冲压性能及成形极限
- 格式:ppt
- 大小:1.89 MB
- 文档页数:8

《冲压工艺与模具设计》知识点1、冲压是利用安装在压力机上和模具对材料施加外力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。
冲压的三要素:设备(压力机)、模具、原材料。
冲压的优点有:生产率高、操作简便,尺寸稳定、互换性好,材料利用率高。
冲压工艺分为两大类,一类叫分离工序(落料、冲孔、切断、切口、剖切等),一类是成形工序(弯曲、拉深、翻边、胀形、缩孔)。
冷冲压模具是实现冷冲压工艺的一种工艺装备。
冲压生产中,需要将板料剪切成条料,这是由剪切机来完成的。
这一工序在冲压工艺中称下料工序。
2、压力机的标称压力是指滑块在离下死点前某一特定距离时,滑块上所容许承受的最大作用力。
B23-63表示压力机的标称压力为630KN。
其工作机构为曲柄连杆滑块机构。
32-300是一种液压机类型的压力机。
离合器与制动器是用来控制曲柄滑块机构的运动和停止的两个部件。
在冲压工作中,为顶出卡在上模中的制件或废料,压力机上装有可调刚性顶件(或称打件)装置。
3、冲裁是利用模具使板料的一部分与另一部分沿一定的轮廓形状分离的冲压方法。
变形过程分为弹性变形、塑性变形、断裂分离三个阶段。
冲裁件的断面分为圆角,光面,毛面,毛刺四个区域。
冲裁模工作零件刃口尺寸计算时,落料以凹模为基准,冲孔以凸模为基准,凸模和凹模的制造精度比工件高2-3级。
冲裁件之间及冲裁件与条料侧边之间留下的余料称作搭边。
它能补偿条料送进时的定位误差和下料误差,确保冲出合格的制件。
4、加工硬化是指一般常用的金属材料,随着塑性变形程度的增加,其强度、硬度和变形抗力逐渐增加,而塑性和韧性逐渐降低。
5、拉深是指用拉深模将一定形状的平面坯料或空心件制成开口件的冲压工序。
拉深时变形程度以拉深系数m 表示,其值越小,变形程度越大。
为了提高工艺稳定性,提高零件质量,必须采用稍大于极限值的拉深系数。
拉深时可能产生的质量问题是起皱和开裂。
一般情况下,拉深件的尺寸精度应在IT13级以下,不宜高出IT11级。
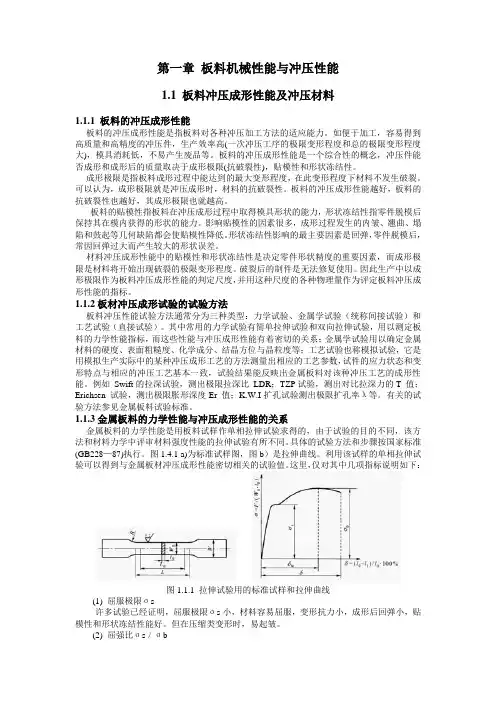
第一章板料机械性能与冲压性能1.1 板料冲压成形性能及冲压材料1.1.1 板料的冲压成形性能板料的冲压成形性能是指板料对各种冲压加工方法的适应能力。
如便于加工,容易得到高质量和高精度的冲压件,生产效率高(一次冲压工序的极限变形程度和总的极限变形程度大),模具消耗低,不易产生废品等。
板料的冲压成形性能是一个综合性的概念,冲压件能否成形和成形后的质量取决于成形极限(抗破裂性),贴模性和形状冻结性。
成形极限是指板料成形过程中能达到的最大变形程度,在此变形程度下材料不发生破裂。
可以认为,成形极限就是冲压成形时,材料的抗破裂性。
板料的冲压成形性能越好,板料的抗破裂性也越好,其成形极限也就越高。
板料的贴模性指板料在冲压成形过程中取得模具形状的能力,形状冻结性指零件脱模后保持其在模内获得的形状的能力。
影响贴模性的因素很多,成形过程发生的内皱、翘曲、塌陷和鼓起等几何缺陷都会使贴模性降低。
形状冻结性影响的最主要因素是回弹,零件脱模后,常因回弹过大而产生较大的形状误差。
材料冲压成形性能中的贴模性和形状冻结性是决定零件形状精度的重要因素,而成形极限是材料将开始出现破裂的极限变形程度。
破裂后的制件是无法修复使用。
因此生产中以成形极限作为板料冲压成形性能的判定尺度,并用这种尺度的各种物理量作为评定板料冲压成形性能的指标。
1.1.2板材冲压成形试验的试验方法板料冲压性能试验方法通常分为三种类型:力学试验、金属学试验(统称间接试验)和工艺试验(直接试验)。
其中常用的力学试验有简单拉伸试验和双向拉伸试验,用以测定板料的力学性能指标,而这些性能与冲压成形性能有着密切的关系;金属学试验用以确定金属材料的硬度、表面粗糙度、化学成分、结晶方位与晶粒度等;工艺试验也称模拟试验,它是用模拟生产实际中的某种冲压成形工艺的方法测量出相应的工艺参数,试件的应力状态和变形特点与相应的冲压工艺基本一致,试验结果能反映出金属板料对该种冲压工艺的成形性能。

金属板材不同变形方式下冲压成形极限减薄率测试及评价方法1适用范围本规范规定了金属板材不同变形方式下成形极限减薄率测试的相关术语和定义、试验原理、参数定义、符号和说明、试验方法、试验环境、试验装备、试验过程、数据处理和试验报告要求等。
适用于金属板材,包括金属钢板、铝合金、镁合金等冲压用板材的成形极限减薄率评价,适用金属板材厚度区间0.35-3.0mm。
2规范性引用文件下列文件对于本技术规范的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
1)GB/T 1.1 规范化工作导则第1部分:规范的结构和编写;2)GBT 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标;3)GBT 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程;4)GBT 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验;5)GBT 24524-2009 金属材料薄板和薄带扩孔试验方法;6)GBT 232-2010 金属材料弯曲试验方法(2011-6-1实施);7)GBT 24171.1-2009 金属材料薄板和薄带成形极限曲线的测定第1部分:冲压车间成形极限图的测量及应用;8)GBT 24171.2-2009 金属材料薄板和薄带成形极限曲线的测定第2部分:实验室成形极限曲线的测定;9)GBT 228-2008 金属材料拉伸试验方法;注:执行引用标准的最新版本,当引用标准与本标准发生不一致值,需要对本标准进行更新。
3参数定义,符号和说明1)21εε,:主真实应变(Major strain )、次真实应变(Minor strain ),单位:-。
2)lim -t e :极限减薄率(limit thinning rate ),单位:-。
3)PS :平面应变状态对应的试样宽度,单位:mm 。