电池片测试
- 格式:pptx
- 大小:1.84 MB
- 文档页数:36
电池片检验作业指导书1.目的本标准规定了单晶硅/多晶硅电池片来料的检验方法,通过检验确保单晶硅/ 多晶硅电池片的各项性能指标符合要求。
2.适用范围适用于本公司品质部对外购多晶硅/单晶硅电池片的来料检验。
3 •职责3.1技术工艺部工程师负责制定多晶硅/单晶硅电池片来料交付要求。
3.2品质部工程师负责制订单晶硅/多晶硅料电池片来料检验标准。
3.3品质部IQC、实验员负责多晶硅/单晶硅电池片来料质量控制点的质量控制4.工作准备4.1测试工具准备:游标卡尺、千分尺或高度计、量角规、塞尺、显微镜、电池片分选仪。
4.2检验记录:《原材料检验报告》、《检验记录表》、检验标贴。
5.检验标准5.1抽样标准:根据GB/T2828. H2003的规定,采用正常检验一次抽样方案;任何一项测试不合格,即判定批次检验不合格。
5.2检验项目和耍求:说明:外购电池片参照以下标准,我司电池片参照《好利光能科技有限公司太阳能电池片的采购标准》进行检验凡具有下列情况Z—者,必须进行例行检验:(1)更换新的电池片供应商时。
(2)电池片供应商的产品生产工艺有较大变动,可能影响产晶性能时。
(3)买卖双方任何一方认为有必要进行检验吋。
6.检验方法6.1包装(1)每包电池片均有独立的密封性包装(每包不得超过100片),每包上下两面分别用软质垫间隔,外包装有防震缓冲垫且包有PV套膜(2)装放电池片的外箱无明显的破损,且无潮湿现象。
(3)包装盒上应注明产品名称,生产厂家,产品型号,太阳能转换效率分档,生产日期,批号;外包装上应注明:易碎物品、方向向上、防潮、防震等包装运输标注。
6.2外观(1)减反射膜色泽均匀一致,同一片不能有色差,目视总面积V2cm2(2)无明显的花斑、水纹、白点、划痕和污垢和指纹印,目视总面积V2cm2(3)不得有v形缺口、裂纹;(4)崩边:目测电池片有无崩边,用游标卡尺测量崩边的尺寸,数目W2, 深度WO. 5mm,长度Wl・0mm(5)翘曲:正放电池片于测式平台上,检查电池片与平台接触是否良好,用塞尺塞入接触间隙,测量电池的翘曲度;(6)正面漏浆:目视检查是否要求,必要时用游标卡尺测量漏浆面积,数目W2,总面积<1. 5mm2(7)背面铝浆缺损:目视检查是否要求,必要时用游标卡尺测量缺损面积,无尖锐突起,圆形突起手感不明显,£L总面积小丁• 20mm2;漏印重印面积<lcm26. 3外形尺寸(1)长:平行主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(2 )宽:垂直主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(3)厚度:用高度计测量电池片每边的中点,测量结果的算术平均值即为厚度值,2180um6. 4电性能测试(1)功率测试:整批抽测单片功率需80%为大于标称功率,单片功率三标称功率*97%测试步骤:比用手轻轻的打开标片盒,轻轻的取出156多晶(125单晶)标准片.(如图1)b ・从侧面轻轻放置在单片测试仪上,放下时要平行滑落(如图2)c ・对放置的标准片进行栅线调整, 按照指示观察是否对齐放置(待测片必须完全与铜板完全接触)。
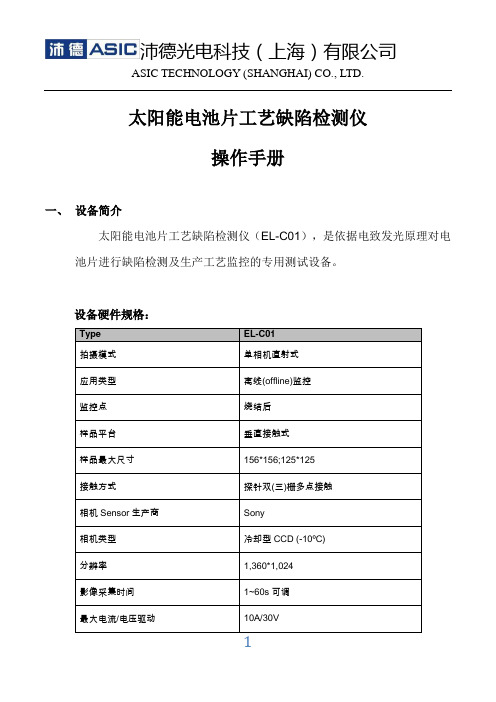
太阳能电池片工艺缺陷检测仪操作手册一、设备简介太阳能电池片工艺缺陷检测仪(EL-C01),是依据电致发光原理对电池片进行缺陷检测及生产工艺监控的专用测试设备。
设备硬件规格:二、操作步骤1、开启电脑,确认相机USB接头与电脑连接。
2、开启Solar Cell Electro Luminescence Tester 软件。
1)电池片正向偏压测量:a、首先确认转换开关,拨到“1”位置。
b、打开暗室门,向上拨动气动开关,使探针抬起。
c、放置电池片紧靠两限位块。
d、向下拨动气动开关,使探针压下,确认每排探针与电池片主栅线接触。
e、关上暗室门,确认正向偏压电流设置(156*156 7.5A;125*125 5A)。
f、软件选择Operator模式,图片并进行命名并选择保存路径,点击Capture实现图片存储。
g 、 拍摄完成,打开暗室,向上拨动启动开关使探针抬起,更换电池片,重复以上步骤。
2)电池片反向偏压测量:a、首先确认转换开关,拨到“2”位置。
b、打开暗室门,向上拨动气动开关,使探针抬起。
c、放置电池片紧靠两限位块。
d、向下拨动气动开关,使探针压下,确认每排探针与电池片主栅线接触。
e、关上暗室门,确认反向偏压电压设置(12v)。
f、软件选择Operator模式,图片并进行命名并选择保存路径,点击Capture实现图片存储。
g、拍摄完成,打开暗室,向上拨动启动开关使探针抬起,更换电池片,重复以上步骤。
三、测量调试参数设置1、软件参数设置。
一般情况测试时间(exposure)设置为10秒,增益(gain)设置为30,对比度(contrast)设置为5,伽马(gamma)设置为1。
3、电源参数设置。
一般情况电池片正向偏压测量时,125*125电池片电流设置5A,156*156电池片电流设置为7.5A。
电池片反向偏压测量时,一般电压设置为12V。
四、注意事项1、禁止触碰相机及镜头。
2、禁止随意触动探针栅线及探针。

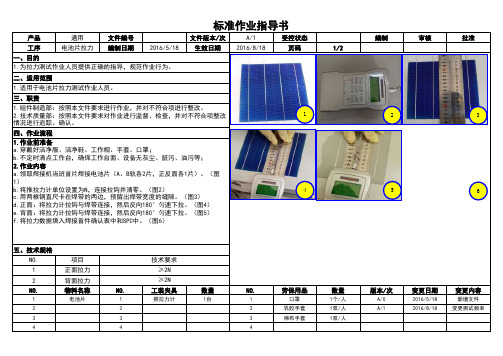
电池片拉托力测试步骤
电池片拉托力测试,又称为拉伸测试,是目前应用于建筑工程的重要试验手段。
拉伸测试可以用来测定建筑材料的静态强度、延性和变形性能,为建筑构件的设计和材料选择提供依据。
本文介绍了电池片拉伸测试的步骤及测试工作的正确性等方面的知识。
首先,在开展电池片拉伸测试之前,需要进行物料的准备工作,其中包括选择
测试用的电池片、确定实验条件、使用标准器具等。
其次,在开展电池片拉伸实验前,应先确定合适的样品大小,并标记出对应的展开长度,以便进行精确的测量。
接下来,根据实验要求使用相应的仪器,进行拉伸测试,并按照规定的测试步骤记录和收集实验数据。
之后,经过实验数据的详细分析,能够准确判断电池片的力学性能,而这一结果也为实施相关的材料与结构的设计提供参考。
此外,拉伸测试也要注意正确性,以免出现较大的误差,从而影响设计实施。
如在拉伸测试中,当电池片受到拉伸力时,应将拉伸仪器上的传感器和电池片连接,以获得精确的数据,并使实验测试更加准确。
此外,还必须确定拉伸设备的正确使用,以避免数据的不正确性,以及过程中可能出现的安全隐患。
总之,电池片拉伸测试是建筑工程中应用较为广泛的测试方式,正确的进行拉
伸测试,除了可以得到准确的建筑材料力学性能之外,还可以避免出现操作不当带来的不良后果,从而为建筑工程提供有效的保障。

太阳能电池片测试加工太阳能电池片是一种以太阳能为能源的电子元件,也是太阳能光伏发电的重要组成部分。
太阳能电池片在工厂出厂之前需要经过多次测试和加工,以确保其性能稳定和效率高。
在本文中,我们将了解太阳能电池片测试和加工的过程以及其重要性。
太阳能电池片的测试流程主要包括三个步骤:可视检查、电气特性检查和光伏参数检查。
可视检查主要是检查太阳能电池片的外观和尺寸是否符合要求。
重点检查的部分包括电池片边缘是否缺陷、尺寸是否准确以及黑点、裂纹等缺陷是否存在。
电气特性检查主要是检查太阳能电池片在正常工作条件下的电气性能。
这项检查包括检查太阳能电池片的电压、电流、功率以及短路电流和开路电压等参数。
光伏参数检查是太阳能电池片测试的最后一步。
这项检查旨在检查太阳能电池片在不同光照条件下的性能。
可以通过光伏参数检查来确定太阳能电池片的效率和输出功率。
太阳能电池片的加工流程包括多个步骤,其中包括切割、清洗、抛光、涂覆和焊接等。
切割是将大块的太阳能电池片切割成合适大小的小块,以便后续的加工步骤。
清洗是为了去除太阳能电池片表面的杂质和污垢,以便后续的处理。
抛光是为了提高太阳能电池片的光吸收能力和电转换效率。
涂覆步骤是为了将聚乙烯薄膜或其他材料涂覆在太阳能电池片表面,以减少电池片表面的反射。
最后,我们会对太阳能电池片进行焊接,组成完整的太阳能电池板。
太阳能电池片的测试和加工过程对于生产过程的成功具有重要的作用。
首先,测试和加工过程能够准确检测并修复太阳能电池片的缺陷,保证产品的质量和稳定性。
其次,测试和加工过程也能够提高生产效率和降低生产成本。
通过消除太阳能电池片的缺陷,生产厂家可以避免生产出次品并减少废品率。
同时,通过精确的测试和加工过程,可以提高每个太阳能电池片的生产效率和功率输出,从而更有效地利用太阳能资源。
总之,太阳能电池片测试和加工流程是太阳能光伏发电的重要环节。
通过这些步骤,可以确保生产出高品质、高效率的太阳能电池板,并为环保产业的发展做出贡献。

el测试原理EL测试原理。
EL(Electroluminescence)测试是一种通过电致发光现象来检测太阳能电池组件质量的方法。
在太阳能电池生产过程中,EL测试被广泛应用于检测电池片的缺陷,如裂纹、热斑和金属污染等。
本文将介绍EL测试的原理及其在太阳能电池生产中的应用。
EL测试原理。
EL测试的原理基于半导体材料的电致发光特性。
当半导体材料受到电子注入时,电子和空穴会在结合区重新结合并释放出能量,这些能量以光的形式辐射出来,形成电致发光现象。
在太阳能电池中,当电池片受到光照时,电子和空穴会在PN结的结合区重新结合并产生电流,同时也会产生光致发光现象。
通过EL测试,可以将电池片在暗室中通过电压激发,观察电池片的发光情况,从而检测出电池片中的缺陷。
EL测试的应用。
在太阳能电池生产中,EL测试被广泛应用于电池片的质量检测。
通过EL测试,可以快速、准确地检测出电池片中的裂纹、热斑、金属污染等缺陷,帮助生产厂家及时发现并修复问题,提高电池组件的质量和性能。
此外,EL测试还可以用于电池组件的质量控制和品质追溯,确保产品符合相关标准和要求。
EL测试的优势。
相比传统的光电测试方法,EL测试具有以下优势:1. 高分辨率,EL测试可以检测出微小的缺陷,如微裂纹和热斑,提高了缺陷检测的准确性和可靠性。
2. 高效性,EL测试可以在短时间内完成对电池片的检测,提高了生产效率和产品质量。
3. 非破坏性,EL测试不会对电池片造成损坏,保证了产品的完整性和可靠性。
4. 自动化,EL测试可以与自动化生产线相结合,实现对电池片的快速、准确检测,降低了人工成本和误差率。
总结。
EL测试作为一种高效、准确的太阳能电池质量检测方法,在太阳能电池生产中发挥着重要作用。
通过EL测试,可以及时发现并修复电池片中的缺陷,提高产品质量和性能,满足市场需求。
随着太阳能产业的发展,EL测试技术也将不断完善和推广,为太阳能电池产业的发展提供有力支持。
电池片功率测试原理
电池片功率测试是一种用于测量太阳能电池片输出功率的方法。
它主要通过对光照强度和电池片电压-电流特性的测量,来计算电池片的输出功率。
电池片功率测试的原理如下:
1.光照强度测量:首先,使用光谱辐射计或光照度计等设备,
测量光源的光照强度。
光照强度是指单位面积上入射到电
池片上的光能。
2.电池片电压-电流特性测量:将电池片与测量电路连接,
测量在不同电压下电池片的输出电流。
通过改变电池片两
端的负载电阻,可以得到不同电压下的电流值。
3.计算功率:根据测量得到的电池片电压和电流值,计算功
率。
功率(P)等于电压(V)乘以电流(I):P = V × I。
通过连续测量电池片的电压和电流值,并随着光照强度的变化对其进行多组测量,可以绘制电压-电流特性曲线。
在此曲线上,可以识别出最大功率点(MPP),即功率达到最大值的电池片电压和电流组合。
电池片功率测试的目的是评估电池片的性能和效率,并帮助优化太阳能电池组件的设计和系统性能。
对于光伏系统工程师和制造商来说,准确测量电池片的功率非常重要,以确保最佳性能和可靠性。