第一章 焊接电弧及其电特性
- 格式:ppt
- 大小:1.29 MB
- 文档页数:36

第一章电弧焊基础知识一、教学目的:能正确认识焊接电弧中带电粒子的产生原理了解焊接电弧的工艺特性及电弧力的种类了解阴极斑点及阳极斑点的定义了解熔滴上的作用力掌握熔滴过渡的主要形式及其特点能正确认识焊缝形成过程了解焊接工艺参数对焊缝成形的影响了解焊缝成形缺陷的产生及防止二、教学重点:焊接电弧中带电粒子的产生原理熔滴过渡的主要形式及其特点焊接工艺参数对焊缝成形的影响三、教学难点:电离和激励极斑点及阳极斑点最小电压原理焊缝成形缺陷的产生及防止四、参考学时数:4~6学时五、主要教学内容:第一节焊接电弧一、焊接电弧的物理基础(一)电弧及其电场强度分布电弧是一种气体放电现象,它是带电粒子通过两电极之间气体空间的一种导电过程。
电弧有三个部分构成:阴极区、阳极区、弧柱区。
(二)电弧中带电粒子的产生1、气体的电离在外加能量作用下,使中性的气体分子或原子分离成电子和正离子的过程称为气体电离。
其本质是中性气体粒子吸收足够的能量,使电子脱离原子核的束缚而成为自由电子和正离子的过程。
电离种类:(1)热电离气体粒子受热的作用而产生电离的过程称为热电离。
其本质为粒子热运动激烈,相互碰撞产生的电离。
(2)场致电离带电粒子在电场中加速,和其中的中性粒子发生非弹性膨胀而产生的电离。
电离程度:电离度:单位体积内电离的粒子数浴气体电离前粒子总数的比值称为电离度。
(3)光电离中性气体粒子受到光辐射的作用而产生的电离过程称为光电离。
2、阴极电子发射(1)电子发射:阴极中的自由电子受到外加能量时从阴极表面逸出的过程称为电子发射。
其发射能力的大小用逸出功A w表示。
(2)阴极斑点阴极表面光亮的区域称为阴极斑点。
阴极斑点具有“阴极清理”(“阴极破碎”)作用,原因:由于氧化物的逸出功比纯金属低,因为阴极斑点会移向有氧化物的地方,将该氧化物清除。
(3)电子发射类型1)热发射阴极表面受热引起部分电子动能达到或超过逸出功时产生的电子发射。
热阴极以热发射为主要的发射形式。

焊接工程基础第一章电弧焊基础知识第一节焊接电弧1.焊接电弧的导电特点电弧是一种气体放电现象,即当两电极之间存在电位差时,电荷通过两极之间的气体空间的一种导电现象。
电弧是由两个电极和它们之间的气体放电空间构成,电弧的带电粒子主要由气体的电离和电极发射电子产生。
电弧放电区是气体放电中电压最低、电流最大、温度最高、发光最强的一个放电区域。
电离:在一定的条件下,中性气体分子或原子分离成为电子和正离子的现象。
使中性气体粒子失去第一个电子所需要的最低外加能量称为第一电离能,生成的正离子称为一价正离子,这种电离称为一次电离。
通常把这种决定电弧气氛的电离电压称为实效电离电压。
当中性气体粒子受外来能量作用,但能量不足以使电子完全脱离气体原子或分子,而可能使电子从较低的能级转移到较高的能级时,中性粒子内部的稳定状态将被破坏,但对外仍呈电中性,这种状态称为激励。
使中性粒子激励所需的最低外加能量称为最低激励能。
激励能小于电离能,也用电压值来表示,称为激励电压。
能量的传输途径:碰撞传递(主要途径):1.弹性碰撞:引起粒子温度变化,不产生电离 2.非弹性碰撞:导致粒子内部结构变化,并产生电离(当具有足够动能的电子与中性粒子碰撞时,其动能几乎可以全部传递给中性粒子,转换为内能,使其电离。
)光辐射传递(次要途径):通过光辐射传递能量的方法直接接受外界所施加的能量,使其内能增加,造成内部结构改变而电离。
电弧中气体粒子的电离因外加能量的种类不同而分为三种:由于气体粒子的热运动发生碰撞而产生的热电离;带电粒子在电场的作用下与中性粒子产生非弹性碰撞而产生的场电离;中性粒子由于光辐射的作用而产生的光电离。
电子发射是电极表面的电子在外加能量的作用下冲破表面的束缚而飞到电弧空间的现象。
热发射:金属表面由于受热将使其内部的电子的热运动加剧,当最外层电子的动能大于逸出功时,飞出金属表面参加电弧的导电现象。
电场发射:当金属表面存在一定强度的正电场时,金属内部的电子会受到电场力的作用,当电场力足够大时电子飞出金属表面的现象。
![1[1].1焊接电弧及其特性](https://uimg.taocdn.com/b51c7f264b35eefdc8d333d4.webp)
河南理工大学弧焊电源及其数字化控制参考资料第一章焊接电弧及其电特性(填空)焊接电弧的特性:电压最低,电流最大,温度最高,发光最强三种电离:撞击电离,热电离,光电离四种电子发射:热发射,光电发射,重粒子撞击发射,强电场作用下的自发射1.弧焊电源可分为哪几类?按什么分类?答:(1)弧焊电源及其控制技术的分类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源、逆变式弧焊电源(2)弧焊电源的控制技术分类:机械式控制、电磁式控制、数字式控制、电子式控制。
2弧焊电源的压降如何分布?答:电弧沿其长度方向分为三个区:阳极区、阴极区、弧柱区,这三个区的电压降分别称为阳极压降Uy、阴极压降Ui、弧柱压降Uz。
它们组成了总的电弧电压Uf,且Uf=Uy+Ui+Uz。
阳极压降基本不变,而阴极压降在一定条件下基本上也是固定的数值,弧柱压降则在一定气体介质下与弧柱长度成正比。
则,弧长不同,电弧电压也不同。
3.弧焊电源的静特性、动特性是指什么?答:电弧静特性:电极材料、气体介质、弧长一定的电弧在稳定状态下,电弧电压Uf与电弧电流If之间的关系。
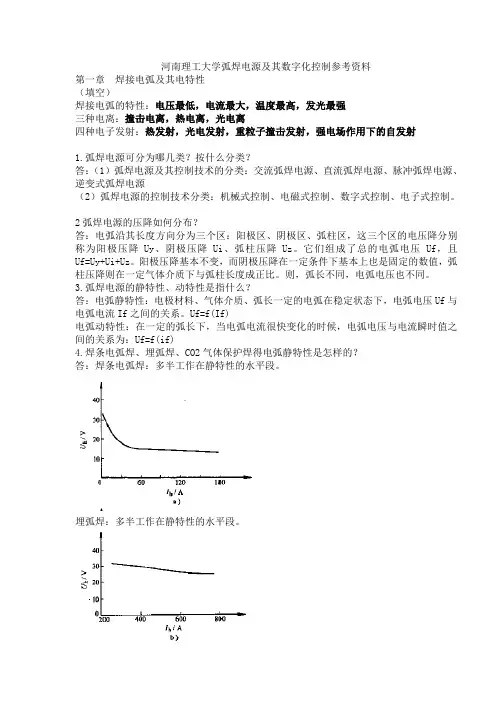
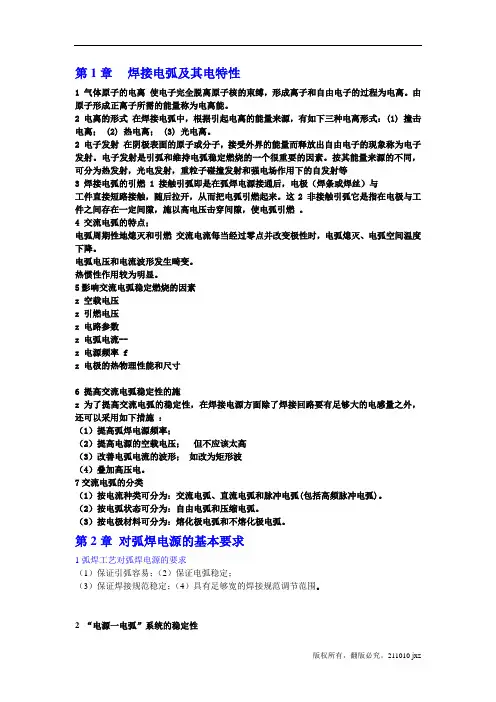
Uf=f(If)电弧动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系为:Uf=f(if)4.焊条电弧焊、埋弧焊、CO2气体保护焊得电弧静特性是怎样的?答:焊条电弧焊:多半工作在静特性的水平段。
埋弧焊:多半工作在静特性的水平段。
CO2气体保护焊:基本上工作在上升段。
(虚线的是二氧化碳的,实线的是Ar 弧焊的)5.交流电弧有什么特点?为保护交流电弧连续燃烧电路参数应当怎样配合?答:特点:a.电弧周期性的熄灭引燃b.电弧电压和电流波形发生畸变c.热惯性作用较为明显(2)a.交流电弧连续引燃的条件之一: 即当ωt=π时,使电弧电流if 正好过零点,if=0,从而得到: b.连续引燃条件之二:即在ωt=0时,弧焊电源电压Uy 应大于电弧引燃电压Uyh ,即: 综上分析:为保证交流电弧连续燃烧必须保证电路中各项参数:电源空载电压U0、电弧电压Uf 及引燃电压Uyh 之间必须保持一定的关系。
第1章焊接电弧及其电特性1 气体原子的电离使电子完全脱离原子核的束缚,形成离子和自由电子的过程为电离。
由原子形成正离子所需的能量称为电离能。
2 电离的形式在焊接电弧中,根据引起电离的能量来源,有如下三种电离形式:(1) 撞击电离; (2) 热电离; (3) 光电离。
2 电子发射在阴极表面的原子或分子,接受外界的能量而释放出自由电子的现象称为电子发射。
电子发射是引弧和维持电弧稳定燃烧的一个很重要的因素。
按其能量来源的不同,可分为热发射,光电发射,重粒子碰撞发射和强电场作用下的自发射等3 焊接电弧的引燃 1 接触引弧即是在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,随后拉开,从而把电弧引燃起来。
这2 非接触引弧它是指在电极与工件之间存在一定间隙,施以高电压击穿间隙,使电弧引燃。
4 交流电弧的特点;电弧周期性地熄灭和引燃交流电流每当经过零点并改变极性时,电弧熄灭、电弧空间温度下降。
电弧电压和电流波形发生畸变。
热惯性作用较为明显。
5影响交流电弧稳定燃烧的因素z 空载电压z 引燃电压z 电路参数z 电弧电流--z 电源频率 fz 电极的热物理性能和尺寸6 提高交流电弧稳定性的施z 为了提高交流电弧的稳定性,在焊接电源方面除了焊接回路要有足够大的电感量之外,还可以采用如下措施:(1)提高弧焊电源频率;(2)提高电源的空载电压;但不应该太高(3)改善电弧电流的波形;如改为矩形波(4)叠加高压电。
7交流电弧的分类(1)按电流种类可分为:交流电弧、直流电弧和脉冲电弧(包括高频脉冲电弧)。
(2)按电弧状态可分为:自由电弧和压缩电弧。
(3)按电极材料可分为:熔化极电弧和不熔化极电弧。
第2章对弧焊电源的基本要求1弧焊工艺对弧焊电源的要求(1)保证引弧容易;(2)保证电弧稳定;(3)保证焊接规范稳定;(4)具有足够宽的焊接规范调节范围。
2 “电源一电弧”系统的稳定性(1)系统在无外界因素干扰时,能在给定电弧电压和电流下,维持长时间的连续电弧放电,保持静态平衡。