电镀金属镜架
- 格式:ppt
- 大小:1.60 MB
- 文档页数:62

电镀铑钌合金新工艺199~q年5月呶丝堑够电镀与环保第12卷第3期(总第B5期)?9?一l电镀铑钌合金新工艺囊苎_一三√扬孟权(上海市轻工业研完所)母钐[摘要]末史介轺了锗钉舍壹电蛙新工艺,捷得音格85%,音毒i15另唏光亮单白色奢垒镀层,既可戳钉替代部分贵重的姥,土可提禹谴县性能.一概述现在,人们对洁白光亮酷似镀银的外观,颇惑兴1趣,恒银镀屠在大气中表面窨易变色.国外,早在三十年代就把镀锗广泛用于白色的铂,银制首饰,镀过镍的服饰与其它装饰性物件上,以获得光亮银白色,耐变色,既硬又耐磨的装饰镀层.锗是一种贵金属,在地壳中的丰度为1×IO叶,矗克拉克,金的率度为5x1O叫两克拉克,价格约是黄金的五倍,非常昂贵.在装饰上应用时,常镀薄层来减少其成本.钉和铑的性质相似,外观较铑稍暗,但比铑便宜得事.我们着手研究电镀铑钉台金工艺,一贝U节约贵重的铑,降低成本,二则提高镀层性能.二,镀液成分厦其工作规范1.镀液威分与工作规范铑(硫酸铑形式)2—3g/L硫酸(分斩纯j33~60mL/L钉(以三氯化钉形式)0.1~1g氨基磺酸10~80g/L温度4O~卯℃阴投电流密度(J2~8A,d0阳极谂钉钛网搅拌方式阴极移动(15times/m~n)2.镀液配徊(1)在洗净的镀槽中先注入规定体积一半的纯水,再加入配方量的浓硫酸,配成酸化水,然后加入配方量的浓绰硫酸铑液(市售含铑置印g/L).(2)称取配方量的三氯化钉溶解于纯水中,然后加八(1)中,并加入所需氨基磺酸,最后注入纯水至规定体积.3.工艺流程铜或钢铁零件——去油,去锈——预镀铜或镍——镀半亮镍——镀亮镶——镀钯镍台金——镀铑邮政编码:20OQ驵钉台金——盾处理——撰干在电化顺序表中,铑位于较正的一端,置换镀倾向很大.在含铑量高的强酸性槽液中所有基体金属都赫顼用贵金属预镀层来充分保护,避免浸溃时的置换镀.谤镀液只适用于镀层或电铸生产而对于薄的装饰镀屠却用处不大.然而铑棂容易形成络合物,能得到一种舍姥厘低孟置换镀顿向很小的装饰性镀掖, 在不活泼的金属基体上可直接电镀(当然,内镀一层责金羼预镀层效果更好.倒如,内镀钯镍台金).而较话泼的基体金属,还必嚣预镀镍,镀半亮镍与亮镍,再用贵金属闪镀,不仅能提高抗蚀性,还能提高产品的光亮度与光洁度.[三,电镀铑钉合金过程的电极反应1.阴极反应通电后,Rh,Ru,H在阴极上放电还原.Rh2(SO{)+6e_—啼2Rh+8SO?一oRuCk+8e——Ru+3Cl.+0.68(v)@2H+2e—-÷H2t@2.阳极反应通电后在不溶性阳极区产生大量的氧气2H0—4e_—辛02t+4H@三价铑含失去电子而,严生四价或六价的锗.Rh3一e—Rh|⑤Rh"一2e—R@RuC1因失去电子而产生五价或六价的钉.四,镀液中各成分与工作规范的作用厦其影响1.硫酸蘸市售的红色硫酸铑(Rh2(sot)?4H2o]浓缩维具有络台物的性质,是镀液中的主盐.为了减少投资,101992May.]glectroplating&PollutionControl"Co1.12No-8 高成本装饰铑合盒电镀液采用较低的金属离子浓度,台铑2~3g/L.诺离子浓度过低,电流效率下降,甚至镀层里暗红色,无光泽.由于采用'不溶性阳极,电镀时铑离子逐渐消耗,因此就需向槽液中补壳硫酸铑浓缩液.2.硫酸硫酸中的硫酸根离子是三价铑的主要结合离子.参见络合反应式:2Rh+8SO4+4H2O与Rh2(SO4)3?4HsO.提高硫酸浓度,对三价铑的络台能力越强,置换镀的倾向就越小.其次,提高硫酸含量,能增加镀浪电导率.但是镀液中的硫酸浓度不宜太高,因为酸度偏高时,如果工件不带电八镀谐,就有产生腐蚀的危险.倒如镀过亮镍的金属眼镜架如不带电^槽,镀层表面会产生黑的斑点.因此把硫酸浓度控镧在30~40mL/L为佳.8.三氯化钌-作为电镀屠时,钉与铑的特性是相似的,只是外观稍暗一些,而价格比铑便宜得多.一定比例的钉与铑共沉积,所获台金镀层硬度增加,同时钌替代镀层中部分贵重的铑,降低成本但是钉在镀层中的含量高于20%,合盒镀层的色泽会受影响.在不影响镀层外观星光亮银白色的前提下,适当提高钉含量是允许的.镀液中钌含量盘控翩在O.1N1g/L.垂.氨基磺酸氨基磺酸能降低镀层应力,在镀厚层时是一定要耀加的.对于镀薄层装饰铑钉合盒,氨基磺酸含量不必过高.其次,它能抑制不必要的阳极反盘,砘缓镀寝£.通常添加量为10-~80g/L5.阳极电流密度(Jk)267mL赫尔槽试验.采甩诛钉钛网阳极,镀镍铜片为阴极,总电流3A,温度50℃,无搅拌1分钟结果如下全光亮l有黑斑点远瑞当JK≤2A/din2时,镀层泛黑点当JK>2A/dn时,镀层全光亮.上试验说明,镀件镀亮镍后在镀锗台金之前,如没有闪镀贵金属,JⅡ要大于2A/rim~,才能保证镀层全光亮睫着增大,对装饰铑钉合金镀层外观影响不大,但阴极析氢严重.JE通常控制在2~8A/drnz.G.温度对于装饰性铑钉台金电镀,温度对镀层外观影响不太,可以在室温下操作.提高温度能减少析氢现象, 降低镀层的应力.另外,稍高的温度有利于镀液燕发, 可把回收液加蕈lI镀液里,节约贵金属,减少废水量.建议温度控制在4o~50℃.7.搅拌电镀装饰铑钉合金,电镀时间一般只有几十秒.在电镀时,可采用手动方式来迭到搅拌目的.若镀较覃镀层应采用阴扳移动.B.阳极在铑钉台盒镀稽中,可采用贵金属铑,铂电极或石墨电极.然而贵金属电极成本高,石黑电极易污染镀液.选用慷钉钛网阳极,经试用效果较好阳极钩材质最好与阳扳相同.五,镀层物理化学性质1.合盒比:镀层成分随镀液中铑含量与钉含量的比值变化而变化.当镀液中铑与钉的比值2~3:1 时,镀层中含铑85~88%;含钉15"~18%2.讣观:呈银白色全光亮镀层,色泽黄讽并绐人以厚实丰满感觉.8.硬鲢铑钉合盒的硬度随镀屠中钉含量的变化而改变\一序类128'56镀液含姥2.O2.o2.02.O2.02.0(g/L)镀蔽含钌0oO10.05O.10.51.0(g,L)硬度HT872.口06.6742.8762.0641.0598.B(负载ssg)I由上表可见,镀液中铑含量为2g/L时,所获话钉合金镀层的硬度高于纯铑镀层的硬度,但钉含量超过O.5g/L时,硬度逐新降低.因此必须控翩镀澈中的钉含量,才能获得光亮银白,高硬度的铑钉合盒镀屠.4.耐磨试验:应用I己王L耐磨机进行试验.设A样为没有电镀铑钉合盒的镀镍试片;B样为镀镰后电镀铑钉合金试片(电镀铑钉台宝时间为305)负载各加500g同时进行扭4试A试片经磨(1)次后露底:B试片经磨("2)扶后露底.结果该铑钉合盒镀层所增加耐唐值为(ns—n1)≈30o0次5.耐腐蚀试验:采用中性盐雾试验法,试验条件为箱温3,盐水浓度5%,沉降章¨%,应用YQ一25D盐水喷雾箱,经30小对嗑雾,按工艺流程制得的电镀试样表面无斑点.lg92年5月第l2卷第3期(总第6石期)-11?六,注意事项1.电镀铑钉合全的前,后处理要特别小心,一般用5%硫酸活化,且用纯水浸洗.镀铑钉合金之后,要立l丑0在纯水中浸洗,然后在热水中冲洗.如前,后处理不当,镀膜会产生斑点2.少量碱液带^铑钉合金镀液,舍导致镀层发黄.8.氰化物如不留意带^镀槽会严重影响镀液,甚至无法正常电镀.4.如发现镀液中有杂污染,金属杂质可添加硫酸解决,有机物则以活性炭3~5g/L处理5.镀液经过一段时间电镀后,部分铑氧化,三价铯离子被氧化成四价或六价铑离子,使得镀液无法再用.处理方法是加入双氧水把高价化合物还原.处理后的溶液需加热,以便完全除去过剩的双氧水.6.退镀镀过镍的黄铜基体上镀铑钉合金镀屡此退镀配方:H2S0'55~60.波姜度||一i[化学镀]温度3o~4o~c压7V七,结论1.电镀铑钉合金新工艺经过研究试验并在有关厂生产,证明工艺稳定,镀层质量优良,性能良好.该工艺在国内属首创.2.在不影响镀层呈光亮银白色外观及镀层质量前提下,在铰液中添加三氯化钉,获得含铑85,5,含钉15%的合盒镀层,以钉替代部分贵重的铑,既节约了铑的用量,成本降低,又使镀层硬度提高3.本工艺所需全部原材料均为国产.漂洗水经蒸浓回收利用.4.本工艺已用于金属眼镜架,戒指等高挡产品上,建议在首饰,眼镜,制笔,手表等行业推广应用,以提高产品的档次,增加产品的附加值,增加花色品种. 参考文献[1][姜]弗利德里克A.洛温海姆主编,现代电镀机械工业出叛社,1932年9月C自]FrederickA.Lowenheim.E1ec廿op1angMc-&w—Hi】1BookComparty1978新的铝合金表面化学镀镍磷合金前处理工艺及镀层性能研究(I)里v/陆柱(华东化工学院)&[摘要]:研究了一种新的分镍盐的高碱性表面活他液采替代常规的浸锌处理工艺.对镀屡结合力洲试表明,此种前处理工艺能获得同浸辞处理一样满意的结果.对用新的前处理工艺所得镀屡性能,如硬度和耐蚀牲等进行了研览一,前言铝及铝合金具有比重小,强度高,导电,导热与加工性能好等许多特性,成为现代工业中应用最广泛的轻金属.纯铝具有较高的耐蚀性,但较软,在机械强度要求较高的场合无法满足需要.为提高铝的机械强度,在铝中添加一台金元素如CuZn和Si等形成铝台金.但铝合金具有很高的化学活性,耐蚀性较鼬铝明显下降,很难适应腐蚀性较强的环境.同时,铝合金的耐磨性差,接触电阻太.采用各种表面处理技术是克服铝合壹酶点而又提高其性能的一个重要手段.常用的铝台盒表面处理技术有电镀,化学镀,钝化,化学氧化和阳极氧化等.化学镀Ni—P合盒作为邮政编码:2吣端f一种功能性镀层,应用于铝合宝表面处理,能使铝合金县有高的硬度和耐磨性优异的抗蚀性能,好的可焊性及光亮的外碗,因而越来越受至人们的瞩目.但要在铝合金表面获得均匀细密的化学镀镶层,并保证镀层与铝台宝基体间结合良好,首先要取决于有效的镀前处理"铝是一种活滥的两性金属,暴露于空气和水中,表面立即生成一层氧化膜,在其上化学镀镍将阻碍镀层与基体hJ牢固结合.为了使铝件上的化学镀镍层与基体结合良好,需要对铝基体进行特殊的前处理.对铝基体的前处理可归纳为下列几类];1.酸活化2.阴极处理。
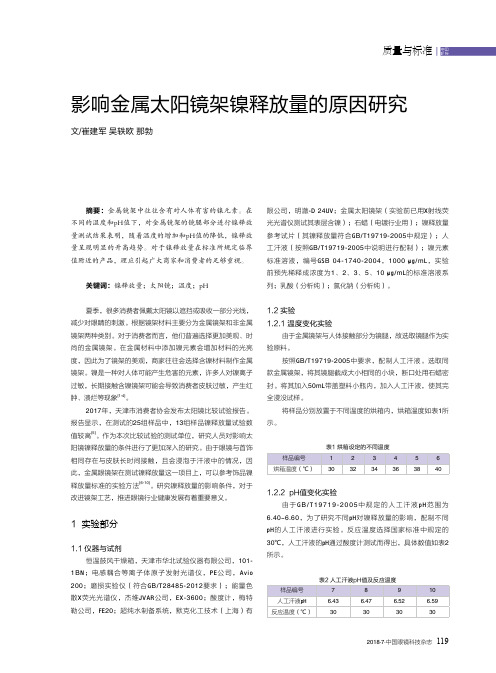
限公司,明澈-D 24UV;金属太阳镜架(实验前已用X射线荧光光谱仪测试其表层含镍);石蜡(电镀行业用);镍释放量参考试片(其镍释放量符合GB/T19719-2005中规定);人工汗液(按照GB/T19719-2005中说明进行配制);镍元素标准溶液,编号GSB 04-1740-2004,1000 μg/mL,实验前预先稀释成浓度为1、2、3、5、10 μg/mL的标准溶液系列;乳酸(分析纯);氯化钠(分析纯)。
1.2 实验1.2.1 温度变化实验由于金属镜架与人体接触部分为镜腿,故选取镜腿作为实验原料。
按照GB/T19719-2005中要求,配制人工汗液。
选取同款金属镜架,将其镜腿截成大小相同的小块,断口处用石蜡密封。
将其加入50mL带盖塑料小瓶内,加入人工汗液,使其完全浸没试样。
将样品分别放置于不同温度的烘箱内,烘箱温度如表1所示。
1.2.2 pH值变化实验由于G B /T 19719-2005中规定的人工汗液p H 范围为6.40~6.60,为了研究不同pH对镍释放量的影响,配制不同pH的人工汗液进行实验。
反应温度选择国家标准中规定的30℃,人工汗液的pH通过酸度计测试而得出,具体数值如表2所示。
影响金属太阳镜架镍释放量的原因研究文/崔建军 吴轶欧 那勃摘要:金属镜架中往往含有对人体有害的镍元素。
在不同的温度和pH值下,对金属镜架的镜腿部分进行镍释放量测试结果表明,随着温度的增加和pH值的降低,镍释放量呈现明显的升高趋势。
对于镍释放量在标准所规定临界值附近的产品,理应引起广大商家和消费者的足够重视。
关键词:镍释放量;太阳镜;温度;pH夏季,很多消费者佩戴太阳镜以遮挡或吸收一部分光线,减少对眼睛的刺激。
根据镜架材料主要分为金属镜架和非金属镜架两种类别。
对于消费者而言,他们普遍选择更加美观、时尚的金属镜架。
在金属材料中添加镍元素会增加材料的光亮度,因此为了镜架的美观,商家往往会选择含镍材料制作金属镜架。

镜架镜片知识镜架知识一、镜架的制作过程:铸型——剪线——卷线——焊接——抛光——IP电镀二、镜框的构造1、名称:镜圈、中梁、桩头、单叶铰链、双叶铰链、镜腿、脚套、鼻托、鼻须、鼻托盒。
2、焊点:三、镜框的表尺码:方框法和基准线法。
四、电镀1、定义:在镜架的表面镀上一层极薄的金属膜层,一次延长镜架的寿命,并起到装饰作用,使之耐腐蚀、耐磨。
2、表层电镀和底层电镀3、影响电镀的质量因素:电镀工艺、镀层材料、镀层厚度4、电镀方法:a、一般性电镀——电脉涂;b、钛电镀——含镍钛电镀、不含镍钛电镀、负离子真空电镀。
5、电镀工艺:真空离子电镀(IP电镀)——利用物体分子吸附离子的原理,将电镀材料用强电流击穿至游离状态,然后通过电流的方向,让电镀材料吸附在物体表面上,从而形成牢硬的表层。
6、电镀着色:环氧树脂法、干式电镀法、电镀塑胶膜法。
7、电镀材料:A、铬:灰白色、抗腐蚀性号B、钛:银灰色、抗腐蚀性优异C、铑:白色金属、附着性能好D、金:黄色、耐腐蚀性、耐酸性、耐热性好不易褪色五、镜架的分类1、按材质分:金属架、非金属、天然材质架(1)金属架A、不锈钢:耐腐蚀性、耐热、弹性B、蒙耐尔合金:中低档C、纯钛a:纯钛(TIP 、TITAN)——是一种银白色金属,非常轻,硬度高,耐腐蚀性比较强,焊接好(12900度下焊接),不会过敏、不易褪色。
但是,造价高、修改困难、设备要求高、制作工艺复杂。
b:贝塔钛——弹性比较好c:Z钛——(2)非金属材料:树脂为材料(热塑性、热固性)常见的材料主要有:醋酸纤维、丙酸纤维、环氧树脂、碳素纤维、尼龙、亚克力A、醋酸纤维:不易褪色、透明性、光泽性、尺寸稳定性、耐冲击、不易燃烧B、丙酸纤维:不易燃烧、耐高温、耐冲击、不易变色、比较柔软。
C、环氧树脂{OPTYL}:硬度高、密度小、比较轻、光泽度好、比以上轻30%,加工方法——真空特殊成型法。
D、热塑性(注塑和板材)注塑:对皮肤不过敏、舒适度好、不需金属芯固定、耐高温、颜色多样化、不易褪色、质感好、不易折断。

镜架及配装知识第一节 镜架的结构一、眼镜架各组成部分的名称及作用A .镜身:眼镜整个框架的正身;B .镜圈:用以装配镜片的框圈,内有固定镜片的v型凹槽;C .鼻梁:连接左右镜圈的桥梁,可以是单根梁或者两根梁;D .装头:位于左右两端,连接镜圈和镜腿;E .镜腿:用来连接镜身和镜腿;F .鼻托:把眼镜托在鼻上,起支撑作用,多数使用塑胶材料,使配戴者更感舒适;G .镜脚:挂在耳上,用来固定镜身,同样较多使用塑胶套管,称为脚套。
二、镜架测量及标注方法用游标卡尺测量,镜圈以水平内径最大距离,鼻梁以水平最小距离,镜腿以铰链孔中心到镜腿末端的扩展长度计。
a:镜片外切两垂直线间的距离(即镜圈尺寸);b:镜片外切两水平线间距离;c:两镜片的几何中心“C”间距离;d:两镜片间距离(即鼻梁尺寸)。
镜架尺寸标识方法主要有欧洲法,基准线法和矩形系统法。
常见的为矩形系统法(Boxing System),又称为方框系统法。
例如一副眼镜上有如下标识:(眼镜之尺寸标注往往会打在镜腿,镜脚或鼻梁两侧)镜腿长度片距(鼻梁宽度)矩形系统上的最长长度)片宽为框线的水平宽度,一般眼镜架的片宽在42-46mm之间,最常见的为49-54mm 之间。
片距为鼻梁两焊接点之间水平宽度,一般在17-22mm之间。
腿长为镜腿长度,一般在130-145mm之间。
第二节镜架的材料及其特性用于制造镜架的材料主要包括三大类,分别是:天然材料、塑料材料和金属材料。
一、天然材料a.角质材料古代曾用牛等动物的角或皮做镜框,但现已不再使用。
b.玳瑁甲玳瑁是类似海龟的一种海洋动物,已被国家列为保护动物,其壳可作为镜架材料。
优点:重量轻,非常耐用,色泽光亮,独特珍奇引人注目,不会使皮肤发生过敏现象;缺点:价格贵,并且玳瑁是国家保护动物,将来可能不允许销售。
二、塑料材料用于制造镜架的塑料材料品种繁多,但由于生产制造工艺不同,大致可分为板料和射成型两种。
板框不褪色、不易断裂;射出框造型变化大,较有立体感。

眼镜电镀工艺眼镜电镀工艺是一种利用电化学原理将金属离子通过电解在基体表面沉积形成金属薄层的表面处理工艺。
眼镜电镀工艺主要分为镀膜前处理、镀液配备、镀膜过程、后处理和质量检验等环节。
1. 镀膜前处理眼镜电镀前处理是指在开始电镀前,对原材料眼镜表面进行必要的清洗、退火和抛光等处理工序,以便容易接受电解质和金属沉积,有利于提高电镀金属与眼镜表面层的结合力。
清洗过程通常包括以下步骤:(1)去污:利用超声波清洗器将眼镜浸入水中,通过超声波震荡将表面的污垢、压痕和指纹等去除。
(2)酸洗:将眼镜浸入酸性溶液中,去除表面的油脂和污垢,并去除氧化物,提高金属与基体间的结合力。
(3)去水:将眼镜浸入去离子水中,去除表面的酸性残留物。
2. 镀液配备镀液配备是指先将金属制成离子形式,然后将离子溶解在电解质中,形成金属离子电解液,与基体结合后在表面形成金属薄层。
银、镉、锌、铬等金属可以使用简单的电解液,而镍、铜等金属需要复杂的电解液。
配备镀液时需要考虑镀层厚度、均匀性、颜色、耐腐蚀性等因素。
3. 镀膜过程将经过前处理的眼镜浸入镀液中,设定镀液的电参数,如电流、电压、镀剂浓度、温度、搅拌速率等,将电流通过溶液,将金属离子还原到基体上,形成金属镀层。
镀层厚度取决于镀液中的金属盐浓度,电流密度和镀液中的温度、PH值等。
4. 后处理镀膜后处理包括冲洗、干燥、抛光和保护等环节。
冲洗是将浸入镀液的眼镜放入干净的水中,去除表面上的残留镀液。
干燥方法根据需求不同而异,如自然晾干、电烤箱、热风等。
抛光是让眼镜表面光滑,增加镜片透光度和美观度。
保护处理是使眼镜表面形成一层保护膜,保护薄层不被湿氧化,提高镜片的使用寿命。
5. 质量检验眼镜经过电镀长期使用不仅要有美观的外观,还要保证质量和安全性,如渗透性、附着力、耐腐蚀性、镀层厚度等。
质量检验必须符合相关标准,并使用合适的检验仪器和材料,如质量测量仪器、显微镜、扫描电镜、镀层厚度测量仪等。
总之,眼镜电镀工艺要求精细化操作,掌握先进技术、学习经验和熟练技能。
仿金电镀工艺在装饰电镀工艺中,仿金电镀是应用面最广的电镀工艺。
灯饰、锁具、吊扇、箱包、打火机、眼镜架、领带夹等各种制品虽然有着各式各样的外表,但绝大部份仍然是金色镀层,获得金色外观的方法很多,有镀真金、镀铜锌、铜锡或铜锡仿金,着金色电泳漆,代金胶工艺等。
其中仿金电镀是普遍使用的工艺。
铜锌、铜锡或铜锌锡合金电镀溶液中最常用,也最稳定的是氰化镀液。
国内工厂一般都使用自己配制的合金电镀溶液。
外资工厂和一部份国内工厂使用外国电镀原材料商提供的青铜盐。
其工艺配方和操作条件为:青铜盐 70~90 g/L氨水 1~2 ml/L温度 35~45°CDK 0.2~0.9 A/dm2镀液组成:Cu 15~18 g/LZn 6~8 g/L游离NaCN 8~10 g/L由于仿金镀层在空气中极易变色,因此,镀后处理极为重要。
首先要进行钝化处理。
虽然使用含六价铬的化学钝化效果也不错,但碱性重铬酸钾的电解钝化对防止仿金镀层变色效果更好,获得工厂的广泛应用。
电解钝化的工艺配方和操作条件为:名称范围仿金电解钝化粉 50~100克/升阴极电流密度 1~1.5A/dm2pH值 12.5~14.0温度常温阳极不锈钢时间 1~1.5分钟电解钝化时,镀件作阴极。
电解钝化时,镀件作阴极。
要注意保持阳极表面清洁,若阳极表面产生黑色膜,应提出槽外经水洗→酸洗→水洗干净后,再放回镀槽内。
为保证钝化质量,槽液pH值应不低于12.5,电流1A/dm2以上,如为恒电压则5-6V。
钝化后的工件必须经过充分的水洗,再作切水和切油处理。
其工艺流程如下:仿金→水洗→水洗→电解钝化→超声波水清洗→水洗一次→切水→切油。
切水是用切水剂脱去工件表面的水份,因此工件表面变得不亲水,切油是去掉工件表面的不亲水的切水剂,然后烘干喷漆。
24K仿金电镀,这里我要特别提到的是温州技术创新的24K仿金电镀。
24K仿金电镀不仅只是配方中络物和铜、锌、锡三元含量和温度的优选,而更重要是电流和时间的选择,电流分三档不同安培数,三档电流受时间控制,拉开高、中、低阴极电流,先高后低、挂具不停地轻轻的晃动,在电流作用下,镀层由淡白→微黄→近24K金黄色,镀出金色调和罩光漆烘干温度相关。
第一节镜架结构一.副镜架通常由镜圈、鼻托、桩头和镜脚等主要部分构成。
镜圈(镜框):镜片的装配位置,用金属丝,尼龙丝及螺丝,凭借着沟槽或钻孔来固定镜片,它影响到镜片的切割和眼镜的外形。
鼻梁:连接左右镜圈或直接与镜片固定连接。
鼻梁有直接置于鼻子上,也有通过托叶支撑于鼻子。
鼻托:包括托叶梗,托叶箱和托叶,托叶与鼻子直接接触,起着支撑和稳定镜架的作用。
某些浇铸成型的塑料架可以没有托叶梗和托叶箱,托叶和镜圈相连。
桩头:镜圈和镜角的连接处,一般是弯形。
镜脚:钩架在耳朵上,可以活动的,与桩头相连,起着固定镜圈作用。
铰链:连接桩头和镜脚的一个关节。
锁紧块:旋紧螺丝,把镜圈开口两侧的锁紧块紧固,从而固定镜片的作用。
除了上述部件外,还有脚套、托叶螺丝、铰链螺丝、眉毛等。
第二节镜架材料制造眼镜架的材料大致可分为金属材料、非金属材料和天然材料等三大类。
一)、金属材料用于眼镜架的金属材料有铜合金、镍合金和贵金属三大类。
要求具有一定的硬度、柔软性、弹性、耐磨性、耐腐蚀性、重量轻、有光泽和色泽好等等。
因此,用来制作眼镜架的金属材料几乎都是合金或在金属表面加工处理后使用。
1、锌白铜,又称洋白或洋银。
主要成分是铜,其中含铜64%、镍18%、锌18%,比重为8.8。
其特点是有一定的耐腐蚀性和良好的弹性,且成本低,易加工。
主要用于制作铰链、桩头和鼻梁支架等部件,低档眼镜架大多采用锌白铜材料。
使用时经人体汗水腐蚀后生锈呈铜绿色。
2、黄铜,也称铜锌合金。
含铜63%~65%、锌35%~37%,呈黄色。
其优点是便于切削加工,缺点是易变色。
常用于低档眼镜架和鼻托芯子等。
3、铜镍锌锡合金,是含铜62%、镍23%、锌13%、锡2%所组成的合金。
具有良好的弹性,经电镀处理后常用于眼镜架的鼻梁和镜腿等。
4、青铜,一般指铜锡合金,且含有少量的锌和磷。
由于青铜中含有一定量的锡元素,故价格较高,其缺点是加工困难和对酸类抗腐蚀性较差,但具有良好的弹性、抗磁性、耐磨性,在大气、海水、蒸汽中抗人体腐蚀性优于铜和黄铜等优点,故适合作眼镜架的弹簧和镜圈材料。
钛材质的镜架电镀工艺钛材质的镜架电镀工艺是一种通过将镜架浸入电解液中,利用电流在镜架表面形成金属镀层的工艺。
钛材质作为一种轻便耐用且具有良好的耐腐蚀性的金属材料,被广泛应用于镜架制作中。
而电镀工艺则可以在钛镜架表面形成一层均匀、美观且具有保护性的金属镀层,提高镜架的表面光泽度和耐用性。
钛材质的镜架电镀工艺通常包括以下几个步骤:1. 表面处理:首先,将钛镜架进行表面处理,以去除污垢和氧化层,常用的方法包括机械砂光、酸洗等。
这一步骤的目的是为了提供一个干净、光滑的表面,便于后续的电镀操作。
2. 预镀层处理:为了增加电镀层与基材的附着力,常常在钛镜架表面先进行一层金属预镀层处理。
预镀层常使用铜或镍,这些金属具有良好的导电性和附着性,可以提高后续电镀层的效果。
3. 电镀操作:将经过预镀层处理的钛镜架浸入电解液中,并通过施加一定的电流,使金属离子在电极上析出并沉积在钛镜架表面,形成金属镀层。
常用的电解液包括金属盐溶液,如铜盐、镍盐等。
电镀时间和电流强度的控制可以影响金属镀层的厚度和质量。
4. 后处理:最后,将电镀完毕的镜架进行清洗、抛光和喷漆等后处理工序,以去除残留的电解液和提高金属镀层的外观光洁度。
这些后处理工序可以进一步提升钛镜架的美观度和耐用性。
值得注意的是,钛材质的镜架电镀工艺相对复杂,需要严格控制各个环节的工艺参数,如电解液的成分和浓度、电流的强度和稳定性等。
同时,应根据市场需求和产品设计要求,选择合适的金属材料和电镀方式,以获得最佳的电镀效果。
总结起来,钛材质的镜架电镀工艺是一种通过电流在钛镜架表面形成金属镀层的工艺,可以提高镜架的表面光泽度和耐用性。
这一工艺需要经过表面处理、预镀层处理、电镀操作和后处理等步骤,严格控制各个环节的工艺参数,才能得到良好的电镀效果。