第1章焊接电弧
- 格式:ppt
- 大小:1.32 MB
- 文档页数:45

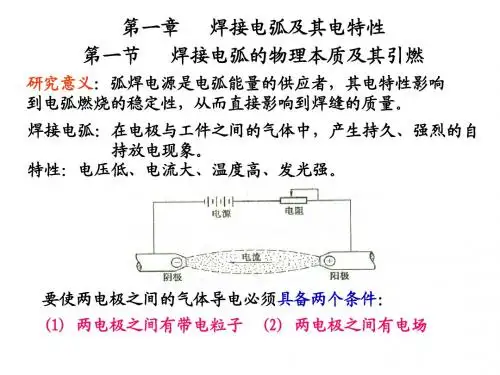
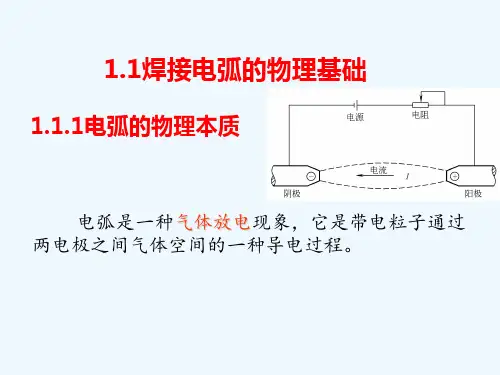
第一章电弧焊基础知识一、教学目的:能正确认识焊接电弧中带电粒子的产生原理了解焊接电弧的工艺特性及电弧力的种类了解阴极斑点及阳极斑点的定义了解熔滴上的作用力掌握熔滴过渡的主要形式及其特点能正确认识焊缝形成过程了解焊接工艺参数对焊缝成形的影响了解焊缝成形缺陷的产生及防止二、教学重点:焊接电弧中带电粒子的产生原理熔滴过渡的主要形式及其特点焊接工艺参数对焊缝成形的影响三、教学难点:电离和激励极斑点及阳极斑点最小电压原理焊缝成形缺陷的产生及防止四、参考学时数:4~6学时五、主要教学内容:第一节焊接电弧一、焊接电弧的物理基础(一)电弧及其电场强度分布电弧是一种气体放电现象,它是带电粒子通过两电极之间气体空间的一种导电过程。
电弧有三个部分构成:阴极区、阳极区、弧柱区。
(二)电弧中带电粒子的产生1、气体的电离在外加能量作用下,使中性的气体分子或原子分离成电子和正离子的过程称为气体电离。
其本质是中性气体粒子吸收足够的能量,使电子脱离原子核的束缚而成为自由电子和正离子的过程。
电离种类:(1)热电离气体粒子受热的作用而产生电离的过程称为热电离。
其本质为粒子热运动激烈,相互碰撞产生的电离。
(2)场致电离带电粒子在电场中加速,和其中的中性粒子发生非弹性膨胀而产生的电离。
电离程度:电离度:单位体积内电离的粒子数浴气体电离前粒子总数的比值称为电离度。
(3)光电离中性气体粒子受到光辐射的作用而产生的电离过程称为光电离。
2、阴极电子发射(1)电子发射:阴极中的自由电子受到外加能量时从阴极表面逸出的过程称为电子发射。
其发射能力的大小用逸出功A w表示。
(2)阴极斑点阴极表面光亮的区域称为阴极斑点。
阴极斑点具有“阴极清理”(“阴极破碎”)作用,原因:由于氧化物的逸出功比纯金属低,因为阴极斑点会移向有氧化物的地方,将该氧化物清除。
(3)电子发射类型1)热发射阴极表面受热引起部分电子动能达到或超过逸出功时产生的电子发射。
热阴极以热发射为主要的发射形式。

焊接工艺学第一章焊接电弧1.什么叫焊接电弧?电弧是两电极之间或电极与母材之间的气体介质中产生强烈而持久的放电现象2.最小电压原理在电流和周围条件一定的情况下,稳定燃烧的电弧将自动选择一个适当的断面,以保证电弧的电场强度具有最小的数值,即在固定弧长上的电压最小。
这意味着电弧总是保持最小的能量消耗。
3.电离电子发射电弧放电两个最基本物理现象气体介质的电离和电极的电子发射4.电离种类1)热电离气体粒子受热的作用而产生的电离称热电离。
其实质是气体粒子由于受热而产生高速运动和相互之间激烈碰撞而产生的一种电离。
根据气体分子运动理论可知,气体的温度高低意味着气体粒子(包括中性粒子、电子和离子)总体动能的大小,亦即气体粒子平均运动速度的快慢。
2)场致电离当气体中有电场作用时,气体中的带电粒子被加速,电能被转换为带电粒子的动能,当其动能增加到一定程度时,能与中性粒子产生非弹性碰撞,使之电离,这种电离称为场致电离。
3)光电离中性粒子接受光辐射的作用而产生的电离现象称为光电离。
不是所有的光辐射都可以引发电离,气体都存在一个能产生光电离的临界波长,气体的电离电压不同,其临界波长也不同,只有当接受的光辐射波长小于临界波长时,中性气体粒子才可能被直接电离。
5.电子发射种类根据外加能量的不同,电子发射可分为:(1)热发射:金属表面承受热作用而产生电子发射的现象称为热发射。
(2)场致发射:当阴极表面空间有强电场存在时,金属电极内的电子在电场静电库仑力的作用下,从电极表面飞出的现象称为场致发射(自发射)。
(3)光发射:当金属电极表面接受光辐射时,电极表面的自由电子能量增加,当电子的能量达到一定值时能飞出电极的表面,这种现象称为光发射。
(4)粒子碰撞发射:高速运动的粒子(电子或正离子)碰撞金属电极表面时,将能量传给电极表面的电子,使电子能量增加并飞出电极表面,这种现象称为粒子的碰撞发射。
6.阳极区导电机构电弧燃烧时,阳极区的任务主要是接受来自弧柱占总电流 99.9% 的电子流,同时还要向弧柱区发送约占总电流 0.1% 的正离子流。

“焊接方法及设备”思考题第一章焊接电弧1、焊接电弧的物理本质是什么?它具有什么特点?电弧的本质是气体放电,是气体放电的一种表现形态。
特点:电压最低、电流最大、温度2、电弧中带电粒子的产生的方式主要有哪些?1)中性粒子电离2)阴极电子发射3、气体的电离电压、材料的电子逸出电压与电弧稳定性之间有什么关系?电离电压越低,越容易引弧,稳弧性好逸出功越小,引弧越容易,稳弧性能越好4、热阴极(如TIG焊)电子产生的主要方式是什么?冷阴极(如MIG焊)电子产生的主要方式是什么?热:热发射冷:场致发射光发射粒子碰撞发射5、常用的引弧方式有哪些?常用的电弧焊方法各采用什么方式引弧?1、接触引弧焊条电弧焊、埋弧焊、熔化极气体保护焊2、非接触引弧钨极氩弧焊,等离子弧焊6、焊接电弧由哪几部分构成?其电弧电压的表达式是什么?由阴极区、阳极区和弧柱区三部组成。
电弧电压:Ua=Uc+Uk+UA弧柱电压Uc 阳极电压UA阴极电压Uk7、简述阴极区和阳极区的导电机构阴极区:电子流阳极区:A+8 阴极斑点和阳极斑点各有何特点阴极斑点电流密度大,温度高跳跃性和粘着性存在斑点力自动寻找氧化膜—阴极清理作用(或阴极雾化作用),对铝、镁合金的焊接非常重要。
阳极斑点阳极斑点则有避开氧化膜而去自动寻找纯金属表面的倾向。
产生阳极斑点力,但该斑点力小于阴极斑点力。
9、最小电压原理的含义是什么?在电流和周围条件一定时,处于稳定燃烧状态的电弧,其电弧导电半径(r)或温度(T)应使弧柱的电场强度(E)具有最小值。
也就是说,电弧具有保持最小能量消耗的特性。
10、电弧所受的力有哪些?电磁收缩力、等离子流力、斑点压力、短路爆破力11、什么是焊接电弧的静特性和动特性?焊接电弧静特性在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压的关系。
焊接电弧的动特性弧长一定时,当焊接电流发生连续快速变化时,电弧电压与电流瞬时值之间的关系。
反映电弧导电性能对电流变化的响应能力。
《熔焊方法及设备(第2版)》复习思考题答案第1章焊接电弧1.解释下列名词:焊接电弧、热电离、场致电离、光电离、热发射、场致发射、光发射、粒子碰撞发射、热阴极型电极、冷阴极型电极。
答:焊接电弧:由焊接电源供给能量,在具有一定电压的两电极之间或电极与母材之间的气体介质中产生的强烈而持久的自持放电现象。
热电离:气体粒子受热的作用而产生的电离称为热电离。
其实质是气体粒子由于受热而产生高速运动和相互之间激烈碰撞而产生的一种电离。
场致电离:当气体中有电场作用时,气体中的带电粒子被加速,电能被转换为带电粒子的动能,当其动能增加到一定程度时,能与中性粒子产生非弹性碰撞,使之电离,这种电离称为场致电离。
光电离:中性粒子接受光辐射的作用而产生的电离现象称为光电离。
热发射:金属表面承受热作用而产生电子发射的现象称为热发射。
场致发射:当阴极表面空间有强电场存在时,金属电极内的电子在电场静电库仑力的作用下,从电极表面飞出的现象称为场致发射。
光发射:当金属电极表面接受光辐射时,电极表面的自由电子能量增加,当电子的能量达到一定值时能飞出电极的表面,这种现象称粒子碰撞发射:高速运动的粒子(电子或正离子)碰撞金属电极表面时,将能量传给电极表面的电子,使电子能量增加并飞出电极表面,这种现象称为粒子碰撞发射。
热阴极型电极:当使用钨(沸点为5950K)、碳(沸点为4200K)等材料作阴极时,其熔点和沸点很高,阴极可以被加热到很高的温度(可达3500K以上),电弧的阴极区的电子可以主要依靠阴极热发射来提供,这种电弧通常称为“热阴极电弧”,电极被称为“热阴极型电极”。
冷阴极型电极:当使用钢(沸点为3008K)、铜(沸点为2868K)、铝(沸点为2770K)等材料作阴极时,其熔点和沸点较低,阴极温度不可能很高,热发射不能提供足够的电子,必须依靠其它方式来补充导电所需要的电子,这种电弧通常称为“冷阴极电弧”,电极被称为“冷阴极型电极”。
2.试述电弧中带电粒子的产生方式。
第一章焊接电弧基础1. 电弧的本质是气体放电,是气体放电的一种表现形态。
2. 三种放电形式:(自持,非自持,辉光)放电3. 带电粒子来源:一是电源通过电极(阴极)向气隙空间发射电子。
二是气隙中的中性粒子被电离产生电子和离子。
4. 阳离子和电子来源:阳离子(电离)电子(阴极电子发射,包括热发射,场致发射)5. 电弧压降包括哪三部分:(阳极,弧柱,阴极)压降6. 维持电弧放电的条件:1、放电气隙内带电粒子的生成。
2、保持阴极、阳极与电弧间电的连续性。
7. 焊接电弧的热量的来源:焊接电弧的热量来自电源提供的电能,电源向电弧的弧柱区、阳极区和阴极区即电弧整体提供的电能:Pa=IUa=I(Ua+Uc+Up)8. 焊接电弧的热效率影响因素:热效率的数值与焊接方法、弧长因素、母材情况等有关。
热效率:相对于电弧功率(电弧电压X电弧电流),向母材传送的热量(热输入量)所占的比例称作焊接电弧热效率。
9. 电弧静压力(电磁收缩力)在两根互相平行导体中,通过同方向的电流时,导体间产生相互吸引的力,若电流方向相反,则产生排斥力。
10. 交流电弧:是指电弧(电极)极性随时间交替变化的电弧,也就是焊接电流方向按照一定的时间间隔变化,一般用在TIG焊接、等离子弧焊接和焊条电弧焊中。
11. 直流正/反接的区别:直流正接的热量比反接的热量要高,所以焊接厚板的时候多用直流正接。
焊接薄板的时候为了防止焊穿,采用直流反接的方法。
而焊接铝镁合金的时候直流反接,钨极为正极,电流大,对氧化膜有冲击清理的作用,但是容易烧穿,所以用交流焊接交替电波焊接,这样可以有效清理氧化膜还防止烧穿。
12. 焊接电弧静特性产生原因:小电流区,电弧温度低,其间粒子电离度低,电弧导电性较差,需要有较高的电场推动电荷运动在电弧极区,特别是阴极区,由于电极温度较低,极区的电子提供能力较差,不能实现大量的热电子发射,会形成较强的极区电压降,表现出较高的电压值。
增大电流值弧柱温度增加,电弧中的粒子电离度增加,电弧的导电性增加,同时电极温度提高,阴极热发射能力增强,Uc值降低,阳极蒸发量增加UA值降低,两极区电场相对减弱,电弧电压下降。
第1章焊接电弧及其电特性1 气体原子的电离使电子完全脱离原子核的束缚,形成离子和自由电子的过程为电离。
由原子形成正离子所需的能量称为电离能。
2 电离的形式在焊接电弧中,根据引起电离的能量来源,有如下三种电离形式:(1) 撞击电离; (2) 热电离; (3) 光电离。
2 电子发射在阴极表面的原子或分子,接受外界的能量而释放出自由电子的现象称为电子发射。
电子发射是引弧和维持电弧稳定燃烧的一个很重要的因素。
按其能量来源的不同,可分为热发射,光电发射,重粒子碰撞发射和强电场作用下的自发射等3 焊接电弧的引燃 1 接触引弧即是在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,随后拉开,从而把电弧引燃起来。
这2 非接触引弧它是指在电极与工件之间存在一定间隙,施以高电压击穿间隙,使电弧引燃。
4 交流电弧的特点;电弧周期性地熄灭和引燃交流电流每当经过零点并改变极性时,电弧熄灭、电弧空间温度下降。
电弧电压和电流波形发生畸变。
热惯性作用较为明显。
5影响交流电弧稳定燃烧的因素z 空载电压z 引燃电压z 电路参数z 电弧电流--z 电源频率 fz 电极的热物理性能和尺寸6 提高交流电弧稳定性的施z 为了提高交流电弧的稳定性,在焊接电源方面除了焊接回路要有足够大的电感量之外,还可以采用如下措施:(1)提高弧焊电源频率;(2)提高电源的空载电压;但不应该太高(3)改善电弧电流的波形;如改为矩形波(4)叠加高压电。
7交流电弧的分类(1)按电流种类可分为:交流电弧、直流电弧和脉冲电弧(包括高频脉冲电弧)。
(2)按电弧状态可分为:自由电弧和压缩电弧。
(3)按电极材料可分为:熔化极电弧和不熔化极电弧。
第2章对弧焊电源的基本要求1弧焊工艺对弧焊电源的要求(1)保证引弧容易;(2)保证电弧稳定;(3)保证焊接规范稳定;(4)具有足够宽的焊接规范调节范围。
2 “电源一电弧”系统的稳定性(1)系统在无外界因素干扰时,能在给定电弧电压和电流下,维持长时间的连续电弧放电,保持静态平衡。