第一章焊接电弧及其特性
- 格式:ppt
- 大小:1.86 MB
- 文档页数:42

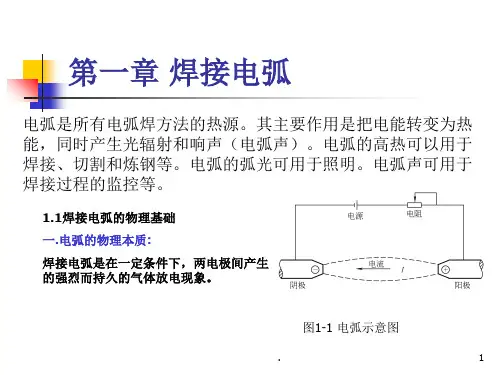
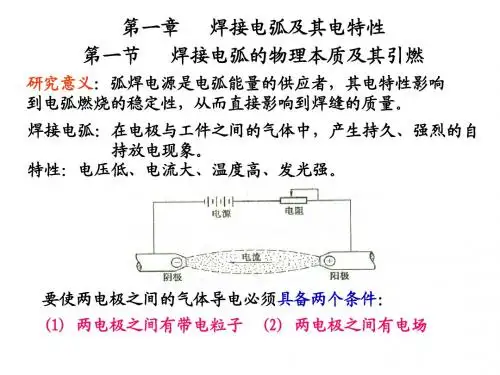
焊接工艺学第一章焊接电弧1.什么叫焊接电弧?电弧是两电极之间或电极与母材之间的气体介质中产生强烈而持久的放电现象2.最小电压原理在电流和周围条件一定的情况下,稳定燃烧的电弧将自动选择一个适当的断面,以保证电弧的电场强度具有最小的数值,即在固定弧长上的电压最小。
这意味着电弧总是保持最小的能量消耗。
3.电离电子发射电弧放电两个最基本物理现象气体介质的电离和电极的电子发射4.电离种类1)热电离气体粒子受热的作用而产生的电离称热电离。
其实质是气体粒子由于受热而产生高速运动和相互之间激烈碰撞而产生的一种电离。
根据气体分子运动理论可知,气体的温度高低意味着气体粒子(包括中性粒子、电子和离子)总体动能的大小,亦即气体粒子平均运动速度的快慢。
2)场致电离当气体中有电场作用时,气体中的带电粒子被加速,电能被转换为带电粒子的动能,当其动能增加到一定程度时,能与中性粒子产生非弹性碰撞,使之电离,这种电离称为场致电离。
3)光电离中性粒子接受光辐射的作用而产生的电离现象称为光电离。
不是所有的光辐射都可以引发电离,气体都存在一个能产生光电离的临界波长,气体的电离电压不同,其临界波长也不同,只有当接受的光辐射波长小于临界波长时,中性气体粒子才可能被直接电离。
5.电子发射种类根据外加能量的不同,电子发射可分为:(1)热发射:金属表面承受热作用而产生电子发射的现象称为热发射。
(2)场致发射:当阴极表面空间有强电场存在时,金属电极内的电子在电场静电库仑力的作用下,从电极表面飞出的现象称为场致发射(自发射)。
(3)光发射:当金属电极表面接受光辐射时,电极表面的自由电子能量增加,当电子的能量达到一定值时能飞出电极的表面,这种现象称为光发射。
(4)粒子碰撞发射:高速运动的粒子(电子或正离子)碰撞金属电极表面时,将能量传给电极表面的电子,使电子能量增加并飞出电极表面,这种现象称为粒子的碰撞发射。
6.阳极区导电机构电弧燃烧时,阳极区的任务主要是接受来自弧柱占总电流 99.9% 的电子流,同时还要向弧柱区发送约占总电流 0.1% 的正离子流。



第一章焊接电弧及其电特性(填空)焊接电弧的特性:电压最低,电流最大,温度最高,发光最强三种电离:撞击电离,热电离,光电离四种电子发射:热发射,光电发射,重粒子撞击发射,强电场作用下的自发射1.弧焊电源可分为哪几类?按什么分类?答:(1)弧焊电源及其控制技术的分类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源、逆变式弧焊电源(2)弧焊电源的控制技术分类:机械式控制、电磁式控制、数字式控制、电子式控制。
2弧焊电源的压降如何分布?答:电弧沿其长度方向分为三个区:阳极区、阴极区、弧柱区,这三个区的电压降分别称为阳极压降Uy、阴极压降Ui、弧柱压降Uz。
它们组成了总的电弧电压Uf,且Uf=Uy+Ui+Uz。
阳极压降基本不变,而阴极压降在一定条件下基本上也是固定的数值,弧柱压降则在一定气体介质下与弧柱长度成正比。
则,弧长不同,电弧电压也不同。
3。
弧焊电源的静特性、动特性是指什么?答:电弧静特性:电极材料、气体介质、弧长一定的电弧在稳定状态下,电弧电压Uf与电弧电流If之间的关系。
Uf=f(If)电弧动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系为:Uf=f(if)4。
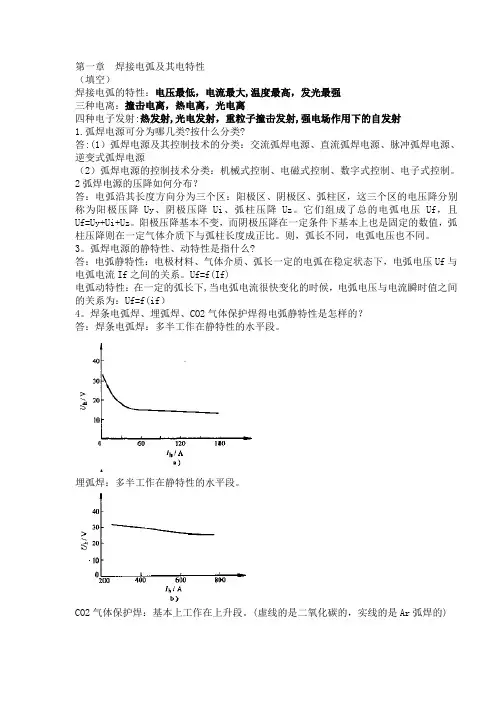
焊条电弧焊、埋弧焊、CO2气体保护焊得电弧静特性是怎样的?答:焊条电弧焊:多半工作在静特性的水平段。
埋弧焊:多半工作在静特性的水平段。
CO2气体保护焊:基本上工作在上升段。
(虚线的是二氧化碳的,实线的是Ar弧焊的)5。
交流电弧有什么特点?为保护交流电弧连续燃烧电路参数应当怎样配合?答:特点:a 。
电弧周期性的熄灭引燃b 。
电弧电压和电流波形发生畸变c 。
热惯性作用较为明显(2)a 。
交流电弧连续引燃的条件之一: 即当ωt=π时,使电弧电流if 正好过零点,if=0,从而得到: b 。
连续引燃条件之二:即在ωt=0时,弧焊电源电压Uy 应大于电弧引燃电压Uyh ,即: 综上分析:为保证交流电弧连续燃烧必须保证电路中各项参数:电源空载电压U0、电弧电压Uf 及引燃电压Uyh 之间必须保持一定的关系.即:6。
第1章焊接电弧及其电特性1 气体原子的电离使电子完全脱离原子核的束缚,形成离子和自由电子的过程为电离。
由原子形成正离子所需的能量称为电离能。
2 电离的形式在焊接电弧中,根据引起电离的能量来源,有如下三种电离形式:(1) 撞击电离; (2) 热电离; (3) 光电离。
2 电子发射在阴极表面的原子或分子,接受外界的能量而释放出自由电子的现象称为电子发射。
电子发射是引弧和维持电弧稳定燃烧的一个很重要的因素。
按其能量来源的不同,可分为热发射,光电发射,重粒子碰撞发射和强电场作用下的自发射等3 焊接电弧的引燃 1 接触引弧即是在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,随后拉开,从而把电弧引燃起来。
这2 非接触引弧它是指在电极与工件之间存在一定间隙,施以高电压击穿间隙,使电弧引燃。
4 交流电弧的特点;电弧周期性地熄灭和引燃交流电流每当经过零点并改变极性时,电弧熄灭、电弧空间温度下降。
电弧电压和电流波形发生畸变。
热惯性作用较为明显。
5影响交流电弧稳定燃烧的因素z 空载电压z 引燃电压z 电路参数z 电弧电流--z 电源频率 fz 电极的热物理性能和尺寸6 提高交流电弧稳定性的施z 为了提高交流电弧的稳定性,在焊接电源方面除了焊接回路要有足够大的电感量之外,还可以采用如下措施:(1)提高弧焊电源频率;(2)提高电源的空载电压;但不应该太高(3)改善电弧电流的波形;如改为矩形波(4)叠加高压电。
7交流电弧的分类(1)按电流种类可分为:交流电弧、直流电弧和脉冲电弧(包括高频脉冲电弧)。
(2)按电弧状态可分为:自由电弧和压缩电弧。
(3)按电极材料可分为:熔化极电弧和不熔化极电弧。
第2章对弧焊电源的基本要求1弧焊工艺对弧焊电源的要求(1)保证引弧容易;(2)保证电弧稳定;(3)保证焊接规范稳定;(4)具有足够宽的焊接规范调节范围。
2 “电源一电弧”系统的稳定性(1)系统在无外界因素干扰时,能在给定电弧电压和电流下,维持长时间的连续电弧放电,保持静态平衡。