第一章焊接电弧及其电特性-欢迎进入山东大学材料科学与工程
- 格式:pptx
- 大小:1.44 MB
- 文档页数:37

焊接方法知识点整理第一章电弧物理基础1.电弧:在一定条件下通过两电极间气体的一种导电过程。
或一种气体放电现象。
2.等离子体态:由于电离气体整体行为表现为电中性,即电离气体内正负电荷数相等,所以称这种气体状态为等离子态。
焊接电弧本质是一种等离子体。
3.气体粒子的碰撞:弹性:气体粒子只产生动能的传递和再分配,碰撞后粒子动能之和不变。
非弹性:部分或全部转化为内能,如果此内能大于激励电压则粒子被激励,如果此能量大于电离电压时也产生电离。
只有非弹性碰撞才产生电离过程,为气体空间制造带电粒子。
4. 气体的电离:按是否需要外界电离源来维持放电,分为自持放电、非自持放电。
非自持放电:带电粒子由外界电离源所引起,呈暗放电状态,外界电离源取消后,放电立刻停止。
自持放电:当电流大于一定数值时,气体导电过程本身可以产生所需带电粒子,放电过程可以维持,成为自持放电。
自持放电区间:自持暗放电、辉光放电、电弧放电。
5. 电弧放电特点:1)电流密度大,2)阴极电压低,3)高温(非常适合焊接需要)6. 电离:在一定条件下,中性气体分子或原子分离为正离子或电子的现象称电离。
7. 第一电离能:使中性气体粒子失去第一个电子所需要的最低外加能量为第一电离能,eV 为单位。
8. 电离种类:热电离、电场电离、光电离。
热电离:高温下气体粒子受热作用,在热运动中相互碰撞产生的。
电场电离:带电粒子从电场中获得能量,通过碰撞而产生的电离过程。
光电离:中性粒子接受光辐射的作用而产生的电离现象。
9. 电子发射:热发射、电场发射、热发射、粒子碰撞发射。
电子发射:阴极表面的分子或原子,接受外界能量而释放自由电子到电弧空间的现象。
逸出功:产生电子发射需要的最低外加能量。
金属表面带有氧化物,逸出功小。
热发射:金属表面承受热作用,电子具有大于逸出功而产生电子发射的现象。
电场发射:金属表面温度不高,但存在强电场并在表面附近形成加大电位差时,金属内自由电子受库仑力,到一定程度时,阴极有较多电子发射出来,这种现象为电场发射,或自发射。
焊接工艺学第一章焊接电弧1.什么叫焊接电弧?电弧是两电极之间或电极与母材之间的气体介质中产生强烈而持久的放电现象2.最小电压原理在电流和周围条件一定的情况下,稳定燃烧的电弧将自动选择一个适当的断面,以保证电弧的电场强度具有最小的数值,即在固定弧长上的电压最小。
这意味着电弧总是保持最小的能量消耗。
3.电离电子发射电弧放电两个最基本物理现象气体介质的电离和电极的电子发射4.电离种类1)热电离气体粒子受热的作用而产生的电离称热电离。
其实质是气体粒子由于受热而产生高速运动和相互之间激烈碰撞而产生的一种电离。
根据气体分子运动理论可知,气体的温度高低意味着气体粒子(包括中性粒子、电子和离子)总体动能的大小,亦即气体粒子平均运动速度的快慢。
2)场致电离当气体中有电场作用时,气体中的带电粒子被加速,电能被转换为带电粒子的动能,当其动能增加到一定程度时,能与中性粒子产生非弹性碰撞,使之电离,这种电离称为场致电离。
3)光电离中性粒子接受光辐射的作用而产生的电离现象称为光电离。
不是所有的光辐射都可以引发电离,气体都存在一个能产生光电离的临界波长,气体的电离电压不同,其临界波长也不同,只有当接受的光辐射波长小于临界波长时,中性气体粒子才可能被直接电离。
5.电子发射种类根据外加能量的不同,电子发射可分为:(1)热发射:金属表面承受热作用而产生电子发射的现象称为热发射。
(2)场致发射:当阴极表面空间有强电场存在时,金属电极内的电子在电场静电库仑力的作用下,从电极表面飞出的现象称为场致发射(自发射)。
(3)光发射:当金属电极表面接受光辐射时,电极表面的自由电子能量增加,当电子的能量达到一定值时能飞出电极的表面,这种现象称为光发射。
(4)粒子碰撞发射:高速运动的粒子(电子或正离子)碰撞金属电极表面时,将能量传给电极表面的电子,使电子能量增加并飞出电极表面,这种现象称为粒子的碰撞发射。
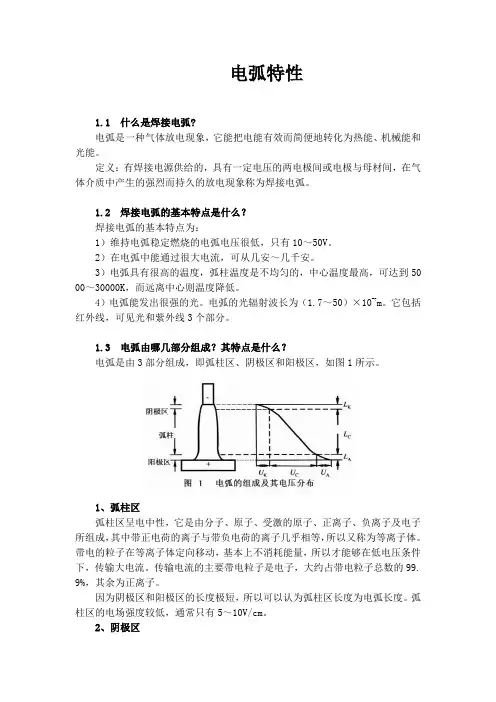
6.阳极区导电机构电弧燃烧时,阳极区的任务主要是接受来自弧柱占总电流 99.9% 的电子流,同时还要向弧柱区发送约占总电流 0.1% 的正离子流。
§1.2 焊接电弧特性电弧特性是指电弧在导电行为方面表现出的一些特征,其中的电弧电特性与电弧热平衡、电弧稳定性等有很深的联系,是很重要的事项。
焊接电弧静特性焊接电弧动特性阴极斑点和阳极斑点电弧的阴极清理作用最小电压原理电弧的挺直性与磁偏吹1. 焊接电弧静特性1)电弧静特性曲线变化特征(与金属电阻对应理解)电弧的电流·电压特性左图概念性示出稳定状态下焊接电弧的电流·电压特性,称作电弧静特性曲线。
静特性曲线是在①某一电弧长度数值下,在②稳定的保护气流量和③电极条件下(还应包括其他稳定条件),改变电弧电流数值,在电弧达到稳定燃烧状态时所对应的电弧电压曲线。
呈现3个区段的变化特点下降特性区(负阻特性区)平特性区上升特性区3个特性区域的特点是由于电弧自身性质所确定的,主要和电弧自身形态、所处环境、电弧产热与散热平衡等有关在小电流区:电弧电压随电流的增大而减小,呈现负阻特性。
原因如下:电流小时,电弧热量低,导电性差,需要较高的电场推导电荷运动;电弧极区(特别是阴极区),温度低,提供电子能力差,会形成较强的极区电场;电流增大:电弧中产生和运动等量的电荷不再需要更高的电场;电弧自身性质具有保持热量动态平衡的能力当电流稍大时:焊条金属将产生金属蒸气的发射和粒子流。
消耗能量,故E不用降低当电流进一步增大时,金属蒸气的发射和等离子流的冷却作用进一步增强,同时由于电磁收缩力的作用,电弧断面不能随电流的增加而成比例的增加,电弧电压降升高,电弧静特性呈正特性。
埋弧焊电弧静特性曲线埋弧焊电弧的散热损失小,且电弧中基本没有GTA、GMA那样的等离子流存在,采用粗焊丝大电流,电弧特性呈下降趋势。
电弧特性反应了电弧的导电性能和变化特征,电弧种发生的许多现象都与静特性有关,也可以用于对比解释各种电弧焊方法的差别③电极条件非熔化电极情况下,电极成分对电弧电压会有一定程度的影响④母材情况母材热导率影响所形成的熔池大小以及母材热输入量中散失热量的快慢,对电流产生间接的冷却作用。

焊接电弧的名词解释焊接电弧是一种通过高电压和电流产生的气体放电现象,通常用于焊接过程中加热和熔化金属。
在焊接中,焊极和焊件之间产生的电弧能量被用于使焊件表面升高到足够的温度以实现材料熔化和连接。
1. 电弧的形成焊接电弧的形成是通过在电极和焊件之间建立电流通路,利用电流经过气体空气中的阻抗,产生高温和高能量的现象。
当电流通过电极,并遇到空气中的阻抗时,电子的能量会从电流中释放出来,形成电弧。
2. 电弧的特性焊接电弧具有多种特性,其中包括:2.1 高温:焊接电弧的温度可以达到数千度,使得金属能够熔化并形成连接。
2.2 高能量密度:焊接电弧能够提供高能量密度,将焊件的表面加热到足够的温度。
2.3 高亮度:焊接电弧本身是明亮且具有强光的。
2.4 强风:焊接电弧产生的气流可以对周围的环境产生干扰,需要注意安全和舒适度。
3. 焊接电弧的应用焊接电弧是现代工业中广泛应用的一种技术。
其主要应用有:3.1 金属焊接:通过焊接电弧,可以将金属件进行连接,如钢铁结构、汽车制造和航空航天部件的制造等领域。
3.2 焊接修复:焊接电弧广泛应用于金属修复领域,能够修复和加固破损的金属件。
3.3 电弧切割:焊接电弧可以用于金属切割,通过在金属表面生成高温电弧,将金属融化并切割。
3.4 表面处理:焊接电弧也可以用于改变金属表面的特性,如表面硬化和改变金属结构等。
4. 焊接电弧的不同类型焊接电弧可以根据其形成的方式和材料使用进行分类。
以下是一些常见的焊接电弧类型:4.1 气体保护焊电弧:在焊接过程中,通过向电弧周围提供气体保护,以避免氧化和污染现象。
4.2 电弧焊接:传统的电弧焊接使用焊条或焊丝作为电极,并通过电弧加热和熔化焊件的表面。
4.3 电弧气体化学焊接:通过在电弧中引入反应性气体,实现金属熔化和连接。
4.4 感应电弧焊接:利用电磁感应的原理,在工件中产生电流并生成电弧。
5. 焊接电弧的安全注意事项在使用焊接电弧过程中,必须注意以下安全事项:5.1 穿戴个人防护设备,如护目镜、手套和耳塞。
《焊接工程基础》知识要点复习第一章电弧焊基础知识及第二章焊丝的熔化和熔滴过渡一焊接的概念:通过适当的物理化学过程(加热或者加压,或者两者同时进行,用或不用填充材料)使两个分离的固态物体产生原子(分子)间结合力而连接成一体的连接方法。
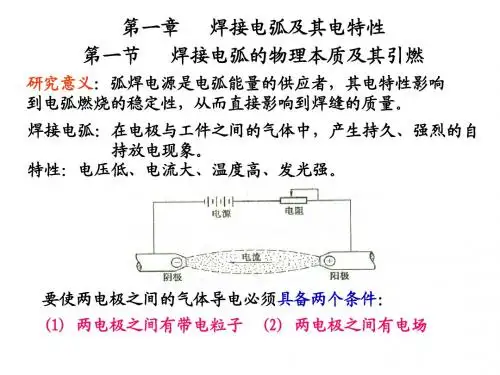
二电弧的概念:电弧是在一定条件下电荷通过电极间气体空间的一种导电过程,或者说是一种气体放电现象。
三电弧中带电粒子的产生:电弧是由两个电极和它们之间的气体空间组成。
电弧中的带电粒子主要依靠两电极之间的气体电离和电极发射电子两个物理过程所产生的,同时也伴随着解离、激励、扩散、复合、负离子的产生等过程。
四电离与激励(一)电离:在一定条件下中性气体分子或原子分离为正离子和电子的现象称为电离.电离的种类: 1 .热电离:高温下气体粒子受热的作用相互碰撞而产生的电离称为热电离。
2. 电场电离:带电粒子从电场中获得能量,通过碰撞而产生的电离过程称为电场作用下的电离。
3.光电离: 中性粒子接受光辐射的作用而产生的电离现象称为光电离。
(二)电子发射:金属表面接受一定的外加能量,自由电子冲破金属表面的约束而飞到电弧空间的现象.1、热发射金属表面承受热作用而产生的电子发射现象.热阴极:W、C 电极的最高温度不能超过沸点;冷阴极:Fe,Cu,Al,Mg等。
影响因素:温度、材质、表面形态2、电场发射:当金属表面空间存在一定强度的正电场时,金属内的自由电子受此电场静电库伦力的作用,当此力达到一定程度时,电子可飞出金属表面,这种现象称电场发射。
对低沸点材料,电场发射对阴极区提供带电粒子起重要作用。
影响因素:温度、材质、电场大小3、光发射:当金属表面接受光辐射时,也可使金属表面自由电子能量增加,冲破金属表面的约束飞到金属外面来,这种现象称为光发射。
4、粒子碰撞发射:高速运动的粒子(电子或离子)碰撞金属表面时,将能量传给金属表面的自由电子,使其能量增加而跑出金属表面,这种现象称为粒子碰撞发射。
在一定条件下,粒子碰撞发射是电弧阴极区提供导电所需电子的主要途径。
第1章焊接电弧及其电特性1 气体原子的电离使电子完全脱离原子核的束缚,形成离子和自由电子的过程为电离。
由原子形成正离子所需的能量称为电离能。
2 电离的形式在焊接电弧中,根据引起电离的能量来源,有如下三种电离形式:(1) 撞击电离; (2) 热电离; (3) 光电离。
2 电子发射在阴极表面的原子或分子,接受外界的能量而释放出自由电子的现象称为电子发射。
电子发射是引弧和维持电弧稳定燃烧的一个很重要的因素。
按其能量来源的不同,可分为热发射,光电发射,重粒子碰撞发射和强电场作用下的自发射等3 焊接电弧的引燃 1 接触引弧即是在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,随后拉开,从而把电弧引燃起来。
这2 非接触引弧它是指在电极与工件之间存在一定间隙,施以高电压击穿间隙,使电弧引燃。
4 交流电弧的特点;电弧周期性地熄灭和引燃交流电流每当经过零点并改变极性时,电弧熄灭、电弧空间温度下降。
电弧电压和电流波形发生畸变。
热惯性作用较为明显。
5影响交流电弧稳定燃烧的因素z 空载电压z 引燃电压z 电路参数z 电弧电流--z 电源频率 fz 电极的热物理性能和尺寸6 提高交流电弧稳定性的施z 为了提高交流电弧的稳定性,在焊接电源方面除了焊接回路要有足够大的电感量之外,还可以采用如下措施:(1)提高弧焊电源频率;(2)提高电源的空载电压;但不应该太高(3)改善电弧电流的波形;如改为矩形波(4)叠加高压电。
7交流电弧的分类(1)按电流种类可分为:交流电弧、直流电弧和脉冲电弧(包括高频脉冲电弧)。
(2)按电弧状态可分为:自由电弧和压缩电弧。
(3)按电极材料可分为:熔化极电弧和不熔化极电弧。
第2章对弧焊电源的基本要求1弧焊工艺对弧焊电源的要求(1)保证引弧容易;(2)保证电弧稳定;(3)保证焊接规范稳定;(4)具有足够宽的焊接规范调节范围。
2 “电源一电弧”系统的稳定性(1)系统在无外界因素干扰时,能在给定电弧电压和电流下,维持长时间的连续电弧放电,保持静态平衡。