纤维素焊条
- 格式:doc
- 大小:18.00 KB
- 文档页数:3

序言作为全球电弧焊接材料开发和生产的先驱供应商之一,伯乐焊接将在重大复杂焊接工程应用中作出突出贡献。
在油气运输日益增长和重要的今天,伯乐焊接也已积极投身于这个蓬勃发展的工业领域。
在不同气候条件和不同地形条件下得管道建设的需求激励着工程人员的创新步伐。
伯乐焊接与知名管道铺设公司一同面对挑战,并在倍受关注的纤维素焊条、药皮焊条、焊丝的强度及安全方面取得了世界领先的地位。
从陆上管道工程到驳船铺设海底曲折管道,全世界已有数万公里的管道使用伯乐焊材焊接。
选材指南伯乐焊接:管线焊材3焊材索引45管道钢材对照表伯乐焊接:管线焊材使用纤维素焊条立向下焊,阿联酋管道工程,芬兰6纤维素焊条选用指南由于纤维素药皮焊条的用量少,焊接速度快,多年来已成功地用于世界各地管道建设中的环缝焊接。
应用范围钢材等级高达API 5L X 80的全部管道材料。
这种焊条的优点使其适用于根部焊道、填充焊道和盖面焊道的焊接。
在高电流强度且大焊速进行立向下焊时,可以使用较大直径的焊条。
尽管伯乐纤维素焊条设计使焊缝具有较高的完整性和抗冲击强度,但是由于焊缝熔敷后高含氢量可能对管壁厚度和冲击强度有限制性要求。
因此,为获得最佳的焊接质量,在设计焊接工艺时,对此应给于适当的考虑。
伯乐焊接:管线焊材7根焊直流正接。
不允许重新烘干不允许重新烘干预热、层间温度及焊根焊直流正接。
不允许重新烘干89伯乐焊接:管线焊材根焊直流正接。
不允许重新烘干不允许重新烘干预热、层间温度及焊不允许重新烘干预热、层间温度及焊10(3/64 - 1/16英寸)1/16 - 5/64英寸(1/16英寸)/64英寸 ≤20 mm (≤3/4英寸)> 20 mm (> 3/4英寸)ø 2.5 mm (3/32")50 - 180 A ø 3.2 mm (1/8")80 - 100 A ø 4 mm (5/32")120 - 150 A0204060801001201401601803268104140176212248284320356焊接技术预热和层间温度为了防止氢致裂纹的产生,在管子施焊前进行预热处理并且在每层焊道之间保持一定层间温度是十分必要的。

纤维素向下焊工艺纤维素向下焊工艺是一种常用的焊接方法,其主要应用于管道、容器等设备的制造和维修中。
该工艺具有操作简单、焊缝质量高、成本低等优点,因此被广泛应用于各个领域。
纤维素向下焊工艺的原理是利用电弧将填充材料和母材熔化,并使其在一定条件下凝固形成焊缝。
这种焊接方法不需要使用气体保护,因此可以在室外或野外进行操作。
纤维素向下焊工艺的操作步骤如下:1. 清洁母材表面:使用刷子或砂纸将母材表面清洁干净,以便于电弧与母材接触。
2. 准备填充材料:根据需要选择合适的填充材料,并对其进行预处理,如剪断、整形等。
3. 调整电流和电压:根据填充材料和母材的厚度选择合适的电流和电压,并进行调整。
4. 开始焊接:将填充材料放置在母材上方,然后点燃电弧开始进行焊接。
在焊接过程中要注意控制电弧的长度和位置,以保证焊缝的质量。
5. 焊接完成后进行清理:将焊接部位进行清理,去除焊渣和杂物,并进行检查。
纤维素向下焊工艺的优点主要有以下几点:1. 操作简单:该工艺不需要使用气体保护,操作简单易学。
2. 焊缝质量高:由于填充材料与母材熔化后凝固形成焊缝,因此其质量较高,可以承受较大的压力和拉力。
3. 成本低:纤维素向下焊工艺不需要使用气体保护和其他特殊设备,成本较低。
4. 适用范围广:该工艺适用于各种材料的焊接,如钢、铜、铝等。
纤维素向下焊工艺也存在一些缺点:1. 适用范围有限:该工艺只适用于较厚的母材,在薄板或小管道的制造中不太适用。
2. 焊接速度慢:相比其他焊接方法,纤维素向下焊工艺的速度较慢,因此不适用于大批量生产。
综上所述,纤维素向下焊工艺是一种常用的焊接方法,其操作简单、焊缝质量高、成本低等优点使其被广泛应用于各个领域。
但也需要根据具体情况选择合适的焊接方法,以保证产品质量和生产效率。

焊接工艺指导书(PWPS)焊接方法:SMAW 材质:L245N 试件位置:6G 规格:0108x6编号:XXXX -PWPS-2019-H-001编制:审核:批准:单位:XXX焊接工艺指导书表F.1单位名称:XXX 日期:2019年03月28日焊接工艺指导书编号:XXX-PWPS-2019-H-001 焊接工艺评定报告编号:XXX-PQR-2019-H-001 焊接方法:SMAW 机械化程度:手工焊接接头型式(图1、图2)接头型式:管对接坡口型式:单边丫型坡口角度:60° -65°钝边:1.0-2.0mm背垫:不要求对口间隙:1.0—2.0mm错边:<0.6mm 焊缝余高:内侧W1.0mm、外侧W1.5mm管材规格:①108X6.0mm-65图1接头型式图2焊道顺序示意其它:焊接工艺评定报告(PQR)焊接方法:SMAW 规格:0108x6编号:XXXX -PQR-2019-H-001编制:审核:批准:单位:XXXX材质:L245N 试件位置:6G焊接工艺评定报告表F.2单位名称:XXXX 日期:2019年05月05日焊接工艺评定报告编号:XXXX-PQR-2019-H-001 焊接工艺指导书编号:XXXX-PWPS-2019-H-001 焊接方法:SMAW 机械化程度:手工焊接接头型式(图1、图2)母材规格:①63X4 (S=4mm)右CT ■的图1接头型式 f 图2焊道顺序示意表F.2续共3页第2页检验项目、评定指标及试样数量焊接工艺评定施焊记录焊接责任工程师:日期:2019.03.30。

焊条及其使用碳钢焊条牌号说明:碳钢焊条适用于碳钢和低强度的低合金钢的焊接。
选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条件、受力情况、焊机性能等因素综合分析。
必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。
⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。
对焊接位置有特殊要求的,采用相应专用焊条,如立向下焊条、打底焊条等。
为提高焊接效率可选用铁粉型焊条。
⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选用低氢型为宜。
⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预热、缓冷等方法及相适应的焊接工艺等措施。
⒋铸钢可焊性差,一般含碳量较高,工件厚大,结构复杂,极易产生焊接裂纹,当铸钢合金元素多时,就更为突出。
一般选用低氢型焊条,并采取预热、缓冷等方法及相应的焊接工艺等措施。
⒌为保证焊接质量,对工件焊口应清理干净,不准有油污、铁锈、水分、油漆及污物等,对使用低氢型焊条尤为重要。
⒍对低氢型焊条,焊前焊条须经350℃烘焙1h,并随烘随用,否则易产生气孔、夹渣、裂纹等缺陷。
纤维素焊条一般不需烘焙,若受潮,按说明书规定温度焊前烘焙,但温度过高将破坏焊条的焊接工艺性能。
⒎说明书中规定的焊接电流为参考值,实际操作中应具体掌握,如工件预热,可比正常电流低5%~15%;立焊和仰焊比平焊的电流小10%~15%;采用直流时可比交流减小10%左右。
在使用直流焊机时,注意说明书规定焊接所阶级性,否则影响焊接工艺。
⒏对低氢型焊条一般不应反复烘焙,防止药皮酥脆、脱落。
J421J421FeJ421Fe16J421XJ422J422GMJ422Fe J422Fe16 J423J424J425J426J427J501FeJ501Fe15J501Fe18 J502J503J505J506J506Fe J506Fe-1 J506Fe18J506HJ506D J506XJ507J507FeJ507Fe16J507HJ507D J507X碳钢焊条简明表牌号国家标准美国标准作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
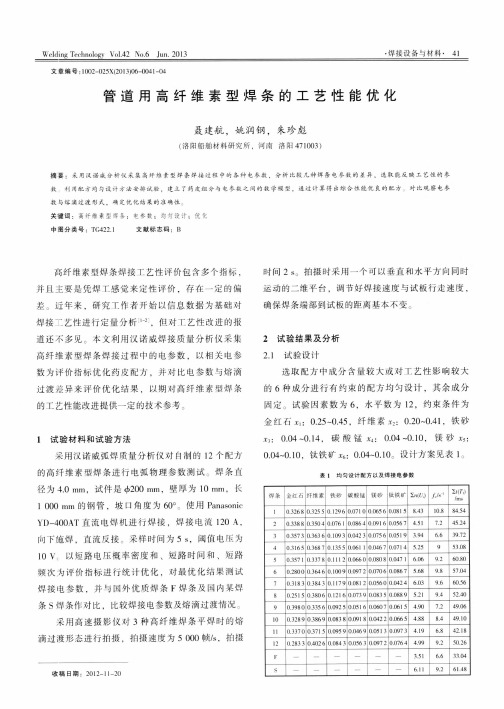
W el di ng T echn ol ogy V01.42N o.6J un.2013·焊接设备与材料.41==================================================================================================================文:牵编号:1002~025X(2013)06—004l—04管道用高纤维素型焊条的工艺性能优化聂建航,姚润钢,朱珍彪(洛阳船舶材料研究所.河南洛阳471003)摘:要:采用汉诺威分析仪采集高纤维素型焊条焊接过程中的各种电参数,分析比较几种焊务电参数的差异.选取能反映工艺性的参数利用配方均匀设计方法安排试验,建立了药皮组分与电参数之间的数学模型,通过计算得出综合性能优良的配方。
对比观察电参数与熔滴过渡形式,确定优化结果的;隹确性.关键词:高纤维素型焊条;电参数;均匀设计:优化中图分类号:TG422.1文献标志码:B高纤维素型焊条焊接工艺性评价包含多个指标.并且主要是凭焊工感觉来定性评价,存在一定的偏差。
近年来,研究工作者开始以信息数据为基础对焊接二一艺性进行定量分析3-2。
,但X C T.艺性改进的报道还不多见。
本文利用汉诺威焊接质量分析仪采集高纤维素型焊条焊接过程中的电参数.以相关电参数为评价指标优化药皮配方,并对比电参数与熔滴过渡差异来评价优化结果.以期对高纤维素型焊条的工艺性能改进提供一定的技术参考。
1试验材料和试验方法采用汉诺威弧焊质量分析仪对自制的12个配方的高纤维素型焊条进行电弧物理参数测试。
焊条直径为4.0t oni.试件是+200m m,壁厚为10m m,长1000I T l m的钢管,坡E l角度为60。
使用Panasoni c Y D一400A T直流电焊机进行焊接.焊接电流120A.向下施焊,直流反接。
采样时间为5S,阈值电压为10V。

管道下向焊纤维素根焊产生内咬边的原因及解决方法刘智;毛静丽;孙立权【摘要】管道下向焊纤维素焊条E6010根焊时,管道内部焊道易产生内咬边的焊接缺陷.通过对这种焊接缺陷产生的原因分析,采取改变管道坡口的钝边、对口间隙、焊接电流、电弧推力等,找到了克服管道内部焊道产生内咬边的方法.【期刊名称】《金属加工:热加工》【年(卷),期】2017(000)018【总页数】3页(P41-43)【关键词】下向焊接;纤维素焊条;内咬边;薄壁管道;自保护药芯焊丝半自动焊【作者】刘智;毛静丽;孙立权【作者单位】中国石油天然气管道局第六工程公司;中国石油天然气管道局第六工程公司;中国石油天然气管道局第六工程公司【正文语种】中文管道下向焊工艺是从20世纪60年代中期开始发展起来的一种焊接工艺方法,是目前在国内和国外一些长输管道施工中被广泛使用的一种焊接方法。
经过多年的发展,纤维素焊条根焊+自保护药芯焊丝半自动焊填充盖面、STT气体保护焊根焊+自保护药芯焊丝半自动焊填充盖面、RMD金属粉芯气体保护焊根焊+自保护药芯焊丝半自动焊填充盖面等一些焊接工艺方法逐渐在管道施工中得到了应用。
某公司在纳米比亚某油库及管道项目施工中,原油管道焊接采用了纤维素焊条根焊+自保护药芯焊丝填充盖面的焊接工艺。
在施工过程中,出现了大量的根焊内咬边缺陷。
内咬边问题一是判断困难,由于内咬边缺陷在根部焊道上,不利于直接用眼睛观察和进行直观的检查分析,无损探伤X射线只能发现它的存在,但其深度不好判断,也极易与内错边混淆;二是返修时需要全壁厚返修,破坏了焊缝的首次内焊道成形,工艺措施不到位易造成裂纹缺陷的产生,且返修量大,返修效果不理想,最好的办法是克服纤维素焊条根焊产生内咬边缺陷。
纳米比亚某油库原油管道焊接采用了纤维素焊条根焊+自保护药芯焊丝填充、盖面的焊接工艺进行施工。
在施工过程中出现了大量的根焊内咬边的焊接缺陷。
无损探伤X射线底片如图1所示。
根焊焊道外观成形如图2所示。
焊条的成分涂有药皮的供手电弧焊用的焊条由焊芯和药皮两部分组成。
焊芯是一根具有一定直径和长度的金属丝。
焊接时焊芯的作用;一是作为电极,产生电弧;二是熔化后作为填充金属,与熔化的母材一起形成焊缝。
焊芯的化学成分将直接影响焊缝质量,所以焊芯是由炼钢厂专门冶炼的。
我国常用的碳素结构钢焊条的焊芯牌号为H08、H08A,平均含碳量为0.08%(A表示优质)。
焊条的直径是用焊芯直径来表示的,常用的直径为3.2~6mm,长度为350~450mm。
涂在焊芯外面的药皮,是由各种矿物质(如大理石、萤石等),铁合金和粘结剂等原料按一定比例配制而成。
药皮的主要作用是:使电弧容易引燃并稳定电弧燃烧;形成大量气体和熔渣以保护熔池金属不被氧化;通过熔池中冶金作用去除有害的杂质(如氧、氢、硫、磷等)和添加合金元素以提高焊缝的力学性能。
(1)焊条是由金属焊芯和药皮两部分所组成的,焊芯的主要作用是作为电极和填充金属;药皮的作用主要是稳弧、保护、脱氧、渗合金及改善焊接工艺性。
(2)选用焊条的基本原则如下: 1)等强度原则 即选用与母材同强度等级的焊条。
一般用于焊接低碳钢和低合金钢。
2)同成分原则 即选用与母材化学成分相同或相近的焊条。
一般用于焊接耐热钢、不锈钢等金属材料。
3)抗裂纹原则 选用抗裂性好的碱性焊条,以免在焊接和使用过程中接头产生裂纹。
一般用于焊接刚度大、形状复杂、使用中承受动载荷的焊接结构。
4)抗气孔原则 受焊接工艺条件的限制,如对焊件接头部位的油污、铁锈等清理不便,应选用抗气孔能力强的酸性焊条,以免焊接过程中气体滞留于焊缝中,形成气孔。
5)低成本原则 在满足使用要求的前提下,尽量选用工艺性能好、成本低和效率高的焊条。
纤维素焊条焊接方法纤维素焊条是一种常用的焊接材料,具有良好的焊接性能和适用范围广泛。
在实际的焊接过程中,正确的焊接方法对于保证焊接质量至关重要。
下面将介绍纤维素焊条的焊接方法及注意事项。
首先,选择合适的焊接设备和工具。
在进行纤维素焊条焊接之前,需要准备好焊接设备,包括焊接机、焊接电源、焊接钳等。
同时,还需要准备好相关的防护用具,如焊接面罩、手套等,以确保焊接过程中的安全。
其次,准备焊接工件。
在进行纤维素焊条焊接之前,需要对焊接工件进行清洁和处理,以确保焊接接头的质量。
清洁工件表面的油污、氧化物等杂质,并进行必要的打磨和处理,提高焊接接头的质量。
然后,选择合适的焊接电流和焊接速度。
纤维素焊条的焊接电流和焊接速度对于焊接质量有着重要影响。
在进行焊接时,需要根据焊接材料的种类和厚度选择合适的焊接电流和焊接速度,以确保焊接接头的牢固和质量。
接下来,进行焊接操作。
在进行纤维素焊条焊接时,需要注意焊接的技巧和方法。
在进行焊接时,需要保持稳定的焊接姿势和速度,控制好焊接的热量和温度,以确保焊接接头的质量和牢固度。
最后,进行焊后处理。
在进行纤维素焊条焊接之后,需要对焊接接头进行必要的处理和清理,以确保焊接接头的质量和外观。
同时,还需要对焊接设备和工具进行清洁和维护,以延长其使用寿命。
总之,纤维素焊条是一种常用的焊接材料,正确的焊接方法对于保证焊接质量至关重要。
在进行纤维素焊条焊接时,需要选择合适的焊接设备和工具,准备好焊接工件,选择合适的焊接电流和焊接速度,进行正确的焊接操作,以及进行必要的焊后处理。
只有这样,才能确保纤维素焊条焊接的质量和牢固度。