铝合金覆层板成形极限图
- 格式:pdf
- 大小:1.73 MB
- 文档页数:6

铝合金覆层板成形极限图王耀;郎利辉;孔德帅;张泉达;高铁军【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2017(048)005【摘要】A novel experimental approach to research the forming limit diagrams (FLDs) of aluminum alloy by overlapping sheet metal was presented, namely, the tension-compression side of the FLD was obtained by the uniaxial tension test. The limit strains of tension-tension side for the aluminum alloy by overlapping sheet metal were obtained by elliptical bulging test with different aspect ratios. In addition, the experimental data of YBT test were introduced into the FLD to predict the wrinkling defect in the sheet forming, in which the predictive features of FLDs were more improved. Meanwhile, the influence of the material performance and thickness of the overlapping sheet on the FLD of the target sheet were further investigated. The results show that, in the overlapping mode, the limit critical zone of FLD of the target sheet moves up and to the right, the forming limit increases and the area of wrinkling region decreases, and the anti-instability of the target sheet is improved correspondingly. Meanwhile, the formability of the target sheet can be improved by choosing higher strength coefficientK, larger work hardening exponentn and proper thickness of the overlapping sheet.%提出一种创新的试验方法研究铝合金覆层板的成形极限图,即采用单拉试验获得成形极限图的左半区域,右半区域采用不同椭圆度的凹模得到不同应力状态下覆层板的成形极限应变,并且在成形极限图中引入方板对角拉伸试验数据,用于预测板材成形过程中起皱缺陷的产生,使成形极限图的预测功能更加完善.同时,进一步研究不同覆板材料和厚度对铝合金目标板材成形极限图的影响.研究结果表明:在覆层板方式下,目标板材成形极限图中的极限临界区向上移动,并向右移动,成形极限增大,并且成形极限图中起皱区域面积减小,抗失稳能力提高.成形过程选择强度系数K较高、加工硬化指数n较大及适当厚度的覆板有助于成形板材成形性能的提高.【总页数】6页(P1149-1154)【作者】王耀;郎利辉;孔德帅;张泉达;高铁军【作者单位】北京航空航天大学机械工程及自动化学院,北京,100191;北京航空航天大学机械工程及自动化学院,北京,100191;北京航空航天大学先进航空发动机协同创新中心,北京,100191;北京航空航天大学机械工程及自动化学院,北京,100191;北京航空航天大学机械工程及自动化学院,北京,100191;沈阳航空航天大学航空航天工程学部,吉林沈阳,110136【正文语种】中文【中图分类】TG394【相关文献】1.铜铝复层板成形极限图研究 [J], 刘洪伟;郭成2.基于应力成形极限图的6061铝合金成形特征 [J], R. SAFDARIAN3.基于数值模拟的铝合金成形极限图获取及其应用 [J], 张石磊;刘学之;刘纯国;张学广4.基于应力成形极限图的6061铝合金成形特征 [J], R.SAFDARIAN;5.基于应力成形极限图的6061铝合金成形特征(英文) [J], R.SAFDARIAN;因版权原因,仅展示原文概要,查看原文内容请购买。
基于应变和应力的1060铝合金板成形极限比较分析方刚;刘清俊;雷丽萍;曾攀【期刊名称】《中国有色金属学报(英文版)》【年(卷),期】2012(022)0z2【摘要】研究了线性和非线性应变路径下铝合金1060的成形限图(FLD)和成型极限应力图(FLSD)。
FLSD的计算基于实验FLD使用StoTouson.different的方法变化随着应变路径,FLSD对应变路径不敏感。
因此,FLSD作为多级板材成形的成形限制标准是方便的。
通过比较山的48,还讨论了材料收益率标准对FLSD的影响。
,山的79和Hosford非二次标准。
分析了物质化硬化法(VOCE 和SWIFT模型)对FLD和FLSD翻译的影响。
VOCE硬化法和Hosford产量标准适用于铝合金的FLSD计算1060.在MATLAB上开发了FLD和FLSD的应力计算程序和显示界面,其中应从实验测量或FEM计算中输入应变数据。
%通知线路和绕线性应变路径的板料成形,研究1060铝合金的成型图象(FLD)和成功极力表(FLSD)。
利用Stoughton方法,基因板料成实验中间的应变应变的应变。
结果说明:对于1060铝合金板料,fld与应变路径是相关的,而flsd对应变路径却不敏感,所以flsd可很方向地作为多重过山的48,希尔79和Hosford非二次式3种材料屈服准则,分析了它们从FLD到FLSD转换对应力计算的影响,Hosford 非二次式屈服准则更适合1060铝合金的FLSD计算。
通过与单向拉伸实验数据的比较,材料材料化准则中voce准则准则比比比比准则更适适该材料。
在Matlab 上开发了应变应变。
在Matlab上开发了应变应变到以及fld和flsd显示的程序,通讯输入显示中间的应变数得出fld和氟氯虫。
【总页数】7页(P343-349)【作者】方刚;刘清俊;雷丽萍;曾攀【作者单位】清华大学机械工程系,北京 100084;清华大学机械工程系,北京100084;清华大学机械工程系,北京 100084;清华大学机械工程系,北京 100084【正文语种】中文因版权原因,仅展示原文概要,查看原文内容请购买。
铝模板施工方案本工程质量要求高,施工形象要求好,塔楼主体7层以上标准层拟采用全铝合金模板支撑体系。
1. 国内外铝模使用情况铝合金模板在美国、加拿大等国家的推广使用已有10多年历史,在我国的香港、澳门也已经大批量使用,有成套成熟的施工技术,从低碳、节能来考虑以铝代钢制作模板是大势所趋。
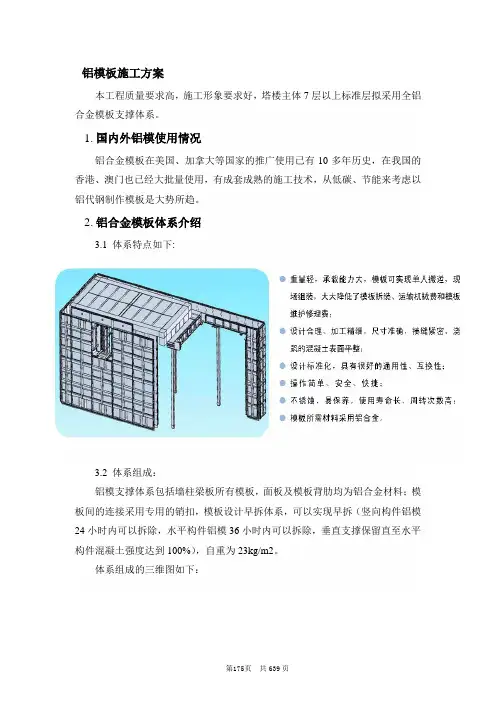
2. 铝合金模板体系介绍3.1 体系特点如下:3.2 体系组成:铝模支撑体系包括墙柱梁板所有模板,面板及模板背肋均为铝合金材料;模板间的连接采用专用的销扣,模板设计早拆体系,可以实现早拆(竖向构件铝模24小时内可以拆除,水平构件铝模36小时内可以拆除,垂直支撑保留直至水平构件混凝土强度达到100%),自重为23kg/m2。
体系组成的三维图如下:铝模快装拆体系由楼板模板、梁底模、梁侧模、梁板顶撑、梁板支撑梁、阴角模、连接紧固销、钢支撑等构件组成。
这些构件均由铝合金型材或型钢焊接而成,焊接质量好,强度高,外观形象好。
快装拆设计现场铝模安装完后图片3. 铝合金体系优点1)应用范围广,适合墙体模板、水平楼板、柱子、梁、楼梯等模板的使用;2)铝合金模板是现有金属模板内最轻的模板体系,每平米重量不到20kg,自重轻,周转方便。
3)因为自重轻,所有的模板均可直接通过在楼层上设置的传料口进行上下倒运,施工方便,克服了全钢大模板拆装困难、施工完全依赖机械的状况,可以由人工拼装,或者拼装成片后整体由机械吊装;4)因铝模自身刚度大,墙柱梁板的铝模组成了一个可靠的稳定体系,相比传统的木模支撑体系,大大地减少了水平与竖向钢管支撑,减少了工作量,整个施工作业层也清爽,畅通无阻(见下图);5)铝模采用先进的快拆体系,可以大大得加快施工进度与模板的周转,从而减少模板的周转量与现场堆放的周转材料(快拆见下图)。
6)铝模虽然自重轻,但刚度大,每平米承载力达60kN,完全可以满足现场施工的需要;7)使用寿命长,成本低,周转次数高,正常使用规范施工下可达300次以上,每平方米价格和全钢大模板接近,均摊费用比全钢大模板低15-20%;8)施工质量高,混凝土表面质量平整光洁,可以达到饰面清水混凝土的要求(见下图);9)铝模报废后回收价值高。
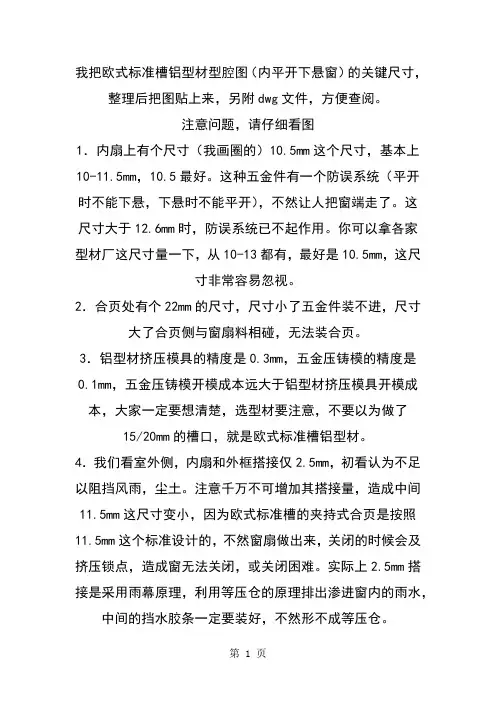
我把欧式标准槽铝型材型腔图(内平开下悬窗)的关键尺寸,整理后把图贴上来,另附dwg文件,方便查阅。
注意问题,请仔细看图1.内扇上有个尺寸(我画圈的)10.5mm这个尺寸,基本上10-11.5mm,10.5最好。
这种五金件有一个防误系统(平开时不能下悬,下悬时不能平开),不然让人把窗端走了。
这尺寸大于12.6mm时,防误系统已不起作用。
你可以拿各家型材厂这尺寸量一下,从10-13都有,最好是10.5mm,这尺寸非常容易忽视。
2.合页处有个22mm的尺寸,尺寸小了五金件装不进,尺寸大了合页侧与窗扇料相碰,无法装合页。
3.铝型材挤压模具的精度是0.3mm,五金压铸模的精度是0.1mm,五金压铸模开模成本远大于铝型材挤压模具开模成本,大家一定要想清楚,选型材要注意,不要以为做了15/20mm的槽口,就是欧式标准槽铝型材。
4.我们看室外侧,内扇和外框搭接仅2.5mm,初看认为不足以阻挡风雨,尘土。
注意千万不可增加其搭接量,造成中间11.5mm这尺寸变小,因为欧式标准槽的夹持式合页是按照11.5mm这个标准设计的,不然窗扇做出来,关闭的时候会及挤压锁点,造成窗无法关闭,或关闭困难。
实际上2.5mm搭接是采用雨幕原理,利用等压仓的原理排出渗进窗内的雨水,中间的挡水胶条一定要装好,不然形不成等压仓。
5.注意欧式标准槽铝型材型厂家,阳极氧化和喷涂不要共用一套模具,以免喷涂后槽口尺寸变小,影响与五金件的装配。
总觉的还有问题没讲清楚,稍后想起我再补充。
关于欧式标准槽铝型材与五金配件的配合我们国内的内开内倒窗用的型材槽口大多为20槽口,也有用23槽口的。
悬开五金件和大部分门窗五金都是依据相应的型材槽口设计的.窗扇的20槽口比较正式的名称为欧标槽口,也有的叫C槽。
欧标铝合金门窗框/扇的五金件空间要求见图1。
欧标扇槽的内部空间尺寸为20〈公差+0.3〉mm×3(公差+0.2,-0.l)mm,这就构成了绕窗扇一周的滑槽。
Al—Mg—Si合金挤压极限图及其参数优化
刘惠群
【期刊名称】《上海金属:有色分册》
【年(卷),期】1991(012)001
【摘要】在Hirst挤压极限图基础上,运用STD工业控制机系统和测温技术,经实验获得了用于Al-Mg-Si合金的动态模型及其优化状态,其结果可将挤压型材出口速度提高50%以上。
【总页数】6页(P13-18)
【作者】刘惠群
【作者单位】无
【正文语种】中文
【中图分类】TG146.21
【相关文献】
1.往复挤压Mg-4Al-2Si合金时Mg2Si颗粒的破碎规律 [J], 宋佩维
2.AA6063铝合金显微组织和拓朴学数据的挤压极限图 [J], Clod,MP;谢世英
3.铝合金AA6082(T5)挤压型材基本力学性能试验和成形极限图的建立 [J], 刁可山;周贤宾;李晓星;金朝海;Criqui B
4.数值模拟方法建立AZ31B镁合金管材的挤压极限图 [J], 王新;王迎新;曾小勤;卢晨
5.基于改进TOPSIS的AZ31镁合金热挤压工艺参数优化 [J], 田会方;舒服华
因版权原因,仅展示原文概要,查看原文内容请购买。