风机叶轮动平衡记录表
- 格式:xls
- 大小:22.50 KB
- 文档页数:1
风机叶轮单面动平衡操作程序操作步骤1、测点安装备妥以后,拔除仪器的充电电线;开风机到指定转速,按仪器的“ON”开始,最左侧的棘轮转换开关转至SUM(综合测试);2、这时仪器显示屏出现“SUM ISO”及转速和震动数值(mm /s);3、进入动平衡操作:棘轮转换开关转至“BALANCE”BALANCE (单面动平衡测试)1-PLANE-BALANCING 按YESWITH PRINTOUT?(打印)按NOWITH STORED DATA?(记录日期)按NOTYPE OF CORRECTION POAR CORRECTION 按YESINITIAL RUN 按YESIR 出现(转速)RPM (振动速度)mm/s rms(相位角)按YESTEST RUN 按YESTRIAL MASS 100(代表1000g)此时不要关仪器,因为已经保存了初测的数据。
4、给风机叶轮上加试重铁,一般稍大于1000 g,要用天平称试重铁的重量,位置取叶轮静不平衡的较轻范围焊接。
若配重铁的重量轻了,开风机后仪器上会出现重量轻的提示,需要再加重;5、调整仪器的试加重量数值(TRIAL MASS 100)到试重铁的重量(按“ UP OR DOWM)按YES 出现ROF OUT RAESE然后开风机出现 AMOUNT:(试加重量值) LOC:0°按YES T (转速)RPM(振动速度值)mm/s 按 YES REMOVE TRIAL MASS 按YESPOLAR CORRECTIONAMOUNT:(应增加配重,数值乘以10为所加配重重量,单位g)§(应加配重相位角)加配重铁的位置:与风机旋向相反的相位角位置,例如:风机为逆时针旋转,相位角为265°,那么选位置就是顺时针旋转265°,然后焊接配重铁。
注意配重块加焊条的重量为配重重量。
开风机稳定转速后按FOR WARD 后出现CHECK 震动值和相位角程序结束。
风机叶轮动平衡标准风机叶轮动平衡是指在风机叶轮旋转时,通过调整叶片的质量分布,使得叶轮在高速运转时能够保持稳定、平衡的状态。
风机叶轮动平衡的目的是减少振动和噪音,提高风机的运行效率和使用寿命。
下面将介绍风机叶轮动平衡的标准。
风机叶轮动平衡标准是根据国家相关标准制定的,主要包括静平衡和动平衡两个方面。
首先是静平衡,静平衡是指叶轮在静止状态下的平衡。
根据标准规定,风机叶轮的静平衡误差应符合一定的范围。
一般来说,对于小型风机,静平衡误差应控制在0.2g.mm/kg以内;对于大型风机,静平衡误差应控制在0.1g.mm/kg以内。
静平衡的实现需要使用专门的静平衡设备,通过在叶轮上加入适量的配重物,使得叶轮在静止状态下能够平衡。
静平衡过程中,需对叶轮进行多次试重,以逐步调整叶片上的配重物,直至达到静平衡要求。
除了静平衡,风机叶轮还需要进行动平衡。
动平衡是指叶轮在旋转状态下的平衡。
与静平衡不同,动平衡需要考虑到叶轮在高速旋转时的离心力和离心力矩。
风机叶轮的动平衡误差应符合一定的范围。
根据标准规定,对于小型风机,动平衡误差应控制在1.5g.mm/kg以内;对于大型风机,动平衡误差应控制在1.0g.mm/kg以内。
动平衡的实现同样需要使用专门的动平衡设备。
在动平衡过程中,需将风机叶轮安装在动平衡设备上,通过在叶片上加入适量的配重物,使得叶轮在旋转状态下能够平衡。
动平衡过程中,需进行多次试重,逐步调整叶片上的配重物,直至达到动平衡要求。
风机叶轮的动平衡标准是为了保证风机的稳定运行和安全使用而制定的。
如果风机叶轮的动平衡不符合标准要求,将会导致风机振动、噪音大,甚至影响风机的正常运行。
因此,对于风机叶轮的动平衡,必须严格按照标准进行检测和调整。
总结起来,风机叶轮动平衡标准包括静平衡和动平衡两个方面。
静平衡是指叶轮在静止状态下的平衡,动平衡是指叶轮在旋转状态下的平衡。
根据标准规定,风机叶轮的静平衡误差和动平衡误差都有一定的范围要求。
风机叶轮动平衡试验(实例)
以2017年8月28日试验数据为例(变频开度以85%为准):
一、试验步骤
1、原始振动值为7丝
2、启动风机转动后自由转动至叶轮静止,将自由停止后的顶端定为B点(大体为配重块的安装位置),将叶轮三等分后,顺时针定出A、B、C点。
3、根据送风机叶轮直径、转速、振动值,确定初步配重150克。
(相同的振幅,叶轮越大、转速越高,那么增加的配重就越重)
4、分别将配重安装在A、B、C三个位置,自变频开度50%-100%每隔10%测试振动并记录(本次以85%为基准)。
A点——15丝B点——7.6丝C点——15.5丝
5、A、C两个点的振幅应比较接近,说明第2步选择的B点比较准确。
(参照图例)
1)A、C两个点的振幅若相差很大,说明第一步停的位置不准确,
2)若完全一致,说明B点就是增加配重的位置,
3)若A点振幅<C点振幅,且B点振幅更小,如本次试验7.6<15<15.5,有可能是两种情况:一是单纯分析以上3个数据,配重过小,再增加相同的配重使三个点的振幅基本相等,位置在B点附近,方向指向逆时针方向(原因是A点振幅<C点振幅);二是综合考虑以上三个数据及原始振动值,配重过大,需要减少配重,也就是说原来B点附近因较轻而振动7丝,现在增加配重后因较重而振动7.6丝,需要
减少新增加配重150克的一半,即减少75克。
本次试验首先考虑了第二个方案,一次减少75克成功。
并且位置由原来的5又1/3处调整至5,振动得以解决。
更多方法参考《三圆幅值法找动平衡原理》。
试验人员:
2017年8月28日。
离心风机叶轮动平衡标准
离心风机叶轮动平衡是指叶轮在高速运转时的动态平衡状态,主要目的是减小振动、降低噪音和延长风机的使用寿命。
离心风机叶轮动平衡主要应满足以下标准:
1. 质量平衡:叶轮各部件的质量应平衡分布,避免重叠质量或过大的不平衡质量。
2. 静平衡:在任何旋转位置,叶轮的质心应在转轴线上,叶轮配有平衡块来调整其质心位置。
3. 动平衡:叶轮在高速运转时产生的离心力和惯性力应尽可能减小,使叶轮的振动在可接受范围内。
4. 滚动平衡:叶轮在水平方向上的振动应尽可能小,确保叶轮在高速旋转时的稳定性和平衡性。
以上是离心风机叶轮动平衡的一些标准,具体的标准和要求可能会因不同的行业和应用而有所不同,用户在选择和使用离心风机时应参考相关的标准和规范。
风机叶轮动平衡方法
风机叶轮动平衡是指对风机叶轮进行调整,使其在运转过程中达到平衡状态,避免振动和噪音的产生,提高风机的工作效率和使用寿命。
常用的风机叶轮动平衡方法有以下几种:
1. 静平衡:静平衡是在叶轮未安装在风机上时进行的平衡调整。
通过在叶轮上加装或削减一定质量的块体,使叶轮的重心与叶轮轴线重合,从而达到静平衡状态。
2. 动平衡:动平衡是在叶轮安装在风机上并运转时进行的平衡调整。
首先使用动态平衡仪测试叶轮的不平衡情况,然后在叶轮上加装或削减一定质量的块体,以消除或减小叶轮的不平衡。
3. 双面动平衡:双面动平衡是指对风机叶轮两侧进行动平衡调整。
即在叶轮两侧分别加装或削减一定质量的块体,以使叶轮两侧的不平衡量减小或归零。
4. 动平衡校正:对于动平衡调整效果不理想的情况,可以使用动平衡校正方法。
该方法主要通过切削、加工或重调叶轮的鼻部、叶片或轮毂,使叶轮达到平衡状态。
5. 振动监测和调整:在风机运行过程中,可以使用振动监测仪器进行振动检测,根据检测结果进行调整。
通过调整叶轮的平衡状况,减小风机的振动和噪音。
需要注意的是,风机叶轮动平衡的方法选择要根据具体情况和要求,有时可能需要结合不同的方法进行调整。
同时,在进行叶轮动平衡调整时,要保证操作安全,并严格按照相关标准和规范进行操作。


离心风机叶轮不平衡诊断和现场校验动平衡自动计算方法摘要:分析总结“划线法”“三点作图法”、“两点计算法”、“三点计算法”在现场校验风机动平衡的优缺点,提出利用简易测振仪和基于excel的自动计算功能,实现风机叶轮不平衡诊断和“三点自动计算法”是最佳方法。
对检修人员进行简单培训即可具备动平衡校正的能力,为风机检修提供了便捷条件。
关键词:风机振动诊断;基于excel的动平衡校验自动计算1前言风机是一种将原动机的机械能转换为输送气体、给予气体能量的机械,它是火电厂中不可少的机械设备。
笔者所在垃圾焚烧发电厂的引风机运行条件较恶劣,其工作介质是温度约150℃,由垃圾焚烧产生的具有较强腐蚀性烟气。
且由于运行初期烟道漏风的原因导致烟气温度过低,引风机叶轮沉积了酸性气体的结晶,造成了一定的腐蚀。
引起动平衡破坏,振动过大,从而导致锅炉非计划停运或被迫减负荷运行。
所以利用振动分析的理论知识判断故障原因,采用简单快速的措施校正动平衡,解决此类故障,是发电厂连续安全运行的有效保障。
国内外也有众多厂家生产的动平衡校验仪,但由于其价格较高,且需要专业人员操作,在小型发电厂一般难以普及配置。
为此,笔者总结了“划线法”“三点作图法”“两点计算法”“三点计算法”这几种不利用复杂仪器对风机进行现场动平衡的方法,分析了优缺点,验证最有效的方法。
通过多次实践,笔者利用简易测振仪和基于EXCEL自动计算功能,实现了风机叶轮不平衡诊断和“三点自动计算法”进行现场单面动平衡校正,其精度可达到动平衡仪的水平。
对检修人员进行简单培训即可具备动平衡校正的能力,为风机检修提供了便捷条件,供同类工作的技术人员参考。
2振动和叶轮不平衡诊断2.1旋转机械的振动测量分为轴振和轴承振动,受传感器安装限制和测量设备价格高的原因,风机一般只测量轴承振动,简易振动测量的主要参数有振幅(mm)、振速(mm/s)、振动加速度(mm/s2),专业的振动分析仪还可以测量振动的频率、相位、轴心轨迹。
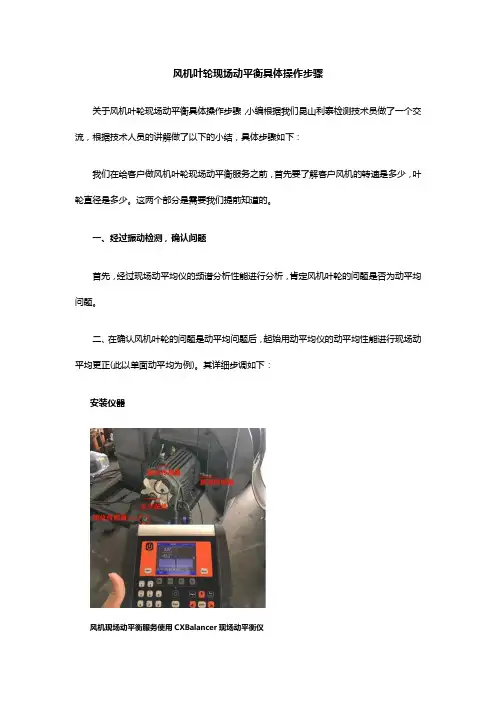
风机叶轮现场动平衡具体操作步骤关于风机叶轮现场动平衡具体操作步骤,小编根据我们昆山利泰检测技术员做了一个交流,根据技术人员的讲解做了以下的小结,具体步骤如下:我们在给客户做风机叶轮现场动平衡服务之前,首先要了解客户风机的转速是多少,叶轮直径是多少。
这两个部分是需要我们提前知道的。
一、经过振动检测,确认问题首先,经过现场动平均仪的频谱分析性能进行分析,肯定风机叶轮的问题是否为动平均问题。
二、在确认风机叶轮的问题是动平均问题后,起始用动平均仪的动平均性能进行现场动平均更正(此以单面动平均为例)。
其详细步调如下:安装仪器风机现场动平衡服务使用CXBalancer现场动平衡仪在风机设备停机的形态下,在转动部位上贴上一小块反光贴纸(约为1cm2);将振动传感器吸在电机轴承部位,相位计传感器架于磁性座之上,使其激光打到反光贴纸上。
安装表示图如下:三、进行动平均更正确认仪器安装好之后,开启风机,在风机抵达正常工作转速之后,进入动平均仪的动平均性能界面,点击试运转性能后,按肯定键起始进行丈量风机叶轮的初始振动值和相位。
待数据安稳后进行保存并使风机停机。
四、安装试重螺丝肯定叶轮停止以后,在叶轮上任意位置经过打孔锁螺丝或许焊接的方法加一个称好分量的试重(根据风机叶轮分量选择合适分量的试重);并将分量输入到动平均仪中;从头开启风机并进行二次丈量振动及相位;待保存后,动平均仪上能够自动计算出其应加配重的角度和分量。
试加分量的角度不妨由相位和滞后角肯定:五、安配备重螺丝先使风机处于停机形态,先取下试重,而后根据CXBalancer动平均仪上计算的后果,以安装试重螺丝的位置为0度,转动目标的反目标角度来安装称好的配重螺丝。
六、检查更正后果再次开启风机,丈量安配备重后的振动值和角度,根据ISO-1940动平均准则进行对比,看是否符合准则,若符合,则这次动平均完毕,若不符合准则,则根据动平均仪二次的计算后果反复“安配备重螺丝”这一步调,直到符合准则为止。
叶轮动平衡试验报告A
精选文档
TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
湖北省神珑泵业有限责任公司动平衡试验报告
设备型号转子平衡等级转子径长比叶轮直径
(mm)
叶轮长度(mm)
叶轮重量
(kg)
转速(r/min)
YFW-2000G6.3 1.5:1Φ366244.650980许用偏心距(mm)许用不平衡力矩(g.mm)许用不平衡量(g)
0.0530698.4
试验标准:GB/T 9239.1-2006 机械振动恒态(刚性)转子平衡品质要求
JB/T7255-2007水环真空泵和水环压缩机
试验情况记录
序号零件图号试件编号
不平衡量位置
(方位度距端
面)
去除(加重)不
平衡重量(g)
最终不
平衡重量
(g)
结论
12BE1202-0003YL-001加重35g 4.5g合格22BE1202-0003YL-002加重42g 6.7g合格
试验结论:按GB/T 9239.1-2006 机械振动恒态(刚性)转子平衡品质要求和JB/T7255-2007水环真空泵和水环压缩机标准要求试验,进行校正配重,最终不平衡重量均在标准范围内,该批叶轮判定为合格。
产品名称:2BE1202叶轮试验日期: 报告编号:DPH2017-236
试验员:邹定山审核:袁四林(印章)报告日期:2017.09.24。
一、配重质量计算公式:
m=M*X/{(10~15)*R*[(n/3000)*(n/3000)]}
m为试重质量,g
M为转子质量,kg
n为转速,rpm
R为加载半径,mm
X为初始振动值,um
二、1 方法介绍
给风机转子做动平衡,关键是找出叶轮轻点位置,并确定所加平衡块质量用作图法找平衡,具体步骤如下:
(1)开启风机,稳定运行后,在最能反映风机振动情况的M点(如轴承座等),用测振仪测其振幅A0,记录后停机
(2)将叶轮前盘(或后盘)圆周3等分,分别记作1点,2点,3点
(3)在1点处夹上预先制作好的夹块P(根据风机叶轮大小确定其质量,一般为mp=150 g~300 g),重复步骤1,测M点振幅A1
(4)更换夹块P的位置到2点和3点,重复步骤3,依次测得M点振幅A2,A3
(5)作图以A0为半径作圆,圆心为O,将该圆3等分,分别记作O1点,O2点,O3点;以O1为圆心,A1为半径作弧;以O2为圆心,A2为半径作弧;以O3为圆心,A3为半径作弧上述3条弧线分别交于B,C,D三点
(6)作BCD的型心O4,O4 点即为轻点,连接OO4并延长交圆O于O5点,O5点即为加配重铁块的点侧得OO4的长度为L,则O5点配重质量为m配=mp×A0 /2L
(7)在风机叶轮前盘(或后盘)圆周上找出实际O5点位置,将配重为m配铁块焊牢,至此,离心风机作动平衡完成。
精心整理精心整理湖北省神珑泵业有限责任公司动平衡试验报告产品名称:2BE1253叶轮试验日期:2017.08.15报告编号:DPH2017-236 设备型号 转子平衡等级 转子径长比叶轮直径(mm) 叶轮长度(mm) 叶轮重量(kg) 转速(r/min) YFW-2000 G6.3 1:1 φ501 499.5 142 740 试验标准:GB/T9239.1-2006机械振动恒态(刚性)转子平衡品质要求JB/T7255-2007水环真空泵和水环压缩机试验情况记录序号 试验项目 单位位置备注 传动侧(校正面A )非传动侧(校正面B ) 1 原始不平衡量°,g 角度:150°重量:56g 角度:57°重量:45g 2 第一次校正配重剩余不平衡量°,g 角度:342°重量:34g 角度:245°重量:35g 3 第二次校正配重剩余不平衡量°,g 角度:157°重量:27g 角度:193°重量:26g 4 最终校正配重剩余不平衡量 °,g 角度:173°重量:10g 角度:210°重量:12g平衡进度精心整理精心整理 1.按国标要求,转子平衡等级G=6.3mm/s ;M=142kg ,n=740r/min ,R=250.5mm ,各侧许用不平衡量如下: 传动侧许用不平衡量:非传动侧许用不平衡量:g R n M G m 04.235.250740101423.6775.4775.432=⨯⨯⨯=••= 2.剩余不平衡量:传动侧校正面剩余不平衡量10g<23g非传动侧校正面剩余不平衡量12g<23g满足平衡精度要求试验结论:按GB/T9239.1-2006机械振动恒态(刚性)转子平衡品质要求和JB/T7255-2007水环真空泵和水环压缩机标准要求试验,进行校正配重,最终不平衡重量均在标准范围内,该叶轮判定为合格。