同厂家的商品只有依靠产品的包装展现自己的特色,这些包装都以精巧的造型、醒目的商标、得体的文字和明快的色彩等艺术语言宣传自己。
二包装材料和技术有什么特点?答:伊利的包装分别采用了利乐包装和康美包装(1) 利乐包装是密闭式灌注的,就是把奶灌注到纸管里,然后切割封合,所以里面没有空气。
今日食普485期:纯牛奶的不同包装人靠衣裳马靠鞍。
牛奶也讲究穿戴。
不过,液态纯牛奶的外包装,可不只是为了外表好看,其中大有讲究。
用什么包装,与牛奶的灭菌方法和保质期有关。
到超市一看就明白了,液态牛奶摆放的位置有两类,一类是冷藏的,一类是常温的。
这两类奶对应着灭菌方式不同,要求不同的包装与之适应。
大家知道,灭菌温度越高,微生物杀灭得就越彻底。
但温度一高,或持续高温时间长,维生素等营养素就有不同程度的破坏,也可能会产生有害物质或影响口感。
选择灭菌方法就是在消灭细菌与保留营养成分和口味之间达成妥协。
国内奶业灭菌主要采取巴氏杀菌和超高温瞬时灭菌两种。
两种灭菌奶巴氏杀菌奶——冷藏奶原奶加温到72~85℃之间保留数分钟,消杀致病微生物。
有的原奶质量差,一些企业提高了灭菌温度。
优点是温度在100℃以下,营养成分基本未被破坏,口感也没发生变化。
缺点是仅仅杀灭活动致病菌,未能杀灭所有微生物和芽孢,一旦时间长了微生物会重新活跃。
因此只能短期存放,一般保质期为数日,最多不超过3周。
所以产品需要全程4℃左右低温保存,对企业的冷链系统有较高要求。
超市里的巴氏杀菌奶放摆在冷藏柜里。
巴氏消毒奶一般用玻璃瓶、巴氏塑料袋和屋顶盒包装。
超高温瞬时灭菌——常温奶原奶加热到135~140℃之间,保持数秒,彻底消灭原奶中的一切微生物及其芽孢。
由于温度高,奶中的某些营养成分会破坏,口感也可能受影响。
这种方法灭菌彻底,未打开包装前只需常温保存。
包装为利乐砖、利乐枕、百利包、无菌塑料包等。
有的包装上注明超高温瞬时灭菌的英文缩写“UHT”字样。
保质期1个月~1年。
•巴氏杀菌牛奶保质期短,一般在本地或附近销售。
•高温瞬时灭菌牛奶保质期长,可远距离供应,包括进口产品。
冷藏奶包装玻璃瓶是最原始的巴氏奶传统包装。
上门配送的鲜牛奶,大部分采用玻璃瓶装。
特点是可循环利用,经济实惠。
缺点是保质期短,最多2~3天。
热天若脱离冷藏,经常是一大早送来的鲜奶,来不及喝下午就“坏”了。
书山有路勤为径;学海无涯苦作舟
纵览乳制品与包装(中)
不同包装形式所使用的材料
1.无菌砖
无菌砖是由纸、铝及塑料复合层压加工成,厚约0.35mm,典型结构为:利乐包:PE/纸板/粘合层/Al/PE/PE;康美包:PE/白纸板/PE/Al/粘
合层/PE。
内层为热封和包容食品作用,铝箔提供了最好的阻氧、阻水及
避光性,粘结层使铝箔与纸板之间相连结,纸板提供了刚性挺度及印刷性,外层的PE保护油墨及纸板。
2.无菌枕
无菌枕也是多层纸、铝、塑复合材料,与砖包接近,但是纸板材料
不同。
其结构为:PE/纸/粘合层/Al/粘合层/PE。
纸张为印刷层,可柔印
也可胶印,具有良好的阻隔性、避光性。
3.屋顶包
屋顶型包装材料,一是PE/纸板/粘合树脂/铝箔/粘合树脂/PE,具
有类似砖包的保质期;二是PE/纸板/PE三层结构的新鲜层,通常屋顶包
一般指三层复合的材料。
4.无菌杯
无菌杯以埃卡杯(NAS)为典型代表。
埃卡杯(NAS)的无菌包装材
料分为杯材、盖材和商标材三部分,其结构和生产工艺要求比较复杂。
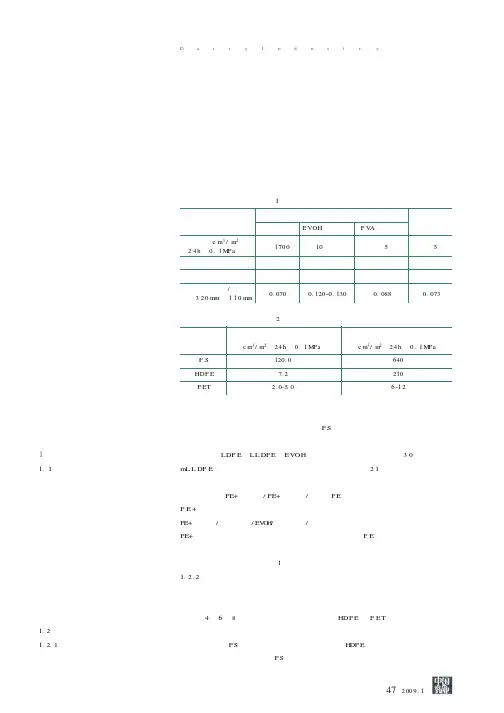
NAS塑料杯无菌包装系统用的包装材料称为中性无菌包装材料,简称NAS 片材。
其结构为:
PP/PE/EVA/EVOH/HIPS;PP/PE/EVA/PVDC/HIPS;PP/PE/EVA/PS/PVDC/HIPS 。
PP层是无菌保护层,PE层是密封层及隔水层,EVA是粘合层,
专注下一代成长,为了孩子。
利乐包和康美包的比较液体食品纸盒市场格局纵览在乳品领域,IP与利乐已经展开了短兵相接,从现在的市场格局来看,这两大巨头的中国争夺战,实际上是超高温灭菌奶与巴氏保鲜奶市场争夺战的表现。
经过多年的努力,利乐已经占据了中国超高温灭菌奶包装70%的市场份额,并与伊利、蒙牛等常温奶厂家结成了紧密的关系。
而为了加强竞争实力,IP也相继与光明、新希望、燕塘、三元、三鹿等五大乳品企业缔结了策略联盟。
前不久,伊利、蒙牛也已悄然成为IP的顾客,众所周知,伊利和蒙牛是利乐包装纸业在华的最大客户,此举标志着在SIG公开向利乐发起挑战后,IP也开始将触角伸向了利乐的腹地,全球三大无菌包装巨头——利乐、SIG、IP在中国液体食品包装市场的角逐已全面展开。
一、国际巨头重兵屯聚目前,国际上主要的液体食品纸盒供应商有瑞典利乐(Tetra Pak)、瑞士工业集团(SIG)、美国国际纸业(IP)、挪威艾罗派克(Elopak)、日本大日本印刷株式会社等,其中利乐和SIG分别占据着全球市场75%和15%的份额。
在中国市场上,液体食品纸盒包装供应商主要有两大类,一类是占据主流地位的外资或合资企业;一类是正在迅速发展的国内彩印企业。
前者以利乐、SIG、IP、Elopak、古林等企业为代表,后者以山东泉林、济南泉华、玉溪创新、青岛人民等为代表。
目前,利乐、SIG、IP已经占据了中国无菌包装市场95%以上的份额,今后几年,这三家跨国巨头中国工厂液体食品纸盒的设计产能高达约170亿只。
作为全球最大的液态食品加工与包装供应商,瑞典利乐目前已在中国设有利乐华新(佛山)包装有限公司、北京利乐包包装有限公司、利乐包装(昆山)有限公司、利乐包装(北京)有限公司等四家工厂,初步完成了其在华南、华北和华东包材生产基地的布局,这四家工厂2004年无菌包装的设计产能已达125亿包;在国际无菌纸包装领域排名第二的瑞士SIG在中国的第一家纸盒包材制造厂——SIG康美包(苏州)有限公司于去年正式投产,该工厂目前年产能力约为7.5亿只,最终产能将达每年33亿只。
SIG的目标是,未来几年内实现康美包20%到30%的市场增长率,在中国市场争取尽可能多的市场份额;全球最大的“屋顶包”包装企业美国IP在中国专门设立了独资企业——上海国际纸业有限公司,主要从事“新鲜屋”屋顶型饮品纸盒的研制、生产和销售,目前年产能力超过了10亿只。
今年5月,IP已正式将其亚洲总部由香港迁到上海,以满足其在中国和亚洲地区不断增长的业务需求;由日本古林纸工株式会社和日本Ozax株式会社合资组成的古林纸工(上海)有限公司也将屋顶型保鲜包装盒生产作为其主营业务之一,年产能力约为10亿只;挪威Elopak也已和日本的 Nippon Paper-Pak公司在上海合资建立了一座年生产能力达7亿只牛奶和饮料专用包装纸盒的生产厂。
二、国内企业意欲破局在液体食品的纸盒包装领域,与强悍的跨国巨头相比,中国本土企业的竞争能力还显得相对弱些以液态奶的无菌包装为例,目前大多乳品企业采用的都是进口设备和包材,造成了其价格居高不下,制约了生产和消费的进一步发展。
近年来,以山东泉林、温州天龙、南京昊晟、沈阳北亚、济南泉华、玉溪创新等为代表的国内企业已经在无菌灌装设备和液体食品纸盒生产领域迈出了可喜的步伐。
现阶段,国内液体食品纸盒的供应商主要有山东泉林纸业有限公司、青岛人民印刷有限公司、济南泉华包装制品有限公司、云南玉溪创新彩印有限公司、鲁泰联合包装印务有限公司、中山市金田包装印务有限公司、湖州天外绿色包装印刷有限公司、浙江伟博包装印刷品有限公司、浙江比例包装股份有限公司、四川威之国际新材料有限公司、皇家万豪实业(沈阳)有限公司(原沈阳现代饮品包装有限公司)等十几家企业。
过去数年间,这些国内企业为了在国际巨头占据主流的液体食品包装市场上有所突破,纷纷致力于不断提升自身的竞争实力,如山东泉林、济南泉华、玉溪创新、青岛人民等企业相继引进了国内、国外柔性版印刷机从事纸塑和纸铝塑复合包装的生产,并且非常注重在管理、技术、成本、市场等方面的攻关,因此成功地赢得了蒙牛、光明、三元、新希望、妙士、汇源等著名企业的订单。
液体食品纸盒,进入的门槛有多高?目前纸铝塑复合纸盒(以下简称无菌纸盒)和纸塑复合纸盒国内企业都可以提供,但究竟如何选择,必须要充分考虑到以下几个方面。
一、材料供应1、无菌纸盒用于无菌纸包装的包装纸实际上是一种复合材料,它是由纸、聚乙烯、铝箔、沙林树脂等多层复合而成,其中纸为结构材料,聚乙烯为粘结材料,沙林树脂为热封材料,而铝箔则为高阻隔材料。
彩印企业要涉足液体食品纸盒生产领域,原料的供应就不得不关注,这里以最主要的原纸加以说明。
目前,国际上重要的无菌砖包用原纸供应商主要有瑞典的StoraEnso、FROVI、Korsnas,美国的维实伟克、国际纸业等,这些企业的原纸质量一般都有很好的保证,但价格相对较高,并且有时花钱也很难买到。
同时无菌砖包的其他原料供应也相对困难许多。
对于无菌纸盒的基材—原纸,国内目前只有极少的企业能生产,并且产量非常小,部分性能与国际先进水平相比还有一定差距,因此无菌纸盒的包装原纸绝大多数都要依靠进口(甚至很难买到),造成了供应紧张,成本居高不下。
2、纸塑复合纸盒纸塑复合纸盒以目前市场上较常见的屋顶包(纸塑复合型)为例,1994年,国际纸业率先将屋顶包引入了中国市场,通过与光明、伊利、顶津等国内重要食品企业的合作,开拓了屋顶盒包装市畅屋顶包用原纸主要生产商有美国的蓝岭纸业、国际纸业、波特拉奇纸业,芬兰的斯道拉恩索,印度的国际烟草公司等。
此外,利乐、一些日本食品纸张供应商和部分国内企业也都供应屋顶盒的包装材料。
一般来说,屋顶包的供应相对比较充足,其用于合成的PE材质市场上一般都能买到。
二、设备投入要与强大的竞争对手同台竞技,质量优异、技术先进的生产设备是必不可少的因素之一。
1、无菌纸盒众所周知,无菌复合纸盒的成型方式一般有两种:一种是从原料板开始,杀菌、成形、灌装、密封,均在—条包装生产线上完成;另一种方式是由纸盒成形机预先制成折叠式扁形纸盒,使用时再展开成形,杀菌后进入灌装机。
这也造成了目前国内两种不同的液体食品纸盒生产方式,一类是供应商在向食品企业提供设备的同时,会同时输入包材。
如伊利、蒙牛、统一、汇源等所购的设备主要都来自利乐、SIG等国际巨头,而一条利乐生产线的费用通常就高达一千万元以上,运转这些设备同样需要昂贵和复杂的维修服务体系,加上其设备无法兼容其他包装材料,因此对于多数中小食品企业来说,这些高档先进的设备它们是无力采用的。
另一类是食品企业引进相关设备,包材由印刷企业提供,最终纸盒的加工在食品企业的灌装设备上完成,但印厂提供的纸盒必须要能和食品企业的灌装设备配套使用。
目前灌装设备供应商除了几家国际巨头外,国内仅有温州天龙、沈阳北亚、南京昊晟、上海张堰、广东远东、上海天宇等少数几家企业能配置此类生产线,但与利乐、SIG等相比,在技术水平上还有不小差距。
目前,国内多数印刷企业都选择的是这条道路,但作出此种选择,印刷企业必须要配备具有国际先进水平的专业化液体食品纸盒包装生产线,因为生产无菌复合纸盒的生产除了原纸、聚乙烯、铝箔、粘合剂等必需原料外,还要配备诸如涂布机、复合机、分切机、印刷机、封口机、上光机、压痕打孔模切机、制盒机、热封糊盒机、在线检测设备等各种专业设备,同时还要建立密封净化消毒车间、标准化的洁净车间、微生物实验室等配套车间,这些设备和车间的投入将是一笔非常巨大的数目。
需要指出的是,对于客户的生产系统而言,康美包要比利乐包更节约包材。
这在价格战愈演愈烈的饮料和乳品市场,其意义是不言而喻的。
2、纸塑复合纸盒对于液体食品纸盒供应商来说,要生产出合格的纸盒,生产设备的配置将是一个至关重要的因素。
如上面已经提及到的共挤淋膜复合机、分切机、印刷机、上光机、压痕模切机、热封糊盒机等。
由于液体食品的特性,在印刷设备方面,彩盒企业原来常用的胶印和凹印设备有时不一定能有用武之地,因为现在越来越多的乳品、饮料企业都要求纸盒必须使用柔印设备来印刷,这对印刷企业来说,又将是一大笔成本投入。
但相对利乐包来说,屋顶包的整厂设备投入要相对经济一些,印厂可以通过自身的努力,从食品企业争取到更多的订单。
纸塑复合纸盒的生产同样需要配备专门的设备,目前这一领域的一些著名供应商及设备有:意大利IMS公司的分切机、德国BHS印刷机械公司的卫星式宽幅柔印生产线、Fischer & Krecke公司的宽幅柔版印刷机、美国斯蒂文斯公司的纸盒印刷模切生产线、美国Bernal公司的压痕模切机、美国IPBM公司自动糊盒生产线、美国国际纸盒机械公司的制盒机等。
这些进口设备一般都有稳定可靠的质量保证,但价格较高,并且通常需要配套进口。
三、技术门槛1、无菌纸盒众所周知,液体食品加工和包装是一个有着很多严格要求的行业。
比如无菌包装(Aseptic Packaging)技术就是一项集多种学科于一身的综合性技术成果,具体是指被包装的液体食品在包装前经过短时间的灭菌,然后在无菌条件下(即在包装物、被包装物、包装辅助器材均无菌的条件下)进行充填的和封合的一种包装技术,其最大优点是在无菌条件下最大限度地保留了产品原有的营养成分和风味,并使其保质期大为延长。
这项技术中,无菌纸盒的生产占有非常重要的地位,如SIG的第二代无菌纸盒包装系统combishape,其包材的生产流程为,首先在包材上进行印刷,然后用铝和聚乙烯在材料上涂层,接下来裁成纸卷,最终纸盒的加工在用户的灌装设备上完成,在这一系列过程中,如果技术工艺不过关,那么就很容易造成纸盒生产率降低、原料纸板损耗增加、密封不良等现象。
比如一旦预成形纸盒在保存过程中因聚乙烯氧化而降低热封性能,或因折痕和纸纤维硬化失去弹性变为不平整,那么就会给灌装成形机造成供料困难。
又如如何确保生产的无菌环境,采用何种材料和工艺,如何控制温度使其之间关系达到平衡,如何使复合纸既能防湿防潮又能保证其机械强度等,这些问题的妥善解决都必须建立在强大的技术实力和专业的生产经验的基础上。
2、纸塑复合纸盒相比无菌纸盒包装,纸塑复合型屋顶包的技术含量要相对较低。
这种屋顶包常采用纸基复合材料印制,纸张为结构层与低密度PE经淋膜复合而成,正反两面的低密度PE同时作为阻隔层和热封层。
另外,这种纸基复合材料还可以采用低密度PE和铝箔经淋膜复合而成。
生产过程中的技术难度相比无菌纸盒要低。
印刷方面,这种屋顶包多采用柔性版印刷,也有UV胶萤其印刷工艺流程一般为印刷(含背涂胶印刷)—模切压痕—热封糊盒—消毒—包装。
除了常规印品的质量要求外,还有两点非常关键,一是卫生要求,如每平方厘米的细菌总数不得超过一个,大肠菌群、致病菌和霉菌不得检出。