第一章焊接电弧
- 格式:ppt
- 大小:730.00 KB
- 文档页数:92



“焊接方法及设备”思考题第一章焊接电弧1、焊接电弧的物理本质是什么?它具有什么特点?电弧的本质是气体放电,是气体放电的一种表现形态。
特点:电压最低、电流最大、温度2、电弧中带电粒子的产生的方式主要有哪些?1)中性粒子电离2)阴极电子发射3、气体的电离电压、材料的电子逸出电压与电弧稳定性之间有什么关系?电离电压越低,越容易引弧,稳弧性好逸出功越小,引弧越容易,稳弧性能越好4、热阴极(如TIG焊)电子产生的主要方式是什么?冷阴极(如MIG焊)电子产生的主要方式是什么?热:热发射冷:场致发射光发射粒子碰撞发射5、常用的引弧方式有哪些?常用的电弧焊方法各采用什么方式引弧?1、接触引弧焊条电弧焊、埋弧焊、熔化极气体保护焊2、非接触引弧钨极氩弧焊,等离子弧焊6、焊接电弧由哪几部分构成?其电弧电压的表达式是什么?由阴极区、阳极区和弧柱区三部组成。
电弧电压:Ua=Uc+Uk+UA弧柱电压Uc 阳极电压UA阴极电压Uk7、简述阴极区和阳极区的导电机构阴极区:电子流阳极区:A+8 阴极斑点和阳极斑点各有何特点阴极斑点电流密度大,温度高跳跃性和粘着性存在斑点力自动寻找氧化膜—阴极清理作用(或阴极雾化作用),对铝、镁合金的焊接非常重要。
阳极斑点阳极斑点则有避开氧化膜而去自动寻找纯金属表面的倾向。
产生阳极斑点力,但该斑点力小于阴极斑点力。
9、最小电压原理的含义是什么?在电流和周围条件一定时,处于稳定燃烧状态的电弧,其电弧导电半径(r)或温度(T)应使弧柱的电场强度(E)具有最小值。
也就是说,电弧具有保持最小能量消耗的特性。
10、电弧所受的力有哪些?电磁收缩力、等离子流力、斑点压力、短路爆破力11、什么是焊接电弧的静特性和动特性?焊接电弧静特性在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压的关系。
焊接电弧的动特性弧长一定时,当焊接电流发生连续快速变化时,电弧电压与电流瞬时值之间的关系。
反映电弧导电性能对电流变化的响应能力。
第一章焊接电弧1、熔焊的基本特征:焊接时母材熔化而不施加压力。
物理本质:在不施加外力的情况下,利用外加热源使使母材被连接处以及填充材料发生熔化,使液相与液相、液相与固相之间的原子或分子紧密地接触和充分地扩散,使原子间距达到ra,并通过冷却凝固将这种冶金结合保持下来的焊接方法。
2、熔焊的特点:(1)焊接时母材局部在不承受外加压力的情况下呗加热熔化(2)焊接时必须采取有效的隔离空气的措施(3)两种材料之间须有具有必要的冶金相容性(4)焊接时焊接接头经历了更为复杂的冶金过程。
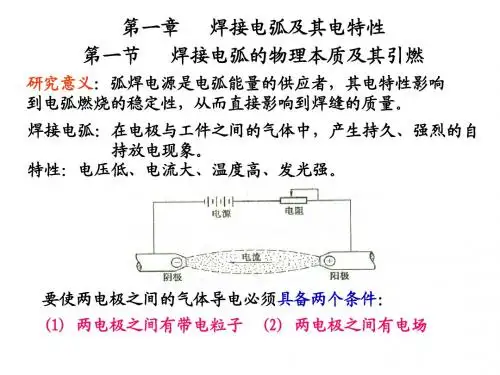
3焊接电弧:是由焊接电源供给能量,在具有一定电压的两电极之间或电极与母材之间的气体介质中产生的强烈而持久的放电现象。
其物理本质:是一种在具有一定电压的两电极之间的气体介质中所产生的电流量大、电压最低、温度最高、发光最强的自持放电现象。
4、气体放电具备条件:一必须有带电粒子,二在两电极之间必须有一定强度的电场。
5、阴极斑点:电弧燃烧时通常在阴极表面上可以看到一个很小但很光亮的斑点是电子集中发射的地方电流密度大6、阴极区导电机构有:热发射型、场致发射型、等离子型。
7、最小电压原理含义:在电流和周围条件一定的情况下,稳定燃烧的电弧将自动选择一适当的断面,以保证电弧的电场强度具有的数值,即在固定弧长上的电压最小。
这意味着电弧总是保持最小的能量消耗。
8、焊接电弧力:1、电磁收缩力 2、等离子流力 3、斑点压力: 1)正离子和电子对电极的冲撞力2)电磁收缩力3)电极材料蒸发产生的反作用力9、焊接电弧力的影响因素:1、焊接电力和电弧压力 2 、焊丝直径 3 、电极的极性 4 、气体介质 5、钨极端部的几何形状 6、电流的脉动10、焊接电弧的静特性(大题)焊接电弧的静特性是指在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系,也称伏-安特性。
1、弧柱电压降:由Uc=I(lc/Scrc)=jc(lc/rc)可知,电压降Uc与电流密度jc成正比,而与其电导率rc成反比。
第一章手工电弧焊专业题一、判断题1.焊条药皮在焊接过程中高温分解时会放出气体和形成熔渣,构成气一渣联合保护。
(√)2.焊条烘干的目的是去掉药皮中的水分,减少氢的来源,以防止热裂纹的产生。
(×)3.酸性焊条的特性中包括了良好的抗裂性。
(×)4.酸性焊条与碱性焊条相比具有高的冲击韧性。
(×)5.按GB/T5117规定,E4303中的第三们数“0”表示全位置焊接。
(√)6.E5015焊条型号中最后两位数“15”表示适用电源种类和药皮类型。
(√)7.焊接不锈钢时,选择焊条的原则是按抗拉强度。
(×)8.如果焊件几何形状复杂,厚度大,应选用抗裂性好碱性的低氢型焊条焊接。
(√)9.当焊机没有接负载时,焊接电流为零,此时输出端的电压称为空载电压。
(√)10.手弧焊接电流,当焊接电流增加时,电弧电压下降的情况是较小的。
(×)11.BX1—330型和BX3—300型弧焊变压器,调节电流时,应在中断焊接情况下进行。
(√)12.BX1—330型焊机型号中,字母“X”表示电源外特性是上升特性。
(×)13.直流正接法是焊条接焊机正极,工作接焊机负极。
(×)14.多道焊时,后道焊缝对前道焊缝的热影响效果相当于淬火处理。
(×)15.焊接前对焊件进行预热,会使母材的组织和性能发生变化。
(×)16.预热的目的是降低焊后冷却速度,减少淬硬倾向,防止冷裂纹的产生。
(√)17.焊缝接头热接法是熔池处于红热状态下迅速进行。
(√)18.手弧焊时,电弧长度与电压之间是反比关系。
(×)19.焊接过程中减少电弧偏吹现象的措施是保持电弧长度不变。
(×)20.磁偏吹产生的原因是由于电弧周围气流引起的。
(×)21.手弧焊主要的工艺参数有焊条直径,焊接电流,焊接层次等参数。
(√)22.无论采用直流电源还是交流电源,焊件接焊接电源输出端的正极,焊条接输出端的负极这种接线方法中正接法。
《焊接工程基础》知识要点复习第一章电弧焊基础知识及第二章焊丝的熔化和熔滴过渡一焊接的概念:通过适当的物理化学过程(加热或者加压,或者两者同时进行,用或不用填充材料)使两个分离的固态物体产生原子(分子)间结合力而连接成一体的连接方法。
二电弧的概念:电弧是在一定条件下电荷通过电极间气体空间的一种导电过程,或者说是一种气体放电现象。
三电弧中带电粒子的产生:电弧是由两个电极和它们之间的气体空间组成。
电弧中的带电粒子主要依靠两电极之间的气体电离和电极发射电子两个物理过程所产生的,同时也伴随着解离、激励、扩散、复合、负离子的产生等过程。
四电离与激励(一)电离:在一定条件下中性气体分子或原子分离为正离子和电子的现象称为电离.电离的种类: 1 .热电离:高温下气体粒子受热的作用相互碰撞而产生的电离称为热电离。
2. 电场电离:带电粒子从电场中获得能量,通过碰撞而产生的电离过程称为电场作用下的电离。
3.光电离: 中性粒子接受光辐射的作用而产生的电离现象称为光电离。
(二)电子发射:金属表面接受一定的外加能量,自由电子冲破金属表面的约束而飞到电弧空间的现象.1、热发射金属表面承受热作用而产生的电子发射现象.热阴极:W、C 电极的最高温度不能超过沸点;冷阴极:Fe,Cu,Al,Mg等。
影响因素:温度、材质、表面形态2、电场发射:当金属表面空间存在一定强度的正电场时,金属内的自由电子受此电场静电库伦力的作用,当此力达到一定程度时,电子可飞出金属表面,这种现象称电场发射。
对低沸点材料,电场发射对阴极区提供带电粒子起重要作用。
影响因素:温度、材质、电场大小3、光发射:当金属表面接受光辐射时,也可使金属表面自由电子能量增加,冲破金属表面的约束飞到金属外面来,这种现象称为光发射。
4、粒子碰撞发射:高速运动的粒子(电子或离子)碰撞金属表面时,将能量传给金属表面的自由电子,使其能量增加而跑出金属表面,这种现象称为粒子碰撞发射。
在一定条件下,粒子碰撞发射是电弧阴极区提供导电所需电子的主要途径。
第1章焊接电弧及其电特性1 气体原子的电离使电子完全脱离原子核的束缚,形成离子和自由电子的过程为电离。
由原子形成正离子所需的能量称为电离能。
2 电离的形式在焊接电弧中,根据引起电离的能量来源,有如下三种电离形式:(1) 撞击电离; (2) 热电离; (3) 光电离。
2 电子发射在阴极表面的原子或分子,接受外界的能量而释放出自由电子的现象称为电子发射。
电子发射是引弧和维持电弧稳定燃烧的一个很重要的因素。
按其能量来源的不同,可分为热发射,光电发射,重粒子碰撞发射和强电场作用下的自发射等3 焊接电弧的引燃 1 接触引弧即是在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,随后拉开,从而把电弧引燃起来。
这2 非接触引弧它是指在电极与工件之间存在一定间隙,施以高电压击穿间隙,使电弧引燃。
4 交流电弧的特点;电弧周期性地熄灭和引燃交流电流每当经过零点并改变极性时,电弧熄灭、电弧空间温度下降。
电弧电压和电流波形发生畸变。
热惯性作用较为明显。
5影响交流电弧稳定燃烧的因素z 空载电压z 引燃电压z 电路参数z 电弧电流--z 电源频率 fz 电极的热物理性能和尺寸6 提高交流电弧稳定性的施z 为了提高交流电弧的稳定性,在焊接电源方面除了焊接回路要有足够大的电感量之外,还可以采用如下措施:(1)提高弧焊电源频率;(2)提高电源的空载电压;但不应该太高(3)改善电弧电流的波形;如改为矩形波(4)叠加高压电。
7交流电弧的分类(1)按电流种类可分为:交流电弧、直流电弧和脉冲电弧(包括高频脉冲电弧)。
(2)按电弧状态可分为:自由电弧和压缩电弧。
(3)按电极材料可分为:熔化极电弧和不熔化极电弧。
第2章对弧焊电源的基本要求1弧焊工艺对弧焊电源的要求(1)保证引弧容易;(2)保证电弧稳定;(3)保证焊接规范稳定;(4)具有足够宽的焊接规范调节范围。
2 “电源一电弧”系统的稳定性(1)系统在无外界因素干扰时,能在给定电弧电压和电流下,维持长时间的连续电弧放电,保持静态平衡。