第7章板料成形性能以及成形极限
- 格式:ppt
- 大小:825.50 KB
- 文档页数:60
《汽车车身制造工艺学(冲压工艺)》复习要点第一章冲压工艺概论一、学习内容1冲压工艺的特点及冲压工序的分类2金属塑性变形的力学规律3板料的冲压成形性能和成形极限图4车身冲压材料5汽车冲压技术概论二、学习目的1.通过本章学习要求学员了解冲压工序的分类(分离工序和成形工序)、塑性应力应变关系、板料性能指标对冲压成形性能的影响;2.掌握成形极限图的概念及应用三、自我测试1.名词解释冲压成形工艺分离工序成形工序主应力三向应力状态屈斯加准则米塞斯准则增量理论全量理论板料的冲压成形性能成形极限图板料的各项异性2.简述题汽车车身分为哪五部分?冲压生产线有哪两种类型?冲压加工的优点有?冲压生产三大要素?常用的分离成形工序 ( 至少三种 )?冲压成形性能包括哪几方面?材料的力学性能指标都有哪些?冲压用钢板的几种类型?常用的钢板冲压成形性能模拟试验方法有哪些?3.案例汽车车门内板的冲压工艺过程?4.选择题杯突试验结果能反映哪种冲压工艺的成形性能()A.缩孔B.弯曲C.胀形D外凸外缘翻边塑性变形时应力应变关系是()A. .非线性的、不可逆的B.线性的 C 可逆的 D.可叠加的冲压工序按照加工性质的不同,可以分为两大类型,即()A.分离工序B.冲孔工序C. 成形工序D.拉深工序E. 翻边工序5.课本思考题 1 , 3 ,5第二章冲裁工艺一、学习内容1冲裁的变形过程2冲裁间隙3冲裁模刃口尺寸4冲裁力和冲模压力中心5冲模及冲裁模6冲裁件缺陷原因及分析二、学习目的1.通过本章学习,掌握冲裁间隙的确定方法、冲裁力及其计算方法2.通过本章学习,掌握冲裁力及其计算方法3.了解冲裁件缺陷原因及分析三、自我测试1.名词冲裁光亮带冲裁间隙卸料力模具的压力中心复合模闭合高度2.简述题简述冲裁变形过程。
冲裁模刃口尺寸确定原则有哪些?影响冲裁力的主要因素有哪些?降低冲裁力的措施?冲模的种类?毛刺产生的原因有哪些?3. 选择题计算冲裁力的目的是为了合理选用压力机和设计模具,压力机的公称压力必须()所计算的冲裁力A. 小于B.等于C.大于D. 无所谓模具的闭合高度H、压力机的最大装模高度、最小装模高度之间的关系为()A. 无所谓B.H ≤C.≤H≤D. H≥下列哪种部件不属于模具的定位部件()A. 定位销B. 定位侧刃C. 顶料销 D导正销冲裁的工件断面明显的分为哪几个特征区()A. 圆角带B.起皱带C. 断裂带D. 减薄带E.光亮带模具的导向部件包括()A.导块B. 导套C. 定位销D. 导板E. 导柱冲裁间隙对下列哪些因素有影响()A. 冲裁件断面质量B.滑块平度C.冲裁力的大小D. 模具寿命E.冲裁件的尺寸精度按照工艺性质分类,冲模可分为哪几种()A.拉深模B. 弯曲模C.胀形模D.翻边模E.冲裁模冲裁工序包括()A. 修边B.落料C.扩孔D.切口E.冲孔4.综合应用题冲压工艺都有哪些特点5.课本思考题 1 , 6第三章弯曲工艺一、学习内容1弯曲的变形过程2弯曲的变形特点(应力应变分析)3弯曲力的计算4弯曲件毛坯尺寸的确定5弯曲件质量分析与控制6 弯曲模具二、学习目的1.通过本章学习,掌握弯曲变形的过程、特点2.通过本章学习,掌握弯曲件质量分析与控制3.了解弯曲模具制造过程三、自我测试1.名词解释弯曲弯曲中性层回弹2.简述题简述弯曲变形过程。


板料成形性能及CAE分析文献综述引言随着强度的提高,高强度钢板塑性变差、成形难度增加。
对典型高强度钢板,如DP 钢、TRIP 钢和BH 钢等在汽车上的应用情况进行介绍,介绍了目前处在实验测试阶段的TWIP钢,具有许多优良的性能,只是投入生产中还存在一些尚待解决的问题。
对高强度钢板冲压生产时成形性差、回弹严重,以及冲模受力恶劣等常见问题进行了分析,最后对高强度钢板冲压成形性能研究现状和回弹影响因素进行了总结。
结果表明,高强度钢板成形性随材料、模具和工艺参数变化而波动,所以须综合研究三者的影响规律,从而提高高强度钢板的成形性能。
1 高强度钢板在汽车上的应用情况高强度钢板的拉伸强度一般在350MPa 以上,它不但具有较高的拉伸强度,还有较高的屈服点,具有高的减重潜力、高的碰撞吸收能、高的成形性和低的平面各向异性等优点,在汽车上得到了广泛的应用[1]。
高强度钢板最初主要用于车身的前保险杠和车门抗侧撞梁。
近年来,随着高强度钢板的研制和开发,其成形性、焊接性、疲劳强度和外观质量都有所提高,现在高强度钢板已被广泛用来代替普通钢板制造车身的结构构件和板件[2]。
1. 1 双相钢( DP 钢)DP 钢是由低碳钢或低碳微合金钢经两相区热处理或控轧控冷而得到,其显微组织主要为铁素体和马氏体,马氏体以岛状弥散分布在铁素体机体上,DP 钢的显微组织示意如图1 所示[3]。
软的铁素体赋予DP钢较低的屈强比、较大的延伸率,具有优良的塑性; 而硬的马氏体则赋予其高的强度。
DP 钢的强度主要由硬的马氏体相的比例来决定,其变化范围为5% ~20%,随着马氏体的含量增加,强度线性增加,强度范围为500 ~ 1 200MPa。
目前大量使用的有DP590、DP780,热镀锌合金化DP980 的研发工作正在进行中[4]。
DP 钢具有低屈强比、高加工硬化指数、高烘烤硬化性能、无屈服延伸和室温时效等特点,一般用于需要高强度、高的抗碰撞吸收且也有一定成形要求的汽车零件,如车轮、保险杠、悬挂系统及其加强件等。
板料的力学性能与成形性能汽车车身钣金件生产过程中,经常遇到一些不明具体原因的停台,我们将其中的一些归类为材料停台:比如说,这一拍料生产时很顺利,一换另一拍料板料就缩径拉裂、四处开花。
但是,我们并不清楚材料哪里出了问题。
我们明眼就能看出的板料问题:如板料脏、有杂物(灰尘、料屑、皮带上的杂物等)、板料锈蚀和夹杂、坑包和棱子。
但是这和板料内部的性能并没有太大的关系。
那么,板料的力学性能包括哪些方面,它们具体指什么,与板料的成形有什么关系呢?厂家提供的质量说明书中包含的内容有:①卷料的基本尺寸、重量;②化学成分;③室温拉伸试验得到的力学性能参数;④镀层重量。
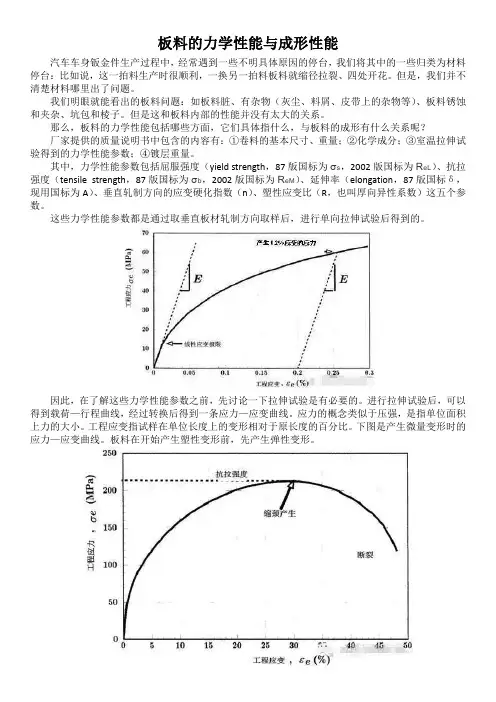
其中,力学性能参数包括屈服强度(yield strength,87版国标为σs,2002版国标为R eL)、抗拉强度(tensile strength,87版国标为σb,2002版国标为R eM)、延伸率(elongation,87版国标δ,现用国标为A)、垂直轧制方向的应变硬化指数(n)、塑性应变比(R,也叫厚向异性系数)这五个参数。
这些力学性能参数都是通过取垂直板材轧制方向取样后,进行单向拉伸试验后得到的。
因此,在了解这些力学性能参数之前,先讨论一下拉伸试验是有必要的。
进行拉伸试验后,可以得到载荷—行程曲线,经过转换后得到一条应力—应变曲线。
应力的概念类似于压强,是指单位面积上力的大小。
工程应变指试样在单位长度上的变形相对于原长度的百分比。
下图是产生微量变形时的应力—应变曲线。
板料在开始产生塑性变形前,先产生弹性变形。
对于目前车间使用的钢板、铝板,均没有像低碳钢那样的屈服台阶,所以我们一般取产生0.2%应变时的应力为板材的屈服强度。
我们把整个成形过程中的最大应力(也是缩颈开始产生时的应力)称为抗拉强度。
断裂时试样的伸长比例,称为板料的延伸率。
屈服应力大小直接影响冲压力及成形后回弹量大小。
在相同工艺条件下,低的屈服强度板材成形后回弹量小,形状更稳定。
板料成形性能测试实验姓名:学号:班级: ______________________航空宇航制造工程系机电学院西北工业大学基本知识概述1.1成形极限图板料的冲压成形性能包括抗破裂性、贴模性和定形性。
影响板料冲压成形性能的因素较多,如材料性能、零件和冲模的几何形状与尺寸、变形条件(变形速度、压边力、摩擦和温度等)以及冲压设备性能和操作水平等。
板料的贴模性是指板料在冲压过程中取得模具形状的能力,定形性是指零件脱模后保持其在模具内所取得的形状的能力。
影响贴模性的因素通常有成形过程中发生的内皱、翘曲、塌陷和鼓起等,这些几何面缺陷会使贴模性降低。
在影响定形性的诸因素中,回弹是最主要的因素。
零件脱模后,常因回弹较大而产生较大的形状偏差。
板料贴模性和定形性的好坏与否,是决定零件形状尺寸精确度的重要因素。
抗破裂性则通常被作为评定板料冲压成形性能的指标。
板料在成形过程中会出现失稳现象,即拉伸失稳和压缩失稳。
拉伸失稳是板料在拉应力作用下局部出现颈缩或破裂;压缩失稳是板料在压应力作用下出现皱纹。
板料在失稳前可以达到的最大变形程度通常称为成形极限。
成形极限分为总体成形极限和局部成形极限。
总体成形极限反映板料失稳前某些特定的总体尺寸可以达到的最大变形程度,如极限拉深系数、极限胀形高度和极限翻边系数等均属于总体成形极限。
总体成形极限常用作工艺设计参数。
局部成形极限反映板料失稳前局部尺寸可以达到的最大变形程度,如成形时的局部极限应变即属于局部成形极限。
成形极限图(Forming Limit Diagrams缩写FLD是板料在不同应变路径下的局部失稳极限©和e2(工程应变)或r和;2 (真实应变)构成的条带形区域或曲线,它全面反映了板料在单向和双向拉应力作用下的局部成形极限,由Keeler和Goodwii等人在60年代中期提出的。
成形极限图为定性和定量研究板料的局部成形性能奠定了基础。
在此之前,板料的各种成形性能指标或成形极限大多以试样的某些总体尺寸变化到某种程度(如发生破裂)来衡量,而这些总体成形性能指标或成形极限不能反映板料上某一局部危险区的变形情况。
第七章材料模型ANSYS/LS—DYNA包括40多种材料模型,它们可以表示广泛的材料特性,可用材料如下所示。
本章后面将详细叙述材料模型和使用步骤。
对于每种材料模型的详细信息,请参看Appendix B,Material Model Examples或《LS/DYNA Theoretical Manual》的第十六章(括号内将列出与每种模型相对应的LS-DYNA 材料号)。
线弹性模型·各向同性(#1)·正交各向异性(#2)·各向异性(#2)·弹性流体(#1)非线弹性模型·Blatz-ko Rubber(#7)·Mooney—Rivlin Rubber(#27)·粘弹性(#6)非线性无弹性模型·双线性各向同性(#3)·与温度有关的双线性各向同性(#4)·横向各向异性弹塑性(#37)·横向各向异性FLD(#39)·随动双线性(#3)·随动塑性(#3)·3参数Barlat(#36)·Barlat各向异性塑性(#33)·与应变率相关的幂函数塑性(#64)·应变率相关塑性(#19)·复合材料破坏(#22)·混凝土破坏(#72)·分段线性塑性(#24)·幂函数塑性(#18)压力相关塑性模型·弹—塑性流体动力学(#10)·地质帽盖材料模型(#25)泡沫模型·闭合多孔泡沫(#53)·粘性泡沫(#62)·低密度泡沫(#57)·可压缩泡沫(#63)·Honeycomb(#26)需要状态方程的模型·Bamman塑性(#51)·Johnson—Cook塑性(#15)·空材料(#9)·Zerilli—Armstrong(#65)·Steinberg(#11)离散单元模型·线弹性弹簧·普通非线性弹簧·非线性弹性弹簧·弹塑性弹簧·非弹性拉伸或仅压缩弹簧·麦克斯韦粘性弹簧·线粘性阻尼器·非线粘性阻尼器·索(缆)(#71)刚性体模型·刚体(#20)7.1定义显示动态材料模型用户可以采用ANSYS命令 MP, MPTEMP, MPDATA , TB, TBTEMP和TBDATA以及ANSYS/LS-DYNA命令 EDMP来定义材料模型。
板料冲压成形性能及冲压材料板料的冲压成形性能板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。
具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。
冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。
下面分别讨论。
(一)成形极限在冲压成形中,材料的最大变形极限称为成形极限。
对不同的成形工序,成形极限应采用不同的极限变形系数来表示。
例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等等。
这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得。
依据什么来确定极限变形系数呢?这要看影响成形过程正常进行的因素是哪些。
冲压成形时外力可以直接作用在毛坯的变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区。
因此,影响成形过程正常进行的因素,可能发生在变形区,也可能发生在非变形区。
归纳起来,大致有下述几种情况:1.属于变形区的问题伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如胀形、翻孔、扩口和弯曲外区等的拉裂。
压缩类变形一般是因为压应力过大,超过了板材的临界应力,使板材丧失稳定性而产生起皱,如缩口、无压边圈拉深等的起皱。
2.属于非变形区的问题传力区承载能力不够:非变形区作为传力区时,往往由于变形力超过了该传力区的承载能力而使变形过程无法继续进行。
也分为两种情况:1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力的传力区,若变形力超过已变形区的抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废。
2)失稳或塑性镦粗:例如扩口和缩口工序是利用待变形区作为压力的传力区,若变形力超过了管坯的承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形。
非传力区在内应力作用下破坏:非变形区不是传力区时,由于变形过程中金属流动的不均匀性,也可能产生过大的内应力而使之破坏。