减少中间包水口堵塞操作上的持续进步_
- 格式:pdf
- 大小:172.80 KB
- 文档页数:5
多法斯科公司减少连铸中间包水口堵塞的措施
长梅.,SR;卢文斌
【期刊名称】《国外钢铁科技》
【年(卷),期】1994(000)001
【总页数】9页(P22-30)
【作者】长梅.,SR;卢文斌
【作者单位】不详;不详
【正文语种】中文
【中图分类】TF777
【相关文献】
1.多法斯科公司2号热轧机的精轧机入口温度控制 [J], Came.,KL;黄堰峡
2.多法斯科公司4号高炉炉缸烧穿,抢修及其挽救措施 [J], Dona.,RJ;曹富斗
3.阿塞勒和蒂森克虏伯竞相收购加拿大多法斯科钢铁公司 [J],
4.Kvaerner公司获得安米集团多法斯科公司镀锌线合同 [J], 植恒毅
5.多法斯科公司4号高炉的炉缸监测经验 [J], D.W.Stothart;杨继忠
因版权原因,仅展示原文概要,查看原文内容请购买。

《四流中间包水口堵塞下流体流动及示踪剂的传输过程》篇一四流中间包水口堵塞下流体流动及示踪剂传输过程分析一、引言钢铁工业中的连续铸钢过程中,中间包是不可或缺的重要设备之一。
它连接着钢包与结晶器,用于实现连续稳定的钢水供给。
四流中间包更是由于能同时处理多股钢流而受到广泛应用。
然而,在生产过程中,水口堵塞问题时常发生,这直接影响到中间包的流体流动及示踪剂的传输过程。
本文将重点探讨四流中间包水口堵塞下的流体流动特性及示踪剂传输过程,以期为实际生产提供理论支持。
二、四流中间包的流体流动特性四流中间包的流体流动特性主要受到钢水流入、水口设计、包体形状等因素的影响。
在正常情况下,四股钢流在中间包内均匀分布,保证了钢水的稳定供给。
但当某一水口发生堵塞时,将直接影响到钢水的流动状态。
首先,水口堵塞将导致对应流股的流量减少,钢水的流速也会相应变化,这会影响到中间包内钢水的分布情况。
堵塞越严重,影响越大,甚至可能造成局部钢水流速过快或过慢的情况。
其次,流体流动的稳定性也会受到影响。
正常状态下,四流中间包的流体流动应保持稳定。
但当水口堵塞时,流体的流动将变得不稳定,可能出现涡流、湍流等现象,这对钢水的质量有着极大的影响。
三、示踪剂的传输过程示踪剂在钢铁生产过程中被广泛应用于流体流动的监测和分析。
在四流中间包中,当水口发生堵塞时,示踪剂的传输过程也将受到影响。
首先,由于水口堵塞导致流体流动的不稳定性增加,示踪剂在中间包内的扩散和传输也将变得复杂。
在正常情况下,示踪剂应均匀分布在中间包内,但在水口堵塞的情况下,这种分布将变得不均匀。
其次,示踪剂的传输速度也将受到影响。
当水口堵塞时,对应流股的传输速度将降低,这将导致示踪剂的传输速度降低。
此外,由于流体流动的不稳定性增加,可能导致示踪剂在某些区域的积聚或快速流失。
四、实验与分析为了更好地了解四流中间包水口堵塞下的流体流动及示踪剂传输过程,我们进行了相关的实验和分析。
实验结果表明,当水口发生堵塞时,四流中间包的流体流动将变得不稳定,示踪剂的传输也将受到影响。

中间包滑动水口操作规程中间包滑动水口是指在水平输送系统中,通过滑动水口将物料控制在固定的流量下均匀地进入下一个工艺节点或装置的一种操作方法。
下面是中间包滑动水口的操作规程,共1200字。
一、安全操作规程1. 操作人员应熟悉中间包滑动水口的结构和原理,并具备相关的操作技能和安全知识。
2. 在操作前,操作人员应穿戴好安全帽、防护眼镜、耳塞等个人防护装备,确保人身安全。
3. 在操作开始前,应先检查滑动水口的运行状况,确认无故障和异常情况后方可进行操作。
4. 在操作过程中,严禁随意触摸滑动水口设备,以免造成意外伤害。
5. 操作人员应时刻保持警觉,注意周围环境,确保操作安全。
二、操作流程1. 打开控制系统电源,确保设备处于正常的工作状态。
2. 打开压力调节阀,并将压力调整到合适的工作范围内。
3. 操作人员应根据生产工艺要求,调整滑动水口的开度,确保物料流量的控制。
4. 在操作滑动水口时,应先将开关调整到最小开度,并缓慢地逐渐增大开度,观察物料流动情况。
5. 在调整开度时,应根据物料流量的变化情况,适时调整滑动水口的开度,以保持物料流量的稳定。
6. 当需要停止物料流动时,应将滑动水口的开关调整至关闭状态。
7. 在操作结束后,应关闭压力调节阀,并确认滑动水口处于闭合状态。
三、故障处理1. 当发生滑动水口无法打开或关闭的情况时,操作人员应首先检查电源是否正常,是否接触不良。
2. 如果电源正常,应检查滑动水口是否卡住,是否存在物料堵塞等情况。
如有堵塞情况,应及时清理。
3. 如果以上无法解决故障,应立即报告上级主管并联系维修人员进行维修。
四、设备维护1. 操作人员应定期检查滑动水口的工作情况,如发现异常情况,应及时进行维护和处理。
2. 定期对滑动水口进行润滑,保证滑动水口的灵活性和正常工作。
3. 要经常清理滑动水口周围的物料堆积,防止堵塞和损坏设备。
4. 定期对滑动水口进行维修保养,如更换密封件、补充润滑油等。
五、其他注意事项1. 操作人员应定期参加相关培训,了解滑动水口的操作和维护知识。

作者简介:赵李平(1981-),男(汉族),湖南常德人,上海梅山钢铁股份有限公司炼钢厂,助理工程师。
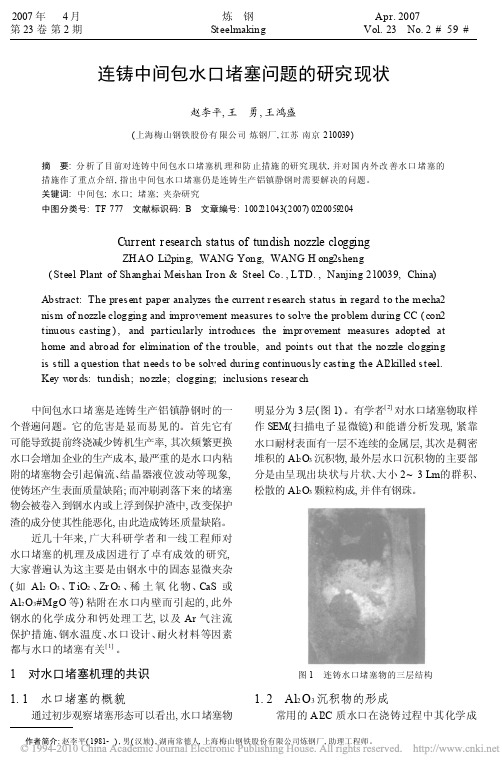
连铸中间包水口堵塞问题的研究现状赵李平,王 勇,王鸿盛(上海梅山钢铁股份有限公司炼钢厂,江苏南京210039)摘 要:分析了目前对连铸中间包水口堵塞机理和防止措施的研究现状,并对国内外改善水口堵塞的措施作了重点介绍,指出中间包水口堵塞仍是连铸生产铝镇静钢时需要解决的问题。
关键词:中间包;水口;堵塞;夹杂研究中图分类号:TF 777 文献标识码:B 文章编号:100221043(2007)022*******Current research status of tundish nozzle cloggingZH AO Li 2ping,WANG Yong,WANG H ong 2sheng(Steel Plant of Shanghai Meishan Iron &Steel Co.,LTD.,Nanjing 210039,China)Abstract:The present paper analyzes the current r esearch status in regard to the mecha 2nism of nozzle clogging and improvement measures to solve the problem during CC (con 2tinuous casting ),and particularly introduces the impr ovement measures adopted at home and abroad for elimination of the trouble,and points out that the nozzle clogging is still a question that needs to be solved during continuously casting the Al 2killed steel.Key w or ds:tundish;nozzle;clogging;inclusions resear ch 中间包水口堵塞是连铸生产铝镇静钢时的一个普遍问题。

减少中间包水口堵塞的生产实践中间包水口堵塞是一种常见的陶瓷行业中的生产问题,据统计,在我国陶瓷行业,每年由于中间包装水口堵塞出现问题,给企业造成估计的损失就超过1000万元。
因此,减少中间包水口堵塞的生产实践是陶瓷行业的重要课题。
首先,要减少中间包水口堵塞的生产实践,必须从原料搭配上下手。
搭配的质量决定了陶瓷产品的质量和性能,也是陶瓷产品的安全性的重要因素。
经验证明,中间包装水口的堵塞经常归因于原料搭配不当。
因此,重视原料搭配,才能有效预防中间包水口堵塞的发生。
其次,要减少中间包水口堵塞的生产实践,非常重要的一点是坚持质量管理。
必须确保陶瓷产品能够满足质量要求,才能降低中间包水口堵塞的概率。
有效控制原料、半成品和成品的质量,从而有效降低中间包水口堵塞的概率。
再次,要减少中间包水口堵塞的生产实践,还要重视技术改进。
在陶瓷行业中,随着技术的不断发展,许多陶瓷产品的质量也在不断提高,这对减少中间包水口堵塞有很大的帮助。
例如,在传统的生产工艺中,陶瓷中间包水口堵塞的情况普遍存在,而在新型技术下,这种情况已经大大减少。
由此可见,及时技术改进可以有效预防陶瓷中间包水口堵塞的发生。
同时,要减少中间包水口堵塞的生产实践,还必须重视操作规程的设定和执行。
经验证明,不恰当的操作工艺是引起中间包水口堵塞的重要原因之一。
因此,作业操作规程应该分明,操作人员也应严格按照规定的作业工艺进行操作。
总之,减少中间包水口堵塞的生产实践,有许多措施可以采取,包括:加强原料搭配,坚持质量管理,技术改进,以及执行操作规程等。
只有采取有效措施,系统地改进陶瓷产品的生产管理,才能有效减少中间包水口堵塞的发生,最终为企业带来重大经济效益。
减少中间包水口堵塞的生产实践随着经济的发展和人们对生活质量的要求不断提高,中间包水口的重要性越来越受到重视。
中间包水口是冶金工业中的关键设备之一,其作用是将钢水从转炉或电炉中倒入中间包中,再从中间包中倒入连铸机进行浇铸。
但是,中间包水口堵塞是一个常见的问题,不仅会影响生产效率,还会造成严重的安全事故。
因此,如何减少中间包水口堵塞是一个值得探讨的问题。
一、原因分析中间包水口堵塞的原因有很多,主要包括以下几个方面:1. 钢水中含有较多的氧化物和杂质,这些物质会在水口处沉淀,导致水口堵塞。
2. 水口内壁存在腐蚀、磨损等情况,会使水口口径变小,从而引起水口堵塞。
3. 水口内部存在结垢、结晶等物质,也会导致水口堵塞。
4. 操作不当,如倒钢水时过于急促,或者未及时清理水口等,也会引起水口堵塞。
二、解决方案为了减少中间包水口堵塞,我们采取了以下措施:1. 加强钢水的净化,降低氧化物和杂质的含量。
2. 定期对水口进行检查和维护,及时清理水口内部的杂质和结晶。
3. 对水口进行防腐蚀处理,延长水口的使用寿命。
4. 加强操作人员的培训,提高操作技能,避免操作不当引起水口堵塞。
三、实践效果通过以上措施的实施,我们取得了一定的效果。
中间包水口堵塞的情况得到了一定的缓解,生产效率得到了提高,安全事故的发生率也有所降低。
具体来说,我们采取了以下措施:1. 对钢水进行净化处理,降低氧化物和杂质的含量,使钢水的质量得到了保证。
2. 对水口进行定期检查和维护,及时清理水口内部的杂质和结晶,保证水口的畅通。
3. 对水口进行防腐蚀处理,延长水口的使用寿命,降低了维修成本。
4. 加强操作人员的培训,提高操作技能,避免操作不当引起水口堵塞,保证生产安全。
总之,减少中间包水口堵塞是一个重要的生产实践问题,需要我们加强管理,采取有效措施,切实降低水口堵塞的发生率,提高生产效率和安全性。
一、判断题(正确的请在括号内打“√”,错误的请在括号内打“×”,每题2分,共120分)1.>CSP技术是由美国开发的。
( )答案:×2.>薄板坯连铸可用于中、小型钢厂。
( )答案:√3.>压缩铸造可以防止铸坯内裂。
( )答案:√4.>轻压下技术可以减少铸坯的中心偏析。
( )答案:√5.>轻压下的位置在铸坯已经全部凝固的位置。
( )答案:×6.>铸坯矫直时的表面温度,应避开脆性敏感区。
( )答案:√7.>铸坯厚度20mm~90mm,宽900mm~1600mm的连铸机叫薄板坯连铸机。
( ) 答案:×8.>铸坯的纵裂主要在二冷区产生。
( )答案:×9.>铸坯的液芯长度=(铸坯厚度×2/凝固系数)2×拉速。
( )答案:×10.>铸坯的低倍结构为激冷层、柱状晶和中心等轴晶。
( )答案:√11.>铸坯的表面缺陷主要决定于钢水在二冷段的凝固过程。
( )答案:×12.>中间包内采用塞棒,有利于浇铸初期和终了减缓旋涡的生成,提高钢水的收得率。
( )答案:√13.>中包内钢水液面之所以要保持一定的高度,是为了促使钢中非金属夹杂物的充分上浮和保证中包不下渣。
( )答案:√14.>小方坯铸机事故冷却水的水量应能保证铸机的一定压力供水15min以上。
( )答案:√15.>为保证结晶器的传热效果,其水缝中冷却水的流速应保持在3~5m/s为宜。
( )答案:×16.>所有的钢种都可以采取连铸浇注。
( )答案:×17.>所谓固相矫直是指铸坯进入矫直区业已全部凝固时进行的矫直。
( ) 答案:√18.>事故冷却水的水量应不小于正常水量的1/5。
( )答案:×19.>事故冷却水的冷却部位有结晶器冷却水和机械闭路水。
冶金特有连铸工复习资料及参考答案一、判断题1.>夹杂物尺寸小于50μm时称为显微夹杂。
( )答案:√2.>N、H、O、S、P都是钢的有害元素。
( )答案:³3.>一台连铸机称为一机。
( )答案:³4.>同样条件下,冷却强度越大,拉坯速度越快。
( )答案:√5.>提高中间包连浇炉数是提高铸机台时产量的唯一途径。
( )答案:³6.>连铸机的冶金长度越长,允许的拉坯速度值就越大。
( )答案:√7.>连铸的主要优点是节能,生产率高,金属浪费小。
( )答案:√8.>立弯式铸机与立式铸机相比,机身高度降低,可以节省投资。
( )答案:√9.>立式铸机是增加铸机生产能力极为有效的途径。
( )答案:√10.>弧形连铸机的高度主要取决于所浇铸坯的大小。
( )答案:³11.>更换中间包和更换大包的操作可同时进行。
( )答案:³12.>对于弧形铸机,必须在切割前矫直。
( )答案:√13.>连铸对钢水温度的要求是高温、稳定、均匀。
( )答案:√14.>最新型的结晶器铜板是渗透厚度约1mm~2mm的渗透层,寿命比镀层长一倍。
( )答案:√15.>纵裂纹是来源于结晶器弯月面区初生坯壳厚度的不均匀性。
( )答案:√16.>自动脱引锭不掉,应通知中包工降拉速。
( )答案:√17.>铸坯内部质量与冷却强度有关。
( )答案:√18.>铸坯内部缺陷,主要决定于在二次冷却区铸坯冷却过程和铸坯支撑系统合理的二次冷却水分布,支撑辊的对中,防止铸坯鼓肚等是提高铸坯内部质量的前提。
( )答案:√19.>铸坯裂纹与钢水成份有关。
( )答案:√20.>铸坯不能带液芯矫直。
( )答案:³21.>中心偏析是铸坯中心钢液在凝固过程中得不到钢水补充而造成的。
减少中间包水口堵塞操作上的持续进步M.Alav anja R.T.Gass R.W.Kttridge H.T.Tsai(美国内陆钢铁公司)摘 要 为满足用户对钢板表面质量日益严格的要求,本厂对其炼钢和连铸做了许多改进。
对水口堵塞的测量进行了定量描述,对堵塞物的特征进行了论证,并讨论了为减少水口堵塞和提高钢质而采取的对策。
关键词 水口堵塞测量 堵塞物特征 减少水口堵塞 对策Further Development of Reduction on Clogging of Tundish NozzleM.A Lava nja R.T.Gass.R.W.Kttridg e H.T.T Sai(Inla nd Steel Co mpany of U.S.A)Abstract To meet increasing custo mers′dema nds for surface quality of slab,meny dev elopments on steelmaking and co ntinuous ca sting have been carried out in our com pa-ny.This pa per prov ides quantita tive descriptio n on measurements of no zzle clogging and discussio n on cha racteristic of clogging matter as well as some solutio ns taken to reduce no zzle clog ging a nd to im prov e steel quality.Keywords m easurement of no zzle clo gging characteristic of clogging ma tter re-ductio n o n no zzle clog ging solution1 引 言连铸中间包水口堵塞会阻止钢流从中间包流入结晶器造成连铸流中止。
尽管用铁棒捅掉或烧氧可以清除水口内的阻塞物,但是掉下的非金属夹杂物和由此造成的钢水弯月面的扰动可能对成品的表面质量造成有害的影响。
生产汽车和家用品所要求高深冲性能纯净钢已成为许多研究的目标[1-5],非金属集聚物产生的堵塞是由于钢水中的铝、钛等合金元素的脱氧或重新氧化产物以及钢包或中间包卷渣和耐火材料颗粒引起的[6-7]。
内陆钢铁公司第4氧气转炉车间有两台235公吨的LD-CB转炉,双罐的RH-OB真空脱气炉和一台具有中间包滑动水口流量控制的两流板坯连铸机,年生产能力为3×106t,产品包括约35%钛稳定的超低碳钢(TiSULC),20%超低碳钢(ELC)和45%低碳铝镇静钢(LACK)。
为满足用户对钢板表面质量日益严格的要求,该厂对其炼钢和连铸做了许多改进。
本研究对水口堵塞的测量进行了定量的描述,对堵塞物的特征进行了论述,并讨论了为减少水口堵塞和提高第四氧气转炉车间钢质量而采取的对策。
2 堵塞的测量中间包水口堵塞需要用各种方法量化,以反映单个中间包浇铸历程中的材料沉积堵塞和去除。
浇铸中沉积物的数量可以用水口堵塞因子(N CF)表示,为实际流入结晶器的钢水流量除理论钢水流量。
N CF=100×(Q实际/Q理论)=100×(结晶器横截面积×拉速)/ (K×水口开口面积×(2gh)0.5)式中 K—水口流动特征因子 g—重力加速度常数 h—中间包顶部高度 d—密度(式中省略掉了)联系人:M.A Lavanja.美国内陆钢铁公司 实际水口开口面积是钢流通过滑动水口的最小横截面积。
测量水口开口面积要求开始浇注时节流板的位置准确和准确测量滑板的位置。
注速快速变化时,滑板位置发生大的移动会使N CF 值不能准确地反映水口内物质的沉积。
特征流量因子根据不同的中间包略有变化,它也会因中间包初次使用结冷钢而变化。
为调整这种变化,需校正中间包每个铸流的N CF 值,使第一炉平均N CF 为95%。
图1表示三个月内生产LACK 和T ISU LC 钢,中间包校正NCF 与中间包浇铸炉次次序的位置图。
在中间包浇铸的最初几炉中,很少进行排除水口堵塞物的操作,所以测到的堵塞沉积速度代表性较好。
因此即以中间包浇铸第3炉的N CF 去评价影响中间包所有炉次的浇铸工艺参数。
中间包后期的炉次中,要采取更换浸入式水口和用棒清理水口堵塞物以减少水口的堵塞。
在更换浸入式水口时滑板完全关闭,此时要向水口内吹氩以避免结晶器液面的严重波动。
由图可见,在同一炉次次序,浇注TISU LC 钢比LACK 钢的NCF 要差。
图中还给出了浇注中所做水口清理操作对N CF 的影响。
图1 用中间包的炉次次序校正水口堵塞因子,数据包括三个月内所有的L A CK 和T ISU L C 钢生产数据对只影响一炉(或换大包时)的浇注工艺参数,用两炉间N CF 的变化(ΔN CF )是一种更好的评价方法。
ΔNC F 变得越负,则水口堵塞越严重。
图2说明了同样的时间内,ΔNCF 与中间包炉次次序的关系。
用这种方法进行估算不包括更换浸图2 用中间包的炉次次序校正水口堵塞因子的变化ΔN CF,数据包括三个月内所有的L A CK 和T ISU L C 钢生产数据入式水口或清理堵塞物的炉次。
对中间包后期的炉次,有更换浸入式水口或清理堵塞物操作浇铸板坯的百分数可以很好地反映水口堵塞的情况。
因此定义了一个指数,以生产LACK 钢中间包第8和第9炉中更换浸入式水口或清理堵塞物操作的板坯百分数,来表示水口的堵塞。
对T ISU LC 钢,这个指数是根据中间包第7和第8炉的同类板坯百分比而定。
测定堵塞的另一个方法是切开浇注后中间包水口结瘤部位,检查中间包下水口和上滑板内的聚集堵塞类型。
图3是对中间包下水口和上滑板进行这类分析的一个例子。
这种分析的主要优点是可以显示出在中间包下水口和上滑板最初发生堵塞的位置。
观察发现通常堵塞发生在中间包水口的下半部和上滑板孔的周边。
在上滑板堵塞优先在孔内钢水流速较低的一边发展,通常正好在节流板上方,这种堵塞物的优先发展与Dofaso [3]观察到的结果一致。
如果浇注中使用棒来清理堵塞物,中间包水口堵塞物常常变得平滑,但是上滑板内的堵塞物的优先发展通常保持原样。
3 特 点图4是带吹氩孔中间包水口和带吹氩孔上滑板浇注10炉LACK 后,典型的中间包水口结瘤照片。
图上的黑线表示浇注结束时堵塞物与自由钢流间的边界线。
在堵塞物中,明显地存在两上区。
1区(图4中的黑线区)主要包括如图5a 和5b 所示的氧化物和随机分散的钢水小颗粒。
氧化图3 浇铸8炉L A CK钢后中间包水口结瘤部位的剖面,图上标出的黑线表示堵塞物和自由钢间的边界线,底部直径为70mm图4 用带吹氩孔中间包水口和上滑板浇铸10炉L ACK后典型的中间包水口结瘤物颗粒用X—射线和电子显微探针进行分析,氧化物大多是珊瑚状粘连的氧化铝颗粒的聚集物,直径3~15μm,显微探针分析为纯氧化铝。
对这些从中间包来的氧化铝聚集物与Tiekin等人[9]报导的RH-OB中各种溶解氧水平脱氧后生成的氧化铝的形貌进行对比,1区水口堵塞物类似于LACK钢中溶解氧约1.3×10-4时形成的氧化铝[9],说明这些聚集物的形成与钢和渣或钢水与钢包引流砂混合有关,炉渣和引流砂的氧含量很高,超过100×10-6。
样品的5%~10%是棒针状氧化物,直径1~3μm,长5~15μm。
定性分析表明这些棒针状氧化物含氧化铝和氧化钙。
但是,由于颗粒尺寸比探针束的尺寸小,无法测出它们的含量比例。
图5a 1区堵塞物,珊瑚状氧化铝颗粒,放大倍数1100×,10%硝酸酒精溶液浸蚀图5b 1区堵塞物,珊瑚状氧化铝颗粒,放大倍数2300×,10%硝酸酒精溶液浸蚀2区(图4中的淡线)的堵塞物由角形和圆形的氧化铝颗粒组成,直径1~10μm,存在钢基体中(如图6a和6b)。
有些区域还可以看到包围钢基体的环形氧化铝。
这些颗粒的大小和形状类似图6a 2区堵塞物,钢基体内包围的角形和圆形氧化铝。
放大倍数1150×,10%硝酸酒精浸蚀图6b 2区堵塞物,钢基体内包围的角形和圆形氧化铝。
放大倍数1150×,10%硝酸酒精浸蚀于在极低溶解氧时形成的颗粒,表明其来源于未上浮的细小脱氧产物。
在水口附近开始的沉积点,观察到了1区和2区两种类型的堵塞物。
通常发现2区沉积物为钢流相邻的最后一层。
但是,1区和2区的堵塞物层的位置有时颠倒。
4 结果和讨论以下对影响水口堵塞的工艺参数,重点是氧化铝的形成,迁移和粘连进行讨论。
4.1 形成氧化铝可在炼钢后开始脱氧和铸机结晶器之间的许多地点形成。
通常采用控制每个工艺环节钢液的氧化程度和渣的化学性质的方法,控制的关键包括下渣、钢包内渣的FeO含量、在RH脱气设备中吹氧(OB)、脱氧操作、钢包渣带入中间包、钢包密封,中间包吹氩和中间包熔剂的操作等等。
4.1.1 钢包渣层高度出钢时用挡渣球使带入钢包的高FeO炉渣减少,通过改进出钢口和安装电视摄像仪使操作者能及时转动炉子,钢包中的渣层高度减小到平均约60mm。
4.1.2 出钢时炉渣处理炉渣处理包括开始出钢即往出钢流中加石灰。
出钢结束时,在顶层钢包中加入含铝的炉渣改性材料(25%铝)以控制炉渣的氧化[10]。
添加剂的数量取决于出钢时钢液的氧含量、钢种以及是否进行RH-OB处理。
对于下接RH-O B处理炉次敞开出钢时,须减少添加剂以防止出现较低的氧含量,因为它会影响RH-OB的脱碳效率。
4.1.3 RH脱气处理中的Al-OB通过在炼钢炉里严格控制钢水温度以尽量减少脱气处理用Al-OB加热。
其原因是形成多余的氧化铝无法上浮。
而且用Al-OB加热后夹寻物上浮也须额外的时间,造成钢水由脱气设备到连铸机输送的不匹配,对稳定浇铸的扰动也会加剧水口堵塞。
通过改善炉子的温度控制和钢包循环时间,使需进行Al-OB处理的炉次的百分数从35%降低到不到10%。
4.1.4 RH后搅拌对LACK钢,铝脱氧的最大自由氧含量设定为2.5×10-4,TISULC为3×10-4,以控制氧化铝的生成。
脱氧后,要对钢水进行搅拌使化学成分均匀并促使夹杂物在破坏真空前上浮,图7表示了铝脱氧后每分钟取样的总氧量。
通常,铝脱氧后3min内总氧量降到5×10-5以下。
进一步搅拌,因为炉渣使钢中的铝氧化,有时会使总氧量增加。
RH脱气处理中,后搅拌最短时间需7min,以保证有足够的夹杂物上浮。
4.1.5 渣的后处理用200~700kg块状溶剂(50%Al,50%铝酸图7 加铝脱氧后搅拌过程L ACK炉次的总氧量变化钙)对RH脱气炉渣进行后处理,进一步使钢包渣的FeO含量降低到平均约4%。