金属薄板成形性能与试验方法 成形极限图(FLD)试验
- 格式:pdf
- 大小:356.02 KB
- 文档页数:7
成形极限图试验成形极限图(FLD)或成形极限曲线(FLC)是板料冲压成形性能发展过程中的较新成果。
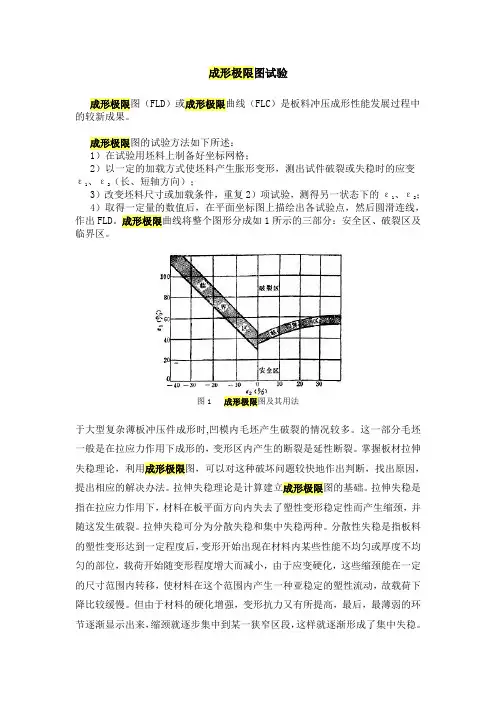
成形极限图的试验方法如下所述:1)在试验用坯料上制备好坐标网格;2)以一定的加载方式使坯料产生胀形变形,测出试件破裂或失稳时的应变ε1、ε2(长、短轴方向);3)改变坯料尺寸或加载条件,重复2)项试验,测得另一状态下的ε1、ε2;4)取得一定量的数值后,在平面坐标图上描绘出各试验点,然后圆滑连线,作出FLD。
成形极限曲线将整个图形分成如1所示的三部分:安全区、破裂区及临界区。
图1 成形极限图及其用法于大型复杂薄板冲压件成形时,凹模内毛坯产生破裂的情况较多。
这一部分毛坯一般是在拉应力作用下成形的,变形区内产生的断裂是延性断裂。
掌握板材拉伸失稳理论,利用成形极限图,可以对这种破坏问题较快地作出判断,找出原因,提出相应的解决办法。
拉伸失稳理论是计算建立成形极限图的基础。
拉伸失稳是指在拉应力作用下,材料在板平面方向内失去了塑性变形稳定性而产生缩颈,并随这发生破裂。
拉伸失稳可分为分散失稳和集中失稳两种。
分散性失稳是指板料的塑性变形达到一定程度后,变形开始出现在材料内某些性能不均匀或厚度不均匀的部位,载荷开始随变形程度增大而减小,由于应变硬化,这些缩颈能在一定的尺寸范围内转移,使材料在这个范围内产生一种亚稳定的塑性流动,故载荷下降比较缓慢。
但由于材料的硬化增强,变形抗力又有所提高,最后,最薄弱的环节逐渐显示出来,缩颈就逐步集中到某一狭窄区段,这样就逐渐形成了集中失稳。
产生集中失稳时,缩颈点也不能再转移出去,此时金属产生不稳定流动,由于这时承载面急剧减小,变形;力也就急剧下降,很快就异致破坏。
成形极限是指材料不发生塑性失稳破坏时的极限应变值。
但由于目前失稳理论的计算值还不能准确反映实际冲压成形中毛坯的变形极限,在实际生产中普遍应用由实验得到的成形极限图。
成形极限图(FLD),也称成形极限线(FLC)是对板材成形性能的一种定量描述,同时也是对冲压工艺成败性的一种判断曲线。
金属薄板成形性能试验1. 简介成形性能是指薄板对各种冲压成形的适应能力,即薄板在指定加工过程中产生塑性变形而不失效的能力。
成形性能研究的重点是成形极限的大小,也就是薄板发生破裂前能够获得的最大变形程度。
1.1 模拟成形性能指标选择或评定金属薄板冲压成形品级时,可对模拟成形性能指标提出要求。
设计或分析冲压成形工艺过程,以及设计冲压成形模具时,经常需要参考模拟成形性能指标的数据。
薄板常用模拟成形性能指标有:1、胀形性能指标:杯突值IE;2、拉深性能指标:极限拉深比LDR或载荷极限拉深比LDR(T);3、扩孔(内孔外翻)性能指标:极限扩孔率(平均极限扩孔率)λ(λ);4、弯曲性能指标:最小相对弯曲半径R min/t;5、“拉深+胀形”复合成形性能指标:锥杯值CCV;6、面内变形均匀性指标:凸耳率Z e;7、贴模(抗皱)性指标:方板对角拉伸试验皱高;8、定形性指标:张拉弯曲回弹值。
1.2 特定成形性能指标选择或评定金属薄板冲压成形品级、协议金属薄板的订货供货、设计或分析冲压成形工艺过程时,可对金属薄板的材料特性指标或工艺性能指标提出要求,或参考它们的数据,它们统称为特定成形性能指标:1、塑性应变比(r值)或平均塑性应变比(r);2、应变硬化指数(n值);3、塑性应变比平面各向异性度(r∆)。
1.3 局部成形极限评定、估测金属薄板的局部成形性能,或分析解决冲压成形破裂问题时,可使用金属薄板的成形极限图或成形极限曲线。
1.4 其他以上所列举的各种成型性能试验方法均为我国冲压生产和冶金制造行业已经使用或比较熟悉的模拟成型性能试验方法,而且也属于国际上的主流成形性能试验范畴。
除这些方法外,国际上还流行其他一些模拟成形性能试验,见图1。
图1 模拟成形性能试验方法注:整体成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,某种特定的整体几何尺寸或某种几何特征的整体尺寸可以达到的极限变形程度。
局部成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,局部点位或局部变形区域可以达到的极限变形程度。
成形极限图(FLD)2009-05-25 11:07:52| 分类:板料成形| 标签:|举报|字号大中小订阅(一)FLD试验主题内容与适用范围本标准规定了金属薄板成形极限图(forming limit diagram,编写fld)的实验室测定方法。
本标准适用于厚度0.2~3.0mm的金属薄板。
(二)FLD试验单位、符号与名称(三)FLD试验原理1 在实验室条件下测定成形极限图时,通常采用刚性凸模对试样进行胀形的方法,必要时可辅以拉伸试验和液压胀形试验。
2 刚性凸模胀形试验时,将一侧表面制有网格圆的试样置于凹模与压边圈之间,利用压边力压紧拉深筋以外的试样材料,试样中部在凸模力作用下产生胀形变形并形成凸包(见图1),其表面上的网格圆发生畸变,当凸包上某个局部产生缩颈或破裂时,停止试验,测量缩颈区(或缩颈区附近)或破裂区附近的网格圆长轴和短轴尺寸,由此计算金属薄板允许的局部表面极限主应变量(e1、e2)或(ε1、ε2)。
注:表面应变指平行于板料平面的二维应变,本标准中的(e1、e2)表示表面工程极限主应变量,(ε1、ε2)表示表面真实极限主应变量。
3 使用下述两种方法可以获得不同应变路径下的表面极限主应变量。
3.l 改变试样与凸模接触面间润滑条件:主要用来测定成形极限图的右半部分(双拉变形区,即e1>0、e2≥0或ε1>0、ε2≥0),如果在试样与凸模之间加衬合适厚度的橡胶(或橡皮)薄垫,可以比较方便地获得接近于等双拉应变状成态(e1=e2或ε1=ε2)下的表面极限应变量,通常,不同的润滑条件选择地越多,度验确定的成形极限图越可靠。
3.2 采用不同宽度的试样主要用来测定成形极限图的左半部分(拉-压变形区,即e1>0、e2≤0或ε1>0、ε2≤0),如果试样宽度选择地合适,可以获得接近于单向拉伸应变状态(e1=-2e2或ε1=-2ε2)和平面应变状态(e2=0或ε2=0)下的表面极限应变量,通常,试样的宽度规格越多,试验确定的成形极限图越可靠。

锻压、冲压工艺标准精选(最新)G6402《GB/T 6402-2008 钢锻件超声检测方法》G8176《GB 8176-2012 冲压车间安全生产通则》G8541《GB/T 8541-2012 锻压术语》G12361《GB/T12361-2003 钢质模锻件通用技术条件》G12362《GB/T12362-2003 钢质模锻件公差及机械加工余量》G12363《GB/T 12363-2005 锻件功能分类》G13318《GB13318-2003 锻造生产安全与环保通则》G13320《GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法》G13887《GB 13887-2008 冷冲压安全规程》G13914《GB/T 13914-2013 冲压件尺寸公差》G13915《GB/T 13915-2013 冲压件角度公差》G13916《GB/T 13916-2013 冲压件形状和位置未注公差》G14999.6《GB/T 14999.6-2010 锻制高温合金双重晶粒组织和一次碳化物分布测定方法》G15055《GB/T 15055-2007 冲压件未注公差尺寸极限偏差》G15825.1《GB/T 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标》G15825.2《GB/T 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程》G15825.3《GB/T 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验》G15825.4《GB/T 15825.4-2008 金属薄板成形性能与试验方法第4部分:扩孔试验》G15825.5《GB/T 15825.5-2008 金属薄板成形性能与试验方法第5部分:弯曲试验》G15825.6《GB/T 15825.6-2008 金属薄板成形性能与试验方法第6部分:锥杯试验》G15825.7《GB/T 15825.7-2008 金属薄板成形性能与试验方法第7部分:凸耳试验》G15825.8《GB/T 15825.8-2008 金属薄板成形性能与试验方法第8部分:成形极限图(FLD)测定指南》G15826《GB/T15826.1~9-1995 锤上自由锻自由锻件机械加工余量与公差》G16743《GB/T 16743-2010 冲裁间隙》G17107《GB/T17107-1997 锻件用结构钢牌号和力学性能》G20078《GB/T 20078-2006 铜和铜合金锻件》G20911《GB/T 20911-2007 锻造用半成品尺寸、形状和质量公差》G21469《GB/T 21469-2008 锤上钢质自由锻件机械加工余量与公差一般要求》G21470《GB/T 21470-2008 锤上钢质自由锻件机械加工余量与公差盘、柱、环、筒类》G21471《GB/T 21471-2008 锤上钢质自由锻件机械加工余量与公差轴类》G22131《GB/T 22131-2008 筒形锻件内表面超声波检测方法》G25134《GB/T 25134-2010 锻压制件及其模具三维几何量光学检测规范》G25135《GB/T 25135-2010 锻造工艺质量控制规范》G25136《GB/T 25136-2010 钢质自由锻件检验通用规则》G25137《GB/T 25137-2010 钛及钛合金锻件》G26030《GB/T 26030-2010 镍及镍合金锻件》G26036《GB/T 26036-2010 汽车轮毂用铝合金模锻件》G26637《GB/T 26637-2011 镁合金锻件》G26638《GB/T 26638-2011 液压机上钢质自由锻件复杂程度分类及折合系数》G26639《GB/T 26639-2011 液压机上钢质自由锻件通用技术条件》G29532《GB/T 29532-2013 钢质精密热模锻件通用技术条件》G29533《GB/T 29533-2013 钢质模锻件材料消耗工艺定额编制方法》G29534《GB/T 29534-2013 温锻冷锻联合成形锻件通用技术条件》G29535《GB/T 29535-2013 温锻冷锻联合成形工艺工艺编制原则》G30566《GB/T 30566-2014 GH4169合金棒材、锻件和环形件》G30567《GB/T 30567-2014 钢质精密热模锻件工艺编制原则》G30568《GB/T 30568-2014 锆及锆合金锻件》G30569《GB/T 30569-2014 直齿锥齿轮精密冷锻件结构设计规范》G30570《GB/T 30570-2014 金属冷冲压件结构要素》G30571《GB/T 30571-2014 金属冷冲压件通用技术条件》G30572《GB/T 30572-2014 精密冲裁件工艺编制原则》G30573《GB/T 30573-2014 精密冲裁件通用技术条件》G30895《GB/T 30895-2014 热轧环件》GJ904A《GJB904A-1999 锻造工艺质量控制要求》GJ1057《GJB 1057-1990 铝合金过时效锻件》GJ2351《GJB2351-1995 航空航天用铝合金锻件规范》GJ5154《GJB5154-2002 航空航天用镁合金锻件规范》GJ2744A《GJB2744A-2007 K 航空用钛及钛合金锻件规范》GJ5040《GJB5040-2001 航空用钢锻件规范》GJ5061《GJB 5061-2001 航空航天用超高强度钢锻件规范》GJ5911K《GJB 5911-2006 K 舰艇用15CrNi3MoV钢锻钢规范》HB0-19《HB0-19-2011 开口弯边》HB0-20《HB0-20-2011 皱纹弯边》HB0-22《HB0-22-2008 挤压型材下陷》HB0-35《HB0-35-2011 挤压型材倾斜角度极限值》HB199《HB/Z199-2005 钛合金锻造工艺》H283《HB/Z283-1996钢的锻造工艺》HB5224《HB5224-2011 航空发动机用钛合金盘模锻件规范》H5355《HB5355-1994 锻造工艺质量控制》H5402《HB5402-1997 锻件试制定型规范》HB6077《HB6077-2008 模锻件公差及机械加工余量》HB6587《HB 6587-1992 锤上自由锻件机械加工余量与尺寸公差》H7238《HB7238-1995 钛合金环形锻件》H7726《HB7726-2002 航空发动机用钛合金叶片精锻件规范》HB8401《HB 8401-2013 钣金成形工装设计要求》QJ262《QJ 262-1994 钣金冲压件通用技术条件》QJ502A《QJ 502A-2001 铝合金、铜合金锻件技术条件》QJ2141A《QJ2141A-2011 高温合金锻件规范》WJ2537《WJ2537-1999 兵器用冲压件规范》CB773《CB/T 773-1998 结构钢锻件技术条件》J1266《JB/T 1266-2014 25 MW~200 MW汽轮机轮盘及叶轮锻件技术条件》J1268《JB/T 1268-2014 汽轮发电机Mn18Cr5 系无磁性护环锻件技术条件》J1270《JB/T 1270-2014 水轮机、水轮发电机大轴锻件技术条件》J1271《JB/T 1271-2014 交、直流电机轴锻件技术条件》J1581《JB/T 1581-2014 汽轮机、汽轮发电机转子和主轴锻件超声检测方法》J1582《JB/T 1582-2014 汽轮机叶轮锻件超声检测方法》J3733《JB/T 3733-2006 大型锻造合金钢热轧工作辊》J4120《JB/T 4120-2006 大型锻造合金钢支承辊》J4129《JB/T4129-1999 冲压件毛刺高度》J4201《JB/T4201-1999 直齿锥齿轮精密热锻件技术条件》J4290《JB/T4290-1999 高速工具钢锻件技术条件》J4378《JB/T4378.1~2-1999 金属冷冲压件》J4381《JB/T 4381-2011 冲压剪切下料未注公差尺寸的极限偏差》J4385《JB/T4385.1~2-1999 锤上自由锻件》J5109《JB/T5109-2001 金属板料压弯工艺设计规范》J6052《JB/T 6052-2005 钢质自由锻件加热通用技术条件》J6053《JB/T6053-2004 钢制锻件热锻工艺燃料消耗定额计算方法》J6054《JB/T6054-2001 冷挤压件工艺编制原则》J6056《JB/T 6056-2005 冲压车间环境保护导则》J6395《JB/T 6395-2010 大型齿轮、齿圈锻件技术条件》J6396《JB/T 6396-2006 大型合金结构钢锻件技术条件》J6397《JB/T 6397-2006 大型碳素结构钢锻件技术条件》J6398《JB/T 6398-2006 大型不锈、耐酸、耐热钢锻件》J6402《JB/T 6402-2006 大型低合金钢铸件》J6405《JB/T 6405-2006 大型不锈钢铸件》J6541《JB/T6541-2004 冷挤压件形状和结构要素》J6957《JB/T6957-2007 精密冲裁件工艺编制原则》J6958《JB/T6958-2007 精密冲裁件通用技术条件》J6959《JB/T 6959-2008 金属板料拉深工艺设计规范》J6979《JB/T 6979-1993 大中型钢质锻模模块质量分级》J7023《JB/T 7023-2014 水轮发电机镜板锻件技术条件》J7025《JB/T 7025-2004 25MW以下汽轮机转子体和主轴锻件技术条件》J7026《JB/T 7026-2004 50MW以下汽轮发电机转子锻件技术条件》J7027《JB/T 7027-2002 300MW以上汽轮机转子体锻件技术条件》J7028《JB/T 7028-2004 25MW以下汽轮机转盘及叶轮锻件技术条件》J7029《JB/T 7029-2004 50MW以下汽轮发电机无磁性护环锻件技术条件》J7030《JB/T 7030-2014 汽轮发电机Mn18Cr18N 无磁性护环锻件技术条件》J7032《JB/T7032-2001 大型全纤维曲轴锻件》J7531《JB/T 7531-2005 旋压件设计规范》J7532《JB/T 7532-2005 旋压工艺编制原则》J7535《JB/T7535-1994 锻件工艺质量控制规范》J8421《JB/T8421-1996 钢质自由锻件检验通用规则》J8466《JB/T 8466-2014 锻钢件渗透检测》J8467《JB/T 8467-2014 锻钢件超声检测》J8468《JB/T 8468-2014 锻钢件磁粉检验》J8705《JB/T 8705-2014 50 MW以下汽轮发电机无中心孔转子锻件技术条件》J8706《JB/T 8706-2014 50 MW~200 MW汽轮发电机无中心孔转子锻件技术条件》J8707《JB/T8707-1998 300MW以上汽轮无中心孔转子锻件技术条件》J8708《JB/T 8708-2014 300 MW~600 MW汽轮发电机无中心孔转子锻件技术条件》J8888《JB/T8888-1999 环芯法测量汽轮机,汽轮发电机转子锻件残余应力的试验方法》J8930《JB/T8930-1999 冲压工艺质量控制规范》J9020《JB/T9020-1999 大型锻造曲轴的超声波检验》J9021《JB/T 9021-2010 汽轮机主轴和转子锻件的热稳定性试验方法》J9174《JB/T9174-1999 模锻件材料消耗工艺定额编制方法》J9175.1《JB/T 9175.1-2013 精密冲裁件第1部分:结构工艺性》J9175.2《JB/T 9175.2-2013 精密冲裁件第2部分:质量》J9176《JB/T9176-1999 冲压件材料消耗工艺定额编制方法》J9177《JB/T9177-1999 钢制模锻件结构要素》J9178.1《JB/T9178.1-1999 水压机上自由锻件通用技术条件》J9178.2《JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数》J9179《JB/T9179.1~8-1999 水压机上自由锻件机械加工余量与公差》J9180.1《JB/T 9180.1-2014 钢质冷挤压件第1部分:公差》J9180.2《JB/T 9180.2-2014 钢质冷挤压件第2部分:通用技术条件》J9181《JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范》J10138《JB/T10138-1999 渗碳轴承钢锻件》J10265《JB/T 10265-2014 水轮发电机用上下圆盘锻件技术条件》J10663《JB/T 10663-2006 25MW及25MW以下汽轮机无中心孔转子和主轴锻件技术条件》J10664《JB/T 10664-2006 25MW~200MW汽轮机无中心孔转子和主轴锻件技术条件》J11017《JB/T 11017-2010 1000MW及以上火电机组发电机转子锻件技术条件》J11018《JB/T 11018-2010 超临界及超超临界机组汽轮机用Cr10型不锈钢铸件技术条件》J11019《JB/T 11019-2010 超临界及超超临界机组汽轮机用高中压转子锻件技术条件》J11020《JB/T 11020-2010 超临界及超超临界机组汽轮机用超纯净钢低压转子锻件技术条件》J11021《JB/T 11021-2010 大型高铬锻钢支承辊技术条件》J11022《JB/T 11022-2010 大型高铬铸钢热轧工作辊技术条件》J11023《JB/T 11023-2010 大型高铬铸铁热轧工作辊技术条件》J11024《JB/T 11024-2010 大型核电机组汽轮机用焊接转子锻件技术条件》J11026《JB/T 11026-2010 大型核电机组四极汽轮发电机转子锻件技术条件》J11028《JB/T 11028-2010 汽轮发电机集电环锻件技术条件》J11030《JB/T 11030-2010 汽轮机高低压复合转子锻件技术条件》J11032《JB/T 11032-2010 燃气轮机压气机轮盘不锈钢锻件技术条件》J11033《JB/T 11033-2010 燃气轮机压气机轮盘合金钢锻件技术条件》J11760《JB/T 11760-2013 直齿锥齿轮精密冷锻件技术条件》J11761《JB/T 11761-2013 齿轮轴毛坯楔横轧技术条件》J12028《JB/T 12028-2014 涡旋压缩机铝合金精锻涡旋盘通用技术条件》J50196《JB/T50196-2000 3~600MW发电机无磁性护环合金钢锻件质量分等》J50197《JB/T50197-2000 3~600MW汽轮机转子和主轴锻件锻件质量分等》J53485《JB/T53485-2000 50MW以下发电机转子锻件质量分等》J53488《JB/T53488-2000 25MW以下汽轮机转盘及叶轮锻件产品质量分等》J53495《JB/T53495-2000 特大型轴承钢锻件产品质量分等》J53496《JB/T53496-2000 50~600MW发电机转子锻件质量分等》YB091《YB/T 091-2005 锻(轧)钢球》YS479《YS/T 479-2005 一般工业用铝及铝合金锻件》YS686《YS/T 686-2009 活塞裙用铝合金模锻件》TB2944《TB/T 2944-1999 铁道用碳素钢锻件》TB3014《TB/T 3014-2001 铁道用合金钢锻件》SJ10726《SJ/T10726-1996 冲压件一般检验原则》SJ10538《SJ/T10538-1994 冲压生产技术经济指标计算方法》A788《ASTM A788 -2004a 钢锻件通用要求的标准技术条件》(中文版)JB/T4129-1999 冲压件毛刺高度JB/T4201-1999 直齿锥齿轮精密热锻件技术条件JB/T4290-1999 高速工具钢锻件技术条件JB/T4378.1-1999 金属冷冲压件结构要素JB/T4378.2-1999 金属冷冲压件通用技术条件JB/T4381-1999 冲压剪切下料未注公差尺寸的极限偏差JB/T 4385.1-1999 锤上自由锻件通用技术条件JB/T 4385.2-1999 锤上自由锻件复杂程度分类及折合系数JB/T8930-1999 冲压工艺质量控制规范JB/T9174-1999 模锻件材料消耗工艺定额编制方法JB/T 9175.1-1999 精密冲裁件结构工艺性JB/T 9175.2-1999 精密冲裁件质量JB/T9176-1999 冲压件材料消耗工艺定额编制方法JB/T9177-1999 钢质模锻件结构要素JB/T9178.1-1999 水压机上自由锻件通用技术条件JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数JB/T 9179.1-1999 水压机上自由锻件机械加工余量与公差一般要求JB/T 9179.2-1999 水压机上自由锻件机械加工余量与公差圆轴、方轴和矩形截面类JB/T 9179.3-1999 水压机上自由锻件机械加工余量与公差台阶轴类JB/T 9179.4-1999 水压机上自由锻件机械加工余量与公差圆盘和冲孔类JB/T 9179.5-1999 水压机上自由锻件机械加工余量与公差短圆柱类JB/T 9179.6-1999 水压机上自由锻件机械加工余量与公差模块类JB/T 9179.7-1999 水压机上自由锻件机械加工余量与公差筒体类JB/T 9179.8-1999 水压机上自由锻件机械加工余量与公差圆环类JB/T 9180.1-1999 钢质冷挤压件公差JB/T 9180.2-1999 钢质冷挤压件通用技术条件JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范JB/T9194-1999 辊锻模结构形式及尺JB/T9195-1999 辊锻模通用技术条件JB/T10138-1999 渗碳轴承钢锻件。
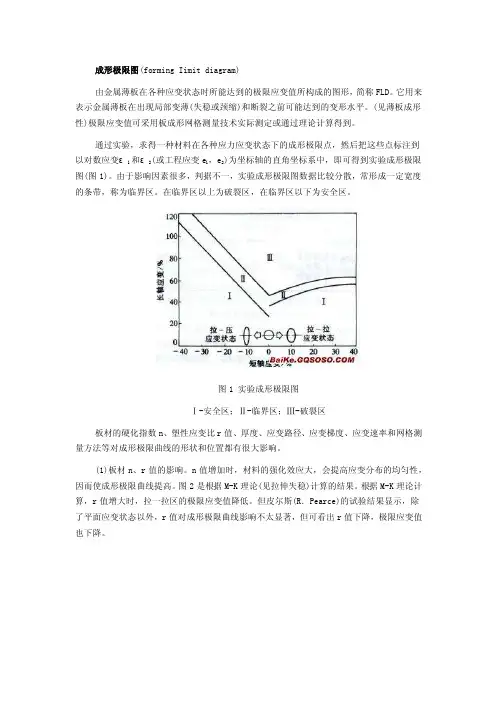
成形极限图(forming Iimit diagram)由金属薄板在各种应变状态时所能达到的极限应变值所构成的图形,简称FLD。
它用来表示金属薄板在出现局部变薄(失稳或颈缩)和断裂之前可能达到的变形水平。
(见薄板成形性)极限应变值可采用板成形网格测量技术实际测定或通过理论计算得到。
通过实验,求得一种材料在各种应力应变状态下的成形极限点,然后把这些点标注到以对数应变ε1和ε2(或工程应变e1,e2)为坐标轴的直角坐标系中,即可得到实验成形极限图(图1)。
由于影响因素很多,判据不一,实验成形极限图数据比较分散,常形成一定宽度的条带,称为临界区。
在临界区以上为破裂区,在临界区以下为安全区。
图1 实验成形极限图Ⅰ-安全区;Ⅱ-临界区;Ⅲ-破裂区板材的硬化指数n、塑性应变比r值、厚度、应变路径、应变梯度、应变速率和网格测量方法等对成形极限曲线的形状和位置都有很大影响。
(1)板材n、r值的影响。
n值增加时,材料的强化效应大,会提高应变分布的均匀性,因而使成形极限曲线提高。
图2是根据M-K理论(见拉伸失稳)计算的结果。
根据M-K理论计算,r值增大时,拉一拉区的极限应变值降低。
但皮尔斯(R.Pearce)的试验结果显示,除了平面应变状态以外,r值对成形极限曲线影响不太显著,但可看出r值下降,极限应变值也下降。
图2 n值对成形极限曲线的影响(2)板材厚度的影响。
实验和理论分析的结果都表明,成形极限曲线随着初始板材厚度的减薄而降低。
这是因为当初始板厚较薄时,由板材的表面缺陷而产生的板厚不均匀性以及内部缺陷而使实际板厚下降,变形不均等问题比板厚较厚时更加严重。
因此,在相同变形条件下,薄的板材容易先发生局部失稳并达到成形极限。
另外,薄的板材在变形时应变梯度小,周围材料对危险区材料的补偿作用小,也会降低成形极限。
(3)应变路径的影响。
在多工序板材成形或单工序复杂零件成形时,零件上点的应变轨迹不一定再遵循简单加载定律,因而由简单加载条件得到的成形极限曲线就不一定能直接使用。
机|械|工|程—科教导刊(电子版)·2017年第4期/2月(上)—162基于FLD 的温热成型条件下铝合金板冲压板料的成型性能研究崔宁(湖北工业大学湖北·武汉430068)摘要在最近几年内,关于轻量化材料的研究越来越多,在轻量化材料当中,铝合金在室温状态下,其成形的性能相对较差,温热成型工艺能够有效的解决铝合金室温状态下存在的成形差的问题。
FLD 多应用在分析板料冲压成形模拟当中,尤其是在温热成形的状态下,能够有效的判断其成形性能。
本文首先对FLD 进行了基本概述,然后针对温热成型条件下5754铝合金板冲压板料的相关实验阐述和分析,最后,提出了影响因素对FLD 影响的分析和误差的量化。
关键词FLD 温热成型铝合金板冲压板料中图分类号:TG146.2文献标识码:A 1FLD 概述成形极限图(Forming Limit Diagram ,FLD )主要是在已经制备好的坐标上进行网格设置,主要是通过加载的方式促使材料膨胀,材料在膨胀的过程中就会发生变形,从而就可以有效的测量出破裂或失衡时的1、2,也就是我们常说的长轴和短轴方向。
另外,在改变材料并测量得到长轴和短轴的值后,在坐标当中找到相应的试点,然后对试点进行连线,需要注意的是,连线采用的平滑的曲线,而不是直线,最终得到成形极限图。
一般来说,成形极限曲主要可以分为安全区、破裂区及临界区三个区域。
早在80年代就有相关的研究,随着计算机应用技术以及模拟操作的发展和进步,温热成型条件下铝合金板冲压板料的成形性能研究也日趋成熟,使得传统的成形技术逐渐科学化和合理化。
2温热成型条件下5754铝合金板冲压板料的相关实验首先,选择5754铝合金板冲压板料,要想更好的对铝合金板冲压板料进行研究,就必须在测量之前对其表面的应变量进行有效的测量,选择一个有效的网格圆,并且保证网格圆的直径保证在0.75mm 左右,半径为1.5mm 左右。
其次,在进行实验过程中选择一个合理的加热装置,从而确保在加热过程中的成形温度能够进行有效的控制。
金属板材成形试验机 成形极限曲线的测定国标和国际标准金属材料薄板和薄带 成形极限曲线的测定GBT 24171.1-2009 第1部分:冲压车间成形极限图的 测量及应用GBT 24171.2-2009 第2部分:实验室成形极限曲线的测定Metallic materials-Sheet and strip-Determinations of forming limit curves---ISO-FDIS 12004-1-2008 Part 1:Measurement and application of farming limit diagrams in press shopISO-FDIS 12004-2-2008 Part 2:Determinations of forming limit curves in laboratory成形极限图的获取成形极限图的确定方法通常有两种,即理论计算,BR>理论计算成形极限图是采用不同的屈服准则和塑性本构关系、基于不同拉\伸失稳准则作为颈缩与破裂的条件进行解析的。
目前较常用的屈服准则是Hill系列屈服准则(包Hill48,Hill79,Hill90,Hill93),Hosford屈服准则等,实际上Hosford屈服准则是Hill79屈服准则的一个特例。
还有其他许多屈服准则,例如Barlat,Taylor, Gotoh等屈服准则,但由于所涉及的参数较多,应用不是很广。
用试验确定成形极限曲线。
研究者们较常用的方法是曲面法,也就是Nakazima试验法,其实质是半球形刚性凸模胀形试验。
通过改变试件的宽度,使其侧向约束改变从而得到从单拉到等双拉的成形极限。
曲面法具有以下几个特点:(1) 变形受到模具几何尺寸的限制,并且破裂通常都在试件的特定位置发生;(2) 试件中包含有弯曲应变,其大小取决材料厚度和凸模半径;(3) 由于摩擦和曲率的影响,试件中存在较大的应变梯度。
金属薄板成形极限曲线(FLC)测定试验汇报测试人:审核人:日期:北京航空航天大学板料成形研究中心QQ:1 引言中国XXXX与北京航空航天大学就xxx项目”进行“金属薄板成形极限曲线(FLC)测定试验”专题技术服务合作。
北京航空航天大学板料成形中心参考GB/T15825-《金属薄板成形性能与试验方法》标准和试验方法, 对xxx提供xx种板料进行成形极限曲线(FLC)试验测定, 最终为XXX提供该项目板料成形性性能对应试验数据图表。
2测试材料表1 .1 测试材料规格参数表材料规格(厚度mm)强度等级(抗拉MPa)热处理状态备注3测试试验设备与模具此次成形极限试验设备采取北航自主研发板材成形性能试验机——BCS-30D(图1)。
停机采取载荷下降法方法控制。
图1 BCS-30D通用板材成形性能试验机4.5 成形极限图(FLD)4.5.1试验原理: 在试验室条件下测定成形极限图时, 采取刚性凸模对试样进行胀形方法, 必需时可辅以拉伸试验和液压胀形试验。
在采取刚性模胀形试验方法时, 将一侧表面制有网格圆试样放置于模具与压边圈之间, 利用压边力压紧拉深筋以外试样材料, 试样中部在凸模作用下产生变形并形成凸包(见图1), 其表面上网格圆发生变形, 当凸包上某个局部产生颈缩或者破裂时停止试验, 测量颈缩区或者破裂区周围网格圆长轴与短轴尺寸, 由此计算金属薄板许可局部表面极限应变量(ε1、ε2)或(δ1、δ2)。
对取得数据点不理想试验件(关键是等双拉区), 可采取液压胀形方法, 参见4.3刚模胀形和液压胀形。
在成形极限试验过程当中, 关键经过两种方法取得不一样应变路径下表面极限应变量。
第一个方法是经过改变试样与凸模接触面之间润滑条件, 关键用来测定成形极限图右侧部分(双拉变形区, 即ε1>0、ε2≥0或者δ1>0、δ2≥0)。
若在试样与凸模之间加以更理想润滑介质, 可较为方便取得靠近于等双拉(ε1=ε2或者δ1=δ2)区域表面极限应变量, 通常不一样润滑条件选择越多, 试验确定数据点越能反应成形极限曲线。