数控铣床操作面板简介 PPT
- 格式:ppt
- 大小:1.29 MB
- 文档页数:16

数控铣床加工中心机床面板操作§数控铣床加工中心机床是现代制造业中常用的重要设备之一,它能够实现高效、精确的加工操作,可以在零件加工时大大提高生产效率和产品质量。
在机床的使用过程中,操作人员需要通过机床面板来控制机床的功能,因此机床面板的操作方法非常重要。
下面我们将重点介绍数控铣床加工中心机床面板操作的相关内容,以帮助操作人员更好地使用机床。
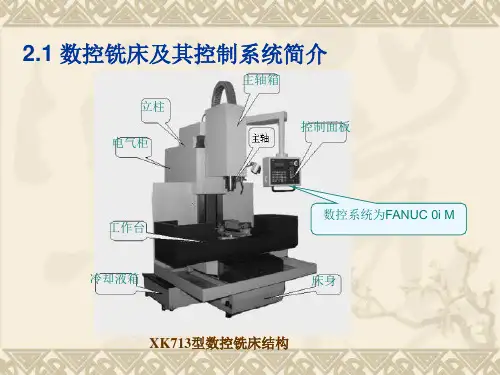
一、机床面板简介数控铣床加工中心机床面板是机床的主要操作界面,是实现机床功能的重要控制部分。
一个典型的机床面板通常由显示器、操作面板和操作杆组成。
其中,显示器会显示当前机床状态、加工模式和加工结果等信息;操作面板则包括功能键、数值键和模式切换键等按键,用于控制机床的加工操作;操作杆则负责机床的手动操作,比如手动调整加工位置和角度等。
二、机床面板的基本操作操作数控铣床加工中心机床面板需要有一定的专业知识和技能,以下是一些基本的机床面板操作方法。
1. 加工模式选择数控铣床加工中心机床可以实现多种加工模式,如钻孔、铣削、切割等。
在操作面板上有一个模式选择键,通过按下这个键可以切换不同的加工模式。
2. 启动和停止机床数控铣床加工中心机床的启动和停止可以通过操作面板上的启动键和停止键来实现。
在操作机床前,需要先确认加工参数,然后按下启动键,机床才能开始工作。
在加工过程中如有需要,可以通过停止键来停止机床的工作。
3. 加工位置和速度调整机床操作人员需要根据加工需求来调整加工位置和速度等参数。
在操作面板上有一些数值键,可以用于输入加工参数,通过按下相应的数字键可以输入具体的数值,然后按下确认键即可实现参数设置。
在手动模式下,可以通过操作杆来进行手动调整,这样可以更加精细地调整加工位置和速度等参数。
4. 模式切换数控铣床加工中心机床支持多种模式的切换,如自动模式、手动模式、手动脉冲模式等。
在操作面板上有一个模式切换键,可以通过按下这个键来切换不同的加工模式,以满足不同的加工需求。
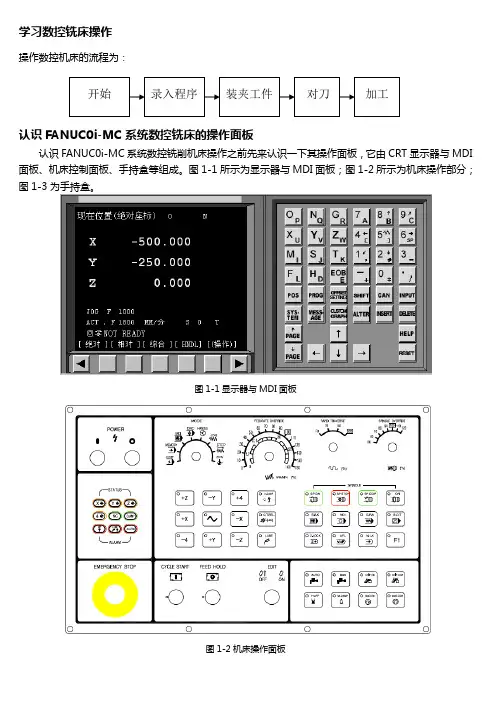
学习数控铣床操作操作数控机床的流程为:开始录入程序装夹工件对刀加工认识FANUC0i-MC系统数控铣床的操作面板认识FANUC0i-MC系统数控铣削机床操作之前先来认识一下其操作面板,它由CRT显示器与MDI 面板、机床控制面板、手持盒等组成。
图1-1所示为显示器与MDI面板;图1-2所示为机床操作部分;图1-3为手持盒。
图1-1显示器与MDI面板图1-2机床操作面板图1-3手持盒 图1-4工作方式选择旋钮显示器与MDI 面板显示器与MDI 面板是由一个9寸CRT 显示器和一个MDI 键盘构成。
MDI 键盘图1-5所示,其上上各键功能见表1-1图1-5 MDI 键盘 CRT/MDI 面板上各键功用 如表1-1所述表1-1 CRT/MDI 面板上各键功能MDI 软键功能软键实现左侧CRT 中显示内容的向上翻页;软键实现左侧CRT显示内容的向下翻页。
移动CRT 中的光标位置。
软键实现光标的向上移动;软键实现光标的向下移动;软键实现光标的向左移动;软键实现光标的向右移动。
实现字符的输入,点击键后再点击字符键,将输入右下角的字符。
例如:点击将在点击软键后再点击将在光标所处位置处输入实现字符的输入,例如:点击软键将在光标所在位置输入“字符,点击软键后再点击将在光标所在位置处输入“一、机床控制面板1.工作方式工作方式选择旋钮见图1-4,具体各工作方式的功用参见表1-2表1-2各工作方式的功用表1-2各工作方式的功能方式选择旋钮进入编辑模式,用于直接通过操作面板输入数控程序和编辑程序。
进入自动加工模式。
可自动执行存储在NC里的加工程序。
进入MDI模式,手动输入并执行指令。
手动方式,工作台连续移动。
手轮移动方式,手摇脉冲发生器生效手动快速模式。
工作台快速移动回零模式。
进入DNC模式,程序在线加工。
2.手动进给速度倍率开关(图1-6)以JOG手动或自动操作各轴的移动时,可通过调整此开关来改变各轴的移动速度。
在JOG手动移动各轴时,其移动速度等于外圈所对应值×3;在自动操作运行时,其移动速度等于内圈所对应值%×编程进给速度F。