FANUC_Series_0iMD数控铣床面板操作与对刀
- 格式:doc
- 大小:1.41 MB
- 文档页数:15
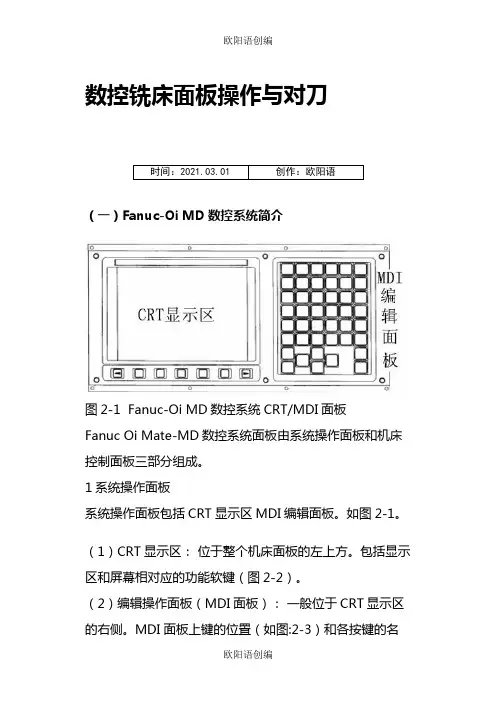
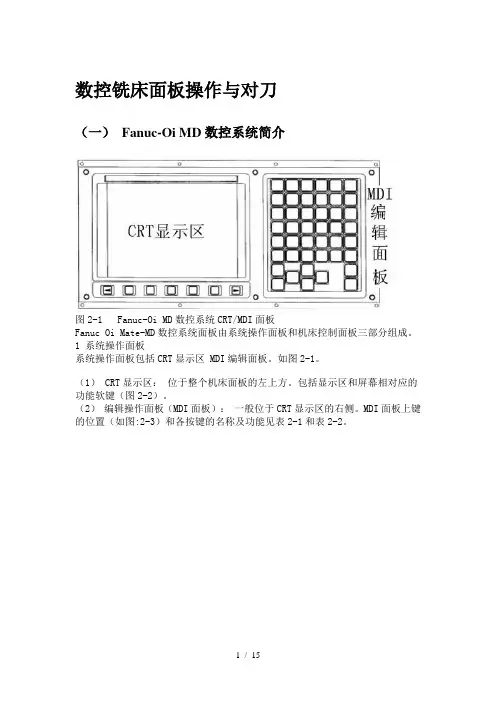
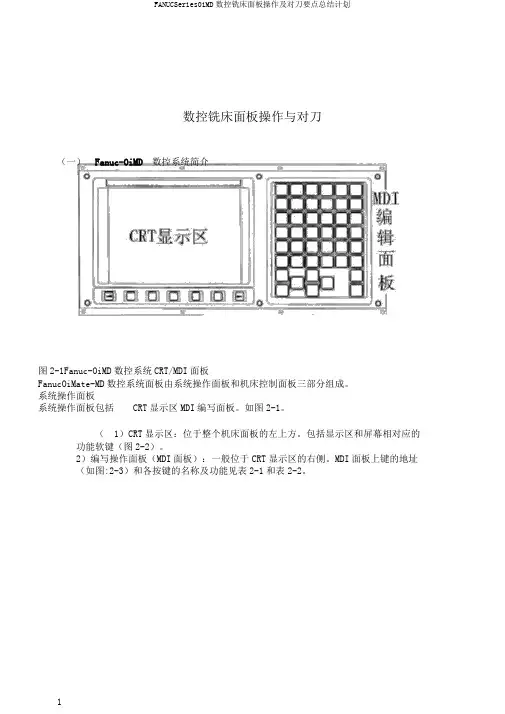
FANUC-Series-0i-MD数控铣床面板操作与对刀数控铣床面板操作与对刀〔一〕Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三局部组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
〔1〕 CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键〔图2-2〕。
〔2〕编辑操作面板〔MDI面板〕:一般位于CRT显示区的右侧。
MDI面板上键的位置〔如图:2-3〕和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明按键符号名称功能说明序号1位置显示键显示刀具的坐标位置。
2程序显示键在“edit〞模式下显示存储器内的程序;在“MDI〞模式下,输入和显示MDI数据;在“AOTO〞模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit〞模式下,删除以输入的字及CNC中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键去除输入缓冲器中的文字或者符号。
6 插入键在“Edit〞模式下,在光标后输入的字符。
7 替换键在“Edit〞模式下,替换光标所在位置的字符。
8 上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。
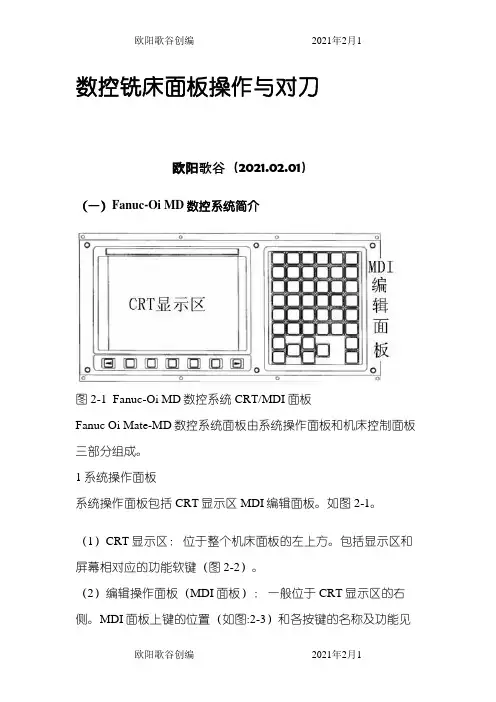
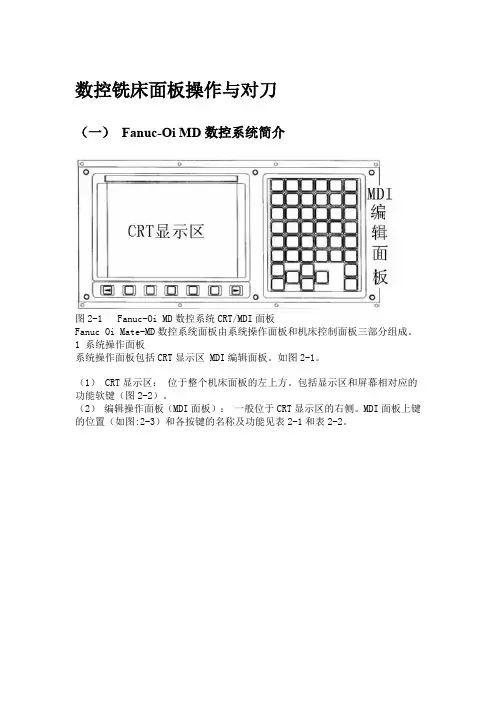
数控铣床面板操作与对刀时间:2021.03.01 创作:欧阳语(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1系统操作面板系统操作面板包括CRT显示区MDI编辑面板。
如图2-1。
(1)CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1功能软键 2扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明序号按键符号名称功能说明1位置显示键显示刀具的坐标位置。
2程序显示键在“edit”模式下显示存储器内的程序;在“MDI”模式下,输入和显示MDI数据;在“AOTO”模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit”模式下,删除以输入的字及CNC 中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键清除输入缓冲器中的文字或者符号。
6 插入键在“Edit”模式下,在光标后输入的字符。
7 替换键在“Edit”模式下,替换光标所在位置的字符。
8 上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。
FANUC数控铣床对刀操作步骤
1.准备工作
在进行对刀操作之前,需要准备好以下工具和材料:对刀仪、螺丝刀、日光灯、底座块、对刀块、校验块、刀柄和对刀块夹紧螺丝等。
2.将对刀仪安装在机床上
将对刀仪安装在机床的主轴上,并用螺丝刀固定好。
3.安装刀柄和刀具
将刀柄和刀具正确安装在主轴上,并用螺丝刀夹紧。
4.移动主轴至刀具测量点
根据加工程序要求,使用机床的手动模式将主轴移动至刀具测量点,
即刀具尖端的位置。
5.设置对刀块
将底座块和校验块放置在工件上,然后将对刀块放到刀具尖端上,并
用对刀块夹紧螺丝将其固定住。
6.开启对刀程序
在机床的控制面板上选择对刀程序,并按照提示操作,开始对刀操作。
7.确认对刀结果
对刀程序运行结束后,查看对刀仪的显示结果,确认刀具尖端与刀具
所在位置的偏差。
8.调整刀具偏差
根据对刀结果,调整刀具的位置,确保刀具尖端的位置准确无误。
9.完成对刀操作
当确认刀具尖端位置准确无误后,即完成了对刀操作。
10.完善记录
在对刀操作完成后,及时将对刀结果记录下来,并保存到相应的文件中,以备将来查阅。
总结起来,FANUC数控铣床对刀操作步骤包括准备工作、安装对刀仪、安装刀柄和刀具、移动主轴至刀具测量点、设置对刀块、开启对刀程序、
确认对刀结果、调整刀具偏差、完成对刀操作和完善记录。
通过严格按照
以上步骤进行对刀操作,可以确保刀具正确安装,提高加工效率和精度,
保证产品质量。
数控铣床面板操作与对刀简介数控铣床是一种能够实现高精度铣削加工的机床设备。
它通过电子技术和计算机控制技术来实现对工件的精确切削。
在使用数控铣床进行加工操作时,正确的面板操作和对刀是至关重要的。
本文将介绍数控铣床面板操作的基本知识和对刀的步骤。
数控铣床面板操作数控铣床的面板上通常装有操作按钮、旋钮、显示屏等控制元件。
通过这些面板上的控制元件,我们可以对数控铣床进行各种操作。
开机与关机在使用数控铣床之前,首先要进行开机操作。
通常情况下,数控铣床面板上有一个开关按钮,通过按下开关按钮将数控铣床的电源打开。
同样,在不使用数控铣床时,我们也需要进行关闭操作。
按下开关按钮将数控铣床的电源关闭,以节省能源和延长设备寿命。
程序输入与编辑数控铣床一般通过输入或编辑程序来控制加工过程。
在面板上,通常有相关的操作按钮或旋钮用于程序输入和编辑。
程序输入程序输入是将加工程序输入到数控铣床中的过程。
数控铣床面板上通常有一个输入按钮或输入键,通过按下该按钮可以进入程序输入模式。
在程序输入模式下,我们可以通过面板上的键盘或其他输入设备将加工程序输入到数控铣床中。
程序编辑程序编辑是对已输入的程序进行修改或编辑的过程。
在数控铣床面板上,通常有相关的编辑按钮或编辑键,通过按下该按钮可以进入程序编辑模式。
在程序编辑模式下,我们可以对已输入的程序进行修改、添加或删除操作,以满足具体加工需求。
运行与暂停在数控铣床面板上,通常有运行按钮或运行键,通过按下该按钮可以启动加工程序的执行。
在加工过程中,有时我们可能需要进行暂停操作。
数控铣床面板上通常有一个暂停按钮或暂停键,通过按下该按钮可以使数控铣床暂停加工程序的执行。
喂进与步进喂进和步进是数控铣床常用的两种工作模式。
喂进喂进是让刀具按照一定速度和方向移动到指定位置的过程。
在数控铣床面板上,通常有一个喂进按钮或喂进键,通过按下该按钮可以启动喂进功能。
在喂进功能下,我们可以调节刀具的喂给速度和喂给方向,以实现精确的切削加工。
数控铣床面板操作与对刀数控铣床是一种高精度加工设备,通过电脑程序来控制刀具的运动轨迹和加工深度等参数,实现高精度的铣削加工。
而数控铣床面板操作和对刀是使用数控铣床的基本技能之一,下面我们就来详细了解一下数控铣床的面板操作和对刀技巧。
一、数控铣床面板操作步骤:1、开机:先检查数控铣床的电源是否接通,然后按下电源开关,等待机床启动,直到出现“等待界面”或“主界面”。
2、选择程序:按照加工工艺要求,先选择好程序,输入程序名字或程序号,然后按下“程序选择”键,就可以将程序加载到数控系统中。
3、加载工件坐标:工件坐标主要是指横、纵、高度三个坐标的位置信息,这个坐标信息需要先通过测量或者外部文件加载的方式导入到数控系统中,以便数控系统确定机械手的移动路线,继而控制加工过程。
4、输入刀具信息:刀具信息也需要提前输入到数控系统中,包括刀具半径、刀长、刀具编号等信息,以便系统根据刀具信息来确定加工路线和刀具运动轨迹。
5、设定加工参数:按照加工工艺要求,设定好加工速度、送料速度、进给速度等加工参数。
6、手动操作调整工件位置:用手把工件轻轻推动,同时按下“手动”按钮进入手动操作模式,然后手动调整工件的位置,直到位置达到加工要求。
7、启动加工:在保证加工条件安全的前提下,按下“开始”按钮启动自动加工模式,并观察加工过程是否顺畅。
8、停止加工:在加工完成之后,按下“停止”按钮停止自动加工,然后将切削头移动至安全位置,以便较好地检查加工结果。
二、数控铣床对刀技巧:1、对刀前准备:先拿出红胶布、白胶布和刀具,准备好对刀仪或者千分尺,然后将刀具插入刀夹中,并用胶布固定牢固。
2、对刀方式:用对刀仪或千分尺依次测量三个方向的位置,确定X、Y、Z三个方向的偏差,然后将每个方向的偏差值输入到数控铣床系统中,以便系统进行自动校正。
对于千分尺对刀方式,需要依次测量高度、横向、纵向的偏差值,并手动调整刀具位置。
3、注意事项:在对刀过程中,需要注意刀具是否牢固,是否对着工件的正确位置进行加工,对于新的刀具需要先测量其尺寸参数,并在加工之前进行校正,以便得到更加精确的加工效果。
数控铣床面板操作与对刀(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明按键符号名称功能说明序号1位置显示键显示刀具的坐标位置。
2程序显示键在“edit”模式下显示存储器内的程序;在“MDI”模式下,输入和显示MDI数据;在“AOTO”模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit”模式下,删除以输入的字及CNC中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键清除输入缓冲器中的文字或者符号。
6 插入键在“Edit”模式下,在光标后输入的字符。
7 替换键在“Edit”模式下,替换光标所在位置的字符。
8 上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。
11 光标移动键用于改变光标在程序中的位置。
数控铣床面板操作与对刀欧阳歌谷(2021.02.01)(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1系统操作面板系统操作面板包括CRT显示区MDI编辑面板。
如图2-1。
(1)CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1功能软键 2扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明序号按键符号名称功能说明1位置显示键显示刀具的坐标位置。
2程序显示键在“edit”模式下显示存储器内的程序;在“MDI”模式下,输入和显示MDI数据;在“AOTO”模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit”模式下,删除以输入的字及CNC 中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键清除输入缓冲器中的文字或者符号。
6 插入键在“Edit”模式下,在光标后输入的字符。
7 替换键在“Edit”模式下,替换光标所在位置的字符。
8上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。

数控铣床面板操作与对刀(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明按键符号名称功能说明序号1位置显示键显示刀具的坐标位置。
2程序显示键在“edit”模式下显示存储器内的程序;在“MDI”模式下,输入和显示MDI数据;在“AOTO”模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit”模式下,删除以输入的字及CNC中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键清除输入缓冲器中的文字或者符号。
6 插入键在“Edit”模式下,在光标后输入的字符。
7 替换键在“Edit”模式下,替换光标所在位置的字符。
8 上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。
11 光标移动键用于改变光标在程序中的位置。
数控铣床面板操作与对刀(一)Fanuc-OiMD数控系统简介图2-1Fanuc-OiMD数控系统CRT/MDI面板FanucOiMate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
系统操作面板系统操作面板包括CRT显示区MDI编写面板。
如图2-1。
(1)CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
2)编写操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的地址(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2FanucOiMate-MD数控系统CRT显示区1功能软键 2 扩展软键图2-3MDI面板表2-1FanucOiMD系统MDI面板上主功能键与功能说明序号按键符号名称功能说明1地址显示刀具的坐标地址。
显示键程序在“edit”模式下显示储藏器内的程序;在2“MDI”模式下,输入和显示MDI数据;在“AOTO”显示键模式下,显示当前待加工也许正在加工的程序。
3参数设定/显示设定并显示刀具补偿值工件坐标系已经及宏程键序变量。
4系统系统参数设定与显示,以及自诊断功能数据显示显示键等。
5报警信息显示显示NC报警信息键6图形显示键显示刀具轨迹等图形。
表2-2FanucOiMD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1复位键用于所有操作停止或清除报警,CNC复位。
2帮助键供应与系统相关的帮助信息。
3删除键在“Edit”模式下,删除以输入的字及CNC 中存在的程序。
4输入键加工参数等数值的输入。
5取消键除去输入缓冲器中的文字也许符号。
6插入键在“Edit”模式下,在光标后输入的字符。
7代替键在“Edit”模式下,代替光标所在地址的字符。
8 上档键用于输入处在上档地址的字符。
9 光标翻页键向上也许向下翻页10 程序编写键用于NC程序的输入。
11 光标搬动键用于改变光标在程序中的地址。
机床控制面板FanucOiMate-MD数控系统的控制面板平时在CRT显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
数控铣床面板操作与对刀(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明2 机床控制面板Fanuc Oi Mate-MD 数控系统的控制面板通常在CRT 显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 Fanuc Oi Mate-MD 数控系统的控制面板表2-3 Fanuc Oi Mate-MD 数控系统的控制面板各按键及功能(二)机床操作1 开机在操作机床之前必须检查机床是否正常,并使机床通电,开机顺序如下:(1)先开机床总电源;(2)然后开机床稳压器电源;(3)开机床电源;(4)开数控系统电源(按控制面板上的POWER ON按钮);(5)最后把系统急停键旋起。
2 机床手动返回参考点CNC机床上有一个确定的机床位置的基准点,这个点叫做参考点。
通常机床开机以后,第一件要做的事情就是使机床返回到参考点位置。
如果没有执行返回参考点就操作机床,机床的运动将不可预料。
行程检查功能在执行返回参考点之前不能执行。
机床的误动作有可能造成刀具机床本身和工件的损坏,甚至伤害到操作者。
所以机床接通电源后必须正确的使机床返回参考点。
数控铣床面板操作与对刀时间:2021.03.11 创作:欧阳音(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1系统操作面板系统操作面板包括CRT显示区MDI编辑面板。
如图2-1。
(1)CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区 1功能软键 2扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明序号按键符号名称功能说明1 位置显示键显示刀具的坐标位置。
2 程序显示键在“edit”模式下显示存储器内的程序;在“MDI”模式下,输入和显示MDI数据;在“AOTO”模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4 系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit”模式下,删除以输入的字及CNC 中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键清除输入缓冲器中的文字或者符号。
6 插入键在“Edit”模式下,在光标后输入的字符。
7 替换键在“Edit”模式下,替换光标所在位置的字符。
8 上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。
数控铣床面板操作与对刀(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明2 机床控制面板 Fanuc Oi Mate-MD 数控系统的控制面板通常在CRT 显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 Fanuc Oi Mate-MD 数控系统的控制面板表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能(二)机床操作1 开机在操作机床之前必须检查机床是否正常,并使机床通电,开机顺序如下:(1)先开机床总电源;(2)然后开机床稳压器电源;(3)开机床电源;(4)开数控系统电源(按控制面板上的POWER ON按钮);(5)最后把系统急停键旋起。
2 机床手动返回参考点CNC机床上有一个确定的机床位置的基准点,这个点叫做参考点。
通常机床开机以后,第一件要做的事情就是使机床返回到参考点位置。
如果没有执行返回参考点就操作机床,机床的运动将不可预料。
行程检查功能在执行返回参考点之前不能执行。
机床的误动作有可能造成刀具机床本身和工件的损坏,甚至伤害到操作者。
所以机床接通电源后必须正确的使机床返回参考点。
数控铣床面板操纵与对刀之袁州冬雪创作(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板 Fanuc Oi Mate-MD数控系统面板由系统操纵面板和机床节制面板三部分组成.1系统操纵面板系统操纵面板包含CRT显示区MDI 编辑面板.如图2-1.(1)CRT显示区:位于整个机床面板的左上方.包含显示区和屏幕相对应的功能软键(图2-2).(2)编辑操纵面板(MDI面板):一般位于CRT显示区的右侧.MDI面板上键的位置(如图:2-3)和各按键的称号及功能见表2-1和表2-2.图2-2 Fanuc Oi Mate-MD数控系统CRT显示区 1功能软键 2扩大软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明序号按键符号称号功能说明1 位置显示键显示刀具的坐标位置.2 程序显示键在“edit”形式下显示存储器内的程序;在“MDI”形式下,输入和显示MDI数据;在“AOTO”形式下,显示当前待加工或者正在加工的程序.3 参数设定/显示键设定并显示刀具抵偿值工件坐标系已经及宏程序变量.4 系统显示键系统参数设定与显示,以及自诊断功能数据显示等.5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形.表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明序号按键符号称号功能说明1 复位键用于所有操纵停止或消除报警,CNC复位.2 帮忙键提供与系统相关的帮忙信息.3 删除键在“Edit”形式下,删除以输入的字及CNC 中存在的程序.4 输入键加工参数等数值的输入.5 取消键清除输入缓冲器中的文字或者符号.6 拔出键在“Edit”形式下,在光标后输入的字符.7 替换键在“Edit”形式下,替换光标所在位置的字符.8 上档键用于输入处在上档位置的字符.9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入.11 光标移动键用于改变光标在程序中的位置.2机床节制面板Fanuc Oi Mate-MD数控系统的节制面板通常在CRT显示区的下方(如图:2-3),各按键(旋钮)的称号及功能见表2-3.图2-3 Fanuc Oi Mate-MD数控系统的节制面板表2-3 Fanuc Oi Mate-MD数控系统的节制面板各按键及功能序号按键旋钮符号按键旋钮称号功能说明1 系统电源开关按下左边绿色键,机床系统电源开;按下右边红色键,机床系统电源关.2 急停按键告急情况下按下此按键,机床停止一切的运动.3 循环启动键在MDI或者MEM形式下,按下此键,机床自动执行当前程序.序号按键旋钮符号按键旋钮称号功能说明4 循环启动停止键在MDI或者MEM形式下,按下此键,机床暂停程序自动运行,直接再一次按下循环启动键.5 进给倍率旋钮以给定的F指令进给时,可在0—150%的范围内修改进给率.JOG方式时,亦可用其改变JOG速率.6 机床的工作形式1) DNC:DNC工作方式2)EDIT:编辑方式3) MEM:自动方式4) MDI:手动数据输入方式5) JOG:手动进给方式6) MPG:手轮进给方式7)ZRN:手动返回机床参考零点方式序号按键旋钮符号按键旋钮称号功能说明7 轴进给方向键在JOG或者RAPID形式下,按下某一运动轴按键,被选择的轴会以进给倍率的速度移动,松开按键则轴停止移动.8 主轴顺时针转按键按下此键,主轴顺时针旋转.9 主轴逆时针转按键按下此键,主轴逆时针旋转.10 程序跳段开关键在“MEM”形式下,此键ON时(指示灯亮),程序中“/”的程序段被跳过执行:此键“off”时(指示灯灭),完成执行程序中的所有程序段.11 Z轴锁定开关键在“MEM”形式下,此键ON时(指示灯亮),机床Z轴被锁定.12 选择停止开关键在“MEM”形式下,此键ON时(指示灯亮),程序中的M01有效,此键OFF时(指示灯灭),程序中M01无效.序号按键旋钮符号按键旋钮称号功能说明13 空运行开关键在“MEM”形式下,此键ON时(指示灯亮),程序以疾速方式运行;此键OFF时(指示灯灭),程序以F所指令的进给速度运行.14 单段执行开关键在“MEM”形式下,此键ON时(指示灯亮),每按一次循环启动键,机床执行一段程序后暂停;此键OFF时(指示灯灭),每按一次循环启动键,机床持续执行程序段.15 空气寒气开关键按此键可以节制空气冷却的打开或者关闭.16 冷却液开关键按此键可以节制冷却液的打开或者关闭.17 机床润滑键按一下此键,机床会自动加润滑油.序号按键旋钮符号按键旋钮称号功能说明18 机床照明开关键此键ON时,打开机床的照明灯;此键OFF时,关闭机床照明灯.(二)机床操纵1开机在操纵机床之前必须检查机床是否正常,并使机床通电,开机顺序如下:(1)先开机床总电源;(2)然后开机床稳压器电源;(3)开机床电源;(4)开数控系统电源(按节制面板上的POWER ON按钮);(5)最后把系统急停键旋起.2机床手动返回参考点CNC机床上有一个确定的机床位置的基准点,这个点叫做参考点.通常机床开机以后,第一件要做的事情就是使机床返回到参考点位置.如果没有执行返回参考点就操纵机床,机床的运动将不成预料.行程检查功能在执行返回参考点之前不克不及执行.机床的误动作有能够造成刀具机床自己和工件的损坏,甚至伤害到操纵者.所以机床接通电源后必须正确的使机床返回参考点.机床返回参考点有手动返回参考点和自动返回参考点两种方式.一般情况下都是使用手动返回参考点.手动返回参考点就是用操纵面板上的开关或者按钮将刀具移动到参考点位置.详细操纵如下:(1)先将机床工作形式旋转到方式;(2)按机床节制面板上的+Z轴,使Z轴回到参考点(指示灯亮).(3)再按+X轴和+Y轴,两轴可以同时停止返回参考点.自动返回参考点就是用程序指令将刀具移动到参考点.例如执行程序:G91 G28 Z0;(Z轴返回参考点)X0 Y0;(XY轴返回参考点)注意:为了平安起见,一般情况下机床回参考点时,必须先使Z轴回到机床参考点后才可使XY返回参考点.XYZ三个坐标轴的参考点指示灯亮起时,说明三条轴分别回到了机床参考点.3关机关闭机床顺序步调如下:(1)首先按下数控系统节制面板的急停按钮;(2)按下POWER OFF按钮关闭系统电源;(3)关闭机床电源;(4)关闭稳压器电源;(5)关闭总电源.注:在关闭机床前,尽能够将XYZ轴移动到机床的大致中间位置,以坚持机床的重心平衡.同时也方便下次开机后返回参考点时,防止机床移动速度过大而超程.4手动形式操纵手动形式操纵有手动持续进给和手动疾速进给两种.在手动持续(JOG)方式中,按住操纵面板上的进给轴(+X+Y+Z 或者-X-Y-Z),会使刀具沿着所选轴的所选方向持续移动.JOG进给速度可以通过进给速率按钮停止调整.在疾速移动(RIPID)形式中,按住操纵面板上的进给轴及方向,会使刀具以疾速移动的速度移动.RIPID移动速度通过疾速速率按钮停止调整.(图2-6)手动持续进给(JOG)操纵的步调如下:(1)按下方式选择开关的手动持续(JOG)选择开关;(2)通过进给轴(+X+Y+Z或者-X-Y-Z),选择将要使刀具沿其移动的轴和方向.按下相应的按钮时,刀具以参数指定的速度移动.释放按钮,移动停止.疾速移动进给(RIPID)的操纵与JOG方式相同,只是移动的速度纷歧样,其移动的速度跟程序指令G00的一样.注:手动进给和疾速进给时,移动轴的数量可以是XYZ中的任意一个轴,也可以是XYZ三个轴中的任意2个轴一起联动,甚至是3个轴一起联动,这个是根据数控系统参数设置而定.5手轮形式操纵在Fanuc Oi Mate-MD数控系统中,手轮是一个与数控系统以数据线相连的独立个体.它由节制轴旋钮移动量旋钮和手摇脉冲发生器组成(如图2-7)所示.图2-7 手轮在手轮进给方式中,刀具可以通过旋转机床操纵面板上的手摇脉冲发生器微量移动.手轮旋转一个刻度时,刀具移动的间隔根据手轮上的设置有3种分歧的移动间隔,分别为:0.001mm0.01mm0.1mm.详细操纵如下:(1)将机床的工作形式拧到手轮(MPG)形式;(2)在手轮中选择要移动的进给轴,并选择移动一个刻度移动轴的移动量.(3)旋转手轮的转向想对应的方向移动刀具,手轮转动一周时刀具的移动相当于100个刻度的对应值.注:手轮进给操纵时,一次只能选择一个轴的移动.手轮旋转操纵时,请按每秒5转以下的速度旋转手轮.如果手轮旋转的速度超出了每秒5转,刀具有能够在手轮停止旋转后还不克不及停止下来或者刀具移动的间隔与手轮旋转的刻度不相符.6手动数据输入(MDI形式)在MDI方式中,通过MDI面板,可以编制最多10行的程序并被执行,程序的格式和普通程序一样.MDI运行使用于简单的测试操纵,比方:检验工件坐标位置,主轴旋转等一些简短的程序.MDI方式中编制的程序不克不及被保管,运行完MDI上的程序后,该程序会消失.使用MDl键盘输入程序并执行的操纵步调如下:(1)将机床的工作方式设置为MDI方式;(2)按下MDI操纵面板上的“PROG”功能键选择程序屏幕.通过系统操纵面板输入一段程序,例如使主轴转动程序输入:S1000 M03.(3)按下EOB键,再按下INPUT键,则程序竣事符号被输入;(4)按循环启动按钮,则机床执行之前输入好的程序.如:S1000 M03,该程序段的意思是主轴顺时针旋转1000r/min.7程序创建和删除(1)程序的创建:首先进入EDIT编辑方式,然后按下PROG键,输入地址键O,输入要创建的程序号,如:O0001,最后按下“INSERT”键,输入的程序号被创建.然后再按编制好的程序输入相应的字符和数字,再按下INPUT键,程序段内容被输入.(2)程序的删除:让系统处于EDIT方式,按下功能键“PROG”,显示程序显示画面,输入要删除的程序名:如O0001;再按下“DELETE”键,则程序O0001被删除.如果要删除存储器里的所有程序则输入:O-9999, 再按下“DELETE”键即可.8刀具抵偿参数的输入刀具长度抵偿量和刀具半径抵偿量由程序中的H或者D代码指定.H或者D代码的值可以显示在画面上,并借助画面上停止设定.设定和显示刀具抵偿值的步调如下:(1)按下功能键“OFFSET/SETTING”(2)按下软键“OFFSET”或者多次按下“OFFSET/SETTING”键直到显示刀具抵偿画面(如图2-8).(3)通过页面键和光标键将光标移到要设定和改变抵偿值的地方,或者输入抵偿号码.(4)要设定抵偿值,输入一个值并按下软键“INPUT”.要修改抵偿值,输入一个将要加到当前抵偿值的值(负值将减小当前的值)并按下“+INPUT”.或者输入一个新值,并按下“INPUT”键.图2-8 H和D抵偿的显示界面9程序自动运行操纵机床的自动运行也称为机床的自动循环.确定程序及加工参数正确无误后,选择自动加工形式,按下数控启动键运行程序,对工件停止自动加工. 程序自动运行操纵如下:(1)按下“PROG”键显示程序屏幕;(2)按下地址键“O”以及用数字键输入要运行的程序号,并按下“O SRH”键;(3)按下机床操纵面板上的循环启动键(CYCLE START).所选择的程序会启动自动运行,启动键的灯会亮.当程序运行完毕后,指示灯会熄灭.在中途停止或者暂停自动运行时,可以按下机床节制面板上的暂停键(FEED HOLD),暂停进给指示灯亮,而且循环指示灯熄灭.执行暂停自动运行后,如果要继续自动执行该程序,则按下循环启动键(CYCLE START),机床会接着之前的程序继续运行.要终止程序的自动运行操纵时,可以按下MDI面板上的“RESET”键,此时自动运行被终止,并进入复位状态.当机床在移动过程中,按下复位键“RESET”时,机床会减速直到停止.(三)刀具的装置1刀柄数控铣床/加工中心上用的立铣刀和钻头大多采取弹簧夹套装夹方式装置在刀柄上的,刀柄由主柄部,弹簧夹套夹紧螺母组成,如图2-9所示.图2-9 刀柄的布局2铣刀的装夹铣刀装置顺序:1把弹簧夹套装置在夹紧螺母里;2将刀具放进弹簧夹套里边;3将前面做的刀具整体放到与主刀柄配合的位置上并用扳手将夹紧螺母拧紧使刀具夹紧.4将刀柄装置到机床的主轴上.由于铣刀使用时处于悬臂状态,在铣削加工过程中,有时能够出现立铣刀从刀夹中逐渐伸出,甚至完全掉落,致使工件报废的现象,其原因一般是因为刀夹内孔与立铣刀刀柄外径之间存在油膜,造成夹紧力缺乏所致.立铣刀出厂时通常都涂有防锈油,如果切削时使用非水溶性切削油,弹簧夹套内孔也会附着一层雾状油膜,当刀柄和弹簧夹套上都存在油膜时,弹簧夹套很难安稳夹紧刀柄,在加工中立铣刀就容易松动掉落.所以在立铣刀装夹前,应先将立铣刀柄部和弹簧夹套内孔用清洗液清洗干净,擦干后再停止装夹.当立铣刀的直径较大时,即使刀柄和刀夹都很清洁,还是能够发生掉刀事故,这时应选用带削平缺口的刀柄和相应的正面锁紧方式.立铣刀夹紧后能够出现的另外一问题是加工中立铣刀在刀夹端口处折断,其原因一般是因为刀夹使用时间过长,刀夹端口部已磨损成锥形(四)对刀在加工程序执行前,调整每把刀的刀位点,使其尽能够重合某一抱负基准点,这一过程称为对刀.对刀的目标是通过刀具或对刀工具确定工件坐标系与机床坐标系之间的空间位置关系,并将对刀数据输入到相应的存储位置.它是数控加工中最重要的工作内容,其准确性将直接影响零件的加工精度.对刀作分为X Y向对刀和Z向对刀.1对刀方法根据现有条件和加工精度要求选择对刀方法,可采取试切法寻边器对刀机内对刀仪对刀自动对刀等.其中试切法对刀精度较低,加工中常常使用寻边器和Z向设定器对刀,效率高,能包管对刀精度. 2对刀工具(1)寻边器寻边器主要用于确定工件坐标系原点在机床坐标系中的XY值,也可以丈量工件的简单尺寸. 寻边器有偏心式和光电式等类型,如图2-9所示.其中以偏心式较为常常使用. 偏心式寻边器的测头一般为10mm和4mm两种的圆柱体,用弹簧拉紧在偏心式寻边器的测杆上.光电式寻边器的测头一般为10mm的钢球,用弹簧拉紧在光电式寻边器的测杆上,碰到工件时可以退让,并将电路导通,发出光讯号.通过光电式寻边器的指示和机床坐标位置可得到被测概况的坐标位置.(2)Z轴设定器Z轴设定器主要用于确定工件坐标系原点在机床坐标系的Z 轴坐标,或者说是确定刀具在机床坐标系中的高度. Z轴设定器有光电式和指针式等类型,如图2-10所示.通过光电指示或指针断定刀具与对刀器是否接触,对刀精度一般可达0.005mm.Z轴设定器带有磁性表座,可以安稳地附着在工件或夹具上,其高度一般为50mm或100mm.(a)偏心式 (b)光电式图2-9 寻边器(a)光电式 (b)指针式图2-10 Z轴设定器3对刀实例以精加工过的零件毛坯,如图2-11所示,采取寻边器对刀,其详细步调如下:(1)X,Y向对刀①将工件通过夹具装在机床工作台上,装夹时,工件的四个正面都应留出寻边器的丈量位置. ②疾速移动工作台和主轴,让寻边器测头接近工件的左侧;③改用手轮操纵,让测头渐渐接触到工件左侧,直到目测寻边器的下部侧头与上固定端重合,将机床坐标设置为相对坐标值显示,按MDI面板上的按键X,然后按下INPUT,此时当前位置X坐标值为0;④抬起寻边器至工件上概况之上,疾速移动工作台和主轴,让测头接近工件右侧;⑤改用手轮操纵,让测头渐渐接触到工件右侧,直到目测寻边器的下部侧头与上固定端重合,记下此时机械坐标系中的X坐标值,若测头直径为10mm,则坐标显示为110.000;图2-11 100x60x30的毛坯⑥提起寻边器,然后将刀具移动到工件的X中心位置,中心位置的坐标值110.000/2=55,然后按下X键,按INPUT 键,将坐标设置为0,检查并记下此时机械坐标系中的X坐标值.此值为工件坐标系原点W在机械坐标系中的X坐标值.⑦同理可测得工件坐标系原点W在机械坐标系中的Y坐标值. (2)Z向对刀①卸下寻边器,将加工所用刀具装上主轴;②准备一支直径为10mm的刀柄(用以辅助对刀操纵);③疾速移动主轴,让刀具端面接近工件上概况低于10mm,即小于辅助刀柄直径;④改用手轮微调操纵,使用辅助刀柄在工件上概况与刀具之间的地方平推,一边用手轮微调Z轴,直到辅助刀柄刚好可以通过工件上概况与刀具之间的空地,此时的刀具断面到工件上概况的间隔为一把辅助刀柄的间隔,10mm;⑤在相对坐标值显示的情况下,将Z轴坐标“清零”,将刀具移开工件正上方,然后将Z轴坐标向下移动10mm,记下此时机床坐标系中的Z值,此时的值为工件坐标系原点W在机械坐标系中的Z坐标值;(3)将测得的XYZ值输入到机床工件坐标系存储地址中(一般使用G54-G59代码存储对刀参数). 4注意事项在对刀作过程中需注意以下问题:(1)根据加工要求采取正确的对刀工具,节制对刀误差;(2)在对刀过程中,可通过改变微调进给量来提高对刀精度;(3)对刀时需小心谨严作,尤其要注意移动方向,防止发生碰撞危险;(4)对Z轴时,微量调节的时候一定要使Z轴向上移动,防止向下移动时使刀具辅助刀柄和工件相碰撞,造成损坏刀具,甚至出现危险.(5)对刀数据一定要存入与程序对应的存储地址,防止因调用错误而发生严重后果. 5刀具抵偿值的输入和修改根据刀具的实际尺寸和位置,将刀具半径抵偿值和刀具长度抵偿值输入到与程序对应的存储位置.需注意的是,抵偿的数据正确性符号正确性及数据所在地址正确性都将威胁到加工,从而导致撞车危险或加工报废.。
F A N U C S e r i e s i M D数控铣床面板操作与对刀The latest revision on November 22, 2020数控铣床面板操作与对刀(一) Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明2 机床控制面板Fanuc Oi Mate-MD数控系统的控制面板通常在CRT显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 Fanuc Oi Mate-MD数控系统的控制面板表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能序号按键旋钮符号按键旋钮名称功能说明1系统电源开关按下左边绿色键,机床系统电源开;(二)机床操作1 开机在操作机床之前必须检查机床是否正常,并使机床通电,开机顺序如下:(1)先开机床总电源;(2)然后开机床稳压器电源;(3)开机床电源;(4)开数控系统电源(按控制面板上的POWER ON按钮);(5)最后把系统急停键旋起。
2 机床手动返回参考点CNC机床上有一个确定的机床位置的基准点,这个点叫做参考点。
通常机床开机以后,第一件要做的事情就是使机床返回到参考点位置。
数控铣床面板操作与对刀(一)数控系统简介图2-1 数控系统面板数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括显示区编辑面板。
如图2-1。
(1)显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(面板):一般位于显示区的右侧。
面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 数控系统显示区1 功能软键2 扩展软键图2-3 面板表2-1 系统面板上主功能键与功能说明表2-2 系统面板上其他按键与功能说明2 机床控制面板数控系统的控制面板通常在显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 数控系统的控制面板表2-3 数控系统的控制面板各按键及功能(二)机床操作1 开机在操作机床之前必须检查机床是否正常,并使机床通电,开机顺序如下:(1)先开机床总电源;(2)然后开机床稳压器电源;(3)开机床电源;(4)开数控系统电源(按控制面板上的按钮);(5)最后把系统急停键旋起。
2 机床手动返回参考点机床上有一个确定的机床位置的基准点,这个点叫做参考点。
通常机床开机以后,第一件要做的事情就是使机床返回到参考点位置。
如果没有执行返回参考点就操作机床,机床的运动将不可预料。
行程检查功能在执行返回参考点之前不能执行。
机床的误动作有可能造成刀具机床本身和工件的损坏,甚至伤害到操作者。
所以机床接通电源后必须正确的使机床返回参考点。
机床返回参考点有手动返回参考点和自动返回参考点两种方式。
一般情况下都是使用手动返回参考点。
手动返回参考点就是用操作面板上的开关或者按钮将刀具移动到参考点位置。
具体操作如下:(1)先将机床工作模式旋转到方式;(2)按机床控制面板上的轴,使Z轴回到参考点(指示灯亮)。
(3)再按轴和轴,两轴可以同时进行返回参考点。
自动返回参考点就是用程序指令将刀具移动到参考点。
数控铣床面板操作与对刀(一)Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区:位于整个机床面板的左上方。
包括显示区和屏幕相对应的功能软键(图2-2)。
(2)编辑操作面板(MDI面板):一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明按键符号名称功能说明序号表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明2 机床控制面板Fanuc Oi Mate-MD数控系统的控制面板通常在CRT显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 Fanuc Oi Mate-MD数控系统的控制面板表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能序号按键旋钮符号按键旋钮名称功能说明1系统电源开关按下左边绿色键,机床系统电源开;按下右边红色键,机床系统电源关。
2急停按键紧急情况下按下此按键,机床停止一切的运动。
3循环启动键在MDI或者MEM模式下,按下此键,机床自动执行当前程序。
序号按键旋钮符号按键旋钮名称功能说明4 循环启动停止键在MDI或者MEM模式下,按下此键,机床暂停程序自动运行,直接再一次按下循环启动键。
5 进给倍率旋钮以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
(二)机床操作1 开机在操作机床之前必须检查机床是否正常,并使机床通电,开机顺序如下:(1)先开机床总电源;(2)然后开机床稳压器电源;(3)开机床电源;(4)开数控系统电源(按控制面板上的POWER ON按钮);(5)最后把系统急停键旋起。
数控铣床面板操作与对刀(一) Fanuc-Oi MD数控系统简介图2-1 Fanuc-Oi MD数控系统CRT/MDI面板Fanuc Oi Mate-MD数控系统面板由系统操作面板与机床控制面板三部分组成。
1 系统操作面板系统操作面板包括CRT显示区 MDI编辑面板。
如图2-1。
(1) CRT显示区: 位于整个机床面板的左上方。
包括显示区与屏幕相对应的功能软键(图2-2)。
(2) 编辑操作面板(MDI面板): 一般位于CRT显示区的右侧。
MDI面板上键的位置(如图:2-3)与各按键的名称及功能见表2-1与表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区1 功能软键2 扩展软键图2-3 MDI面板表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明按键符号名称功能说明序号1位置显示键显示刀具的坐标位置。
2程序显示键在“edit”模式下显示存储器内的程序;在“MDI”模式下,输入与显示MDI数据;在“AOTO”模式下,显示当前待加工或者正在加工的程序。
3 参数设定/显示键设定并显示刀具补偿值工件坐标系已经及宏程序变量。
4系统显示键系统参数设定与显示,以及自诊断功能数据显示等。
5 报警信息显示键显示NC报警信息6 图形显示键显示刀具轨迹等图形。
表2-2 Fanuc Oi MD系统MDI面板上其她按键与功能说明序号按键符号名称功能说明1 复位键用于所有操作停止或解除报警,CNC复位。
2 帮助键提供与系统相关的帮助信息。
3 删除键在“Edit”模式下,删除以输入的字及CNC中存在的程序。
4 输入键加工参数等数值的输入。
5 取消键清除输入缓冲器中的文字或者符号。
6 插入键在“Edit”模式下,在光标后输入的字符。
7 替换键在“Edit”模式下,替换光标所在位置的字符。
8 上档键用于输入处在上档位置的字符。
9 光标翻页键向上或者向下翻页10 程序编辑键用于NC程序的输入。
11 光标移动键用于改变光标在程序中的位置。
2 机床控制面板Fanuc Oi Mate-MD数控系统的控制面板通常在CRT显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 Fanuc Oi Mate-MD数控系统的控制面板表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能序号按键旋钮符号按键旋钮名称功能说明1系统电源开关按下左边绿色键,机床系统电源开;按下右边红色键,机床系统电源关。
2急停按键紧急情况下按下此按键,机床停止一切的运动。
3循环启动键在MDI或者MEM模式下,按下此键,机床自动执行当前程序。
序号按键旋钮符号按键旋钮名称功能说明4 循环启动停止键在MDI或者MEM模式下,按下此键,机床暂停程序自动运行,直接再一次按下循环启动键。
5 进给倍率旋钮以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
6 机床的工作模式1) DNC:DNC工作方式2) EDIT:编辑方式3) MEM:自动方式4) MDI:手动数据输入方式5) JOG:手动进给方式6) MPG:手轮进给方式7) ZRN:手动返回机床参考零点方式序号按键旋钮符号按键旋钮名称功能说明7 轴进给方向键在JOG或者RAPID模式下,按下某一运动轴按键,被选择的轴会以进给倍率的速度移动,松开按键则轴停止移动。
8 主轴顺时针转按键按下此键,主轴顺时针旋转。
9 主轴逆时针转按键按下此键,主轴逆时针旋转。
10 程序跳段开关键在“MEM”模式下,此键ON时(指示灯亮),程序中“/”的程序段被跳过执行:此键“off”时(指示灯灭),完成执行程序中的所有程序段。
11 Z轴锁定开关键在“MEM”模式下,此键ON时(指示灯亮),机床Z轴被锁定。
12 选择停止开关键在“MEM”模式下,此键ON时(指示灯亮),程序中的M01有效,此键OFF时(指示灯灭),程序中M01无效。
序号按键旋钮符号按键旋钮名称功能说明13 空运行开关键在“MEM”模式下,此键ON时(指示灯亮),程序以快速方式运行;此键OFF时(指示灯灭),程序以F所指令的进给速度运行。
14 单段执行开关键在“MEM”模式下,此键ON时(指示灯亮),每按一次循环启动键,机床执行一段程序后暂停;此键OFF时(指示灯灭),每按一次循环启动键,机床连续执行程序段。
15 空气冷气开关键按此键可以控制空气冷却的打开或者关闭。
16 冷却液开关键按此键可以控制冷却液的打开或者关闭。
17 机床润滑键按一下此键,机床会自动加润滑油。
序号按键旋钮符号按键旋钮名称功能说明18 机床照明开关键此键ON时,打开机床的照明灯;此键OFF时,关闭机床照明灯。
(二) 机床操作1 开机在操作机床之前必须检查机床就是否正常,并使机床通电,开机顺序如下:(1) 先开机床总电源;(2) 然后开机床稳压器电源;(3) 开机床电源;(4) 开数控系统电源(按控制面板上的POWER ON按钮);(5) 最后把系统急停键旋起。
2 机床手动返回参考点CNC机床上有一个确定的机床位置的基准点,这个点叫做参考点。
通常机床开机以后,第一件要做的事情就就是使机床返回到参考点位置。
如果没有执行返回参考点就操作机床,机床的运动将不可预料。
行程检查功能在执行返回参考点之前不能执行。
机床的误动作有可能造成刀具机床本身与工件的损坏,甚至伤害到操作者。
所以机床接通电源后必须正确的使机床返回参考点。
机床返回参考点有手动返回参考点与自动返回参考点两种方式。
一般情况下都就是使用手动返回参考点。
手动返回参考点就就是用操作面板上的开关或者按钮将刀具移动到参考点位置。
具体操作如下:(1) 先将机床工作模式旋转到方式;(2) 按机床控制面板上的+Z轴,使Z轴回到参考点(指示灯亮)。
(3) 再按+X轴与+Y轴,两轴可以同时进行返回参考点。
自动返回参考点就就是用程序指令将刀具移动到参考点。
例如执行程序:G91 G28 Z0;(Z轴返回参考点)X0 Y0;(X Y轴返回参考点)注意:为了安全起见,一般情况下机床回参考点时,必须先使Z轴回到机床参考点后才可以使X Y返回参考点。
X Y Z三个坐标轴的参考点指示灯亮起时,说明三条轴分别回到了机床参考点。
3 关机关闭机床顺序步骤如下:(1) 首先按下数控系统控制面板的急停按钮;(2) 按下POWER OFF按钮关闭系统电源;(3) 关闭机床电源;(4) 关闭稳压器电源;(5) 关闭总电源。
注:在关闭机床前,尽量将X Y Z轴移动到机床的大致中间位置,以保持机床的重心平衡。
同时也方便下次开机后返回参考点时,防止机床移动速度过大而超程。
4 手动模式操作手动模式操作有手动连续进给与手动快速进给两种。
在手动连续(JOG)方式中,按住操作面板上的进给轴(+X +Y +Z或者-X -Y -Z),会使刀具沿着所选轴的所选方向连续移动。
JOG进给速度可以通过进给速率按钮进行调整。
在快速移动(RIPID)模式中,按住操作面板上的进给轴及方向,会使刀具以快速移动的速度移动。
RIPID移动速度通过快速速率按钮进行调整。
(图2-6)手动连续进给(JOG)操作的步骤如下:(1) 按下方式选择开关的手动连续(JOG)选择开关;(2) 通过进给轴(+X +Y +Z或者-X -Y -Z),选择将要使刀具沿其移动的轴与方向。
按下相应的按钮时,刀具以参数指定的速度移动。
释放按钮,移动停止。
快速移动进给(RIPID)的操作与JOG方式相同,只就是移动的速度不一样,其移动的速度跟程序指令G00的一样。
注:手动进给与快速进给时,移动轴的数量可以就是XYZ中的任意一个轴,也可以就是XYZ三个轴中的任意2个轴一起联动,甚至就是3个轴一起联动,这个就是根据数控系统参数设置而定。
5 手轮模式操作在Fanuc Oi Mate-MD数控系统中,手轮就是一个与数控系统以数据线相连的独立个体。
它由控制轴旋钮移动量旋钮与手摇脉冲发生器组成(如图2-7)所示。
图2-7 手轮在手轮进给方式中,刀具可以通过旋转机床操作面板上的手摇脉冲发生器微量移动。
手轮旋转一个刻度时,刀具移动的距离根据手轮上的设置有3种不同的移动距离,分别为:0、001mm 0、01mm 0、1mm。
具体操作如下:(1) 将机床的工作模式拧到手轮(MPG)模式;(2) 在手轮中选择要移动的进给轴,并选择移动一个刻度移动轴的移动量。
(3) 旋转手轮的转向想对应的方向移动刀具,手轮转动一周时刀具的移动相当于100个刻度的对应值。
注:手轮进给操作时,一次只能选择一个轴的移动。
手轮旋转操作时,请按每秒5转以下的速度旋转手轮。
如果手轮旋转的速度超过了每秒5转,刀具有可能在手轮停止旋转后还不能停止下来或者刀具移动的距离与手轮旋转的刻度不相符。
6 手动数据输入(MDI模式)在MDI方式中,通过MDI面板,可以编制最多10行的程序并被执行,程序的格式与普通程序一样。
MDI运行使用于简单的测试操作,比如:检验工件坐标位置,主轴旋转等一些简短的程序。
MDI方式中编制的程序不能被保存,运行完MDI上的程序后,该程序会消失。
使用MDl键盘输入程序并执行的操作步骤如下:(1) 将机床的工作方式设置为MDI方式;(2) 按下MDI操作面板上的“PROG”功能键选择程序屏幕。
通过系统操作面板输入一段程序,例如使主轴转动程序输入:S1000 M03。
(3) 按下EOB键,再按下INPUT键,则程序结束符号被输入;(4) 按循环启动按钮,则机床执行之前输入好的程序。
如:S1000 M03,该程序段的意思就是主轴顺时针旋转1000r/min。
7 程序创建与删除(1) 程序的创建:首先进入EDIT编辑方式,然后按下PROG键,输入地址键O,输入要创建的程序号,如:O0001,最后按下“INSERT”键,输入的程序号被创建。
然后再按编制好的程序输入相应的字符与数字,再按下INPUT键,程序段内容被输入。
(2) 程序的删除:让系统处于EDIT方式,按下功能键“PROG”,显示程序显示画面,输入要删除的程序名:如O0001;再按下“DELETE”键,则程序O0001被删除。
如果要删除存储器里的所有程序则输入:O-9999, 再按下“DELETE”键即可。
8 刀具补偿参数的输入刀具长度补偿量与刀具半径补偿量由程序中的H或者D代码指定。
H或者D代码的值可以显示在画面上,并借助画面上进行设定。
设定与显示刀具补偿值的步骤如下:(1) 按下功能键“OFFSET/SETTING”(2) 按下软键“OFFSET”或者多次按下“OFFSET/SETTING”键直到显示刀具补偿画面(如图2-8)。
(3) 通过页面键与光标键将光标移到要设定与改变补偿值的地方,或者输入补偿号码。