钣金模具2D刀具加工参数表
- 格式:pdf
- 大小:87.92 KB
- 文档页数:1
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
实用标准文档
文案大全
文案大全
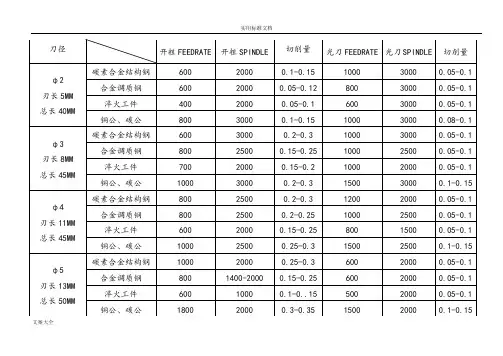
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
文案大全
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8 刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10 文案大全
文案大全
文案大全
文案大全。
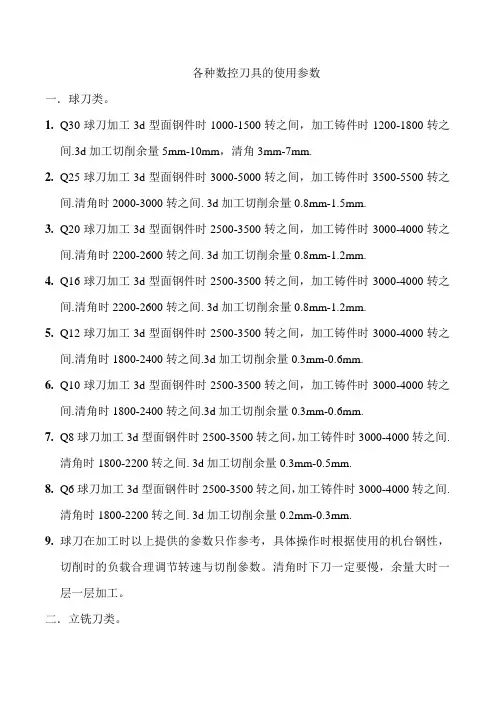
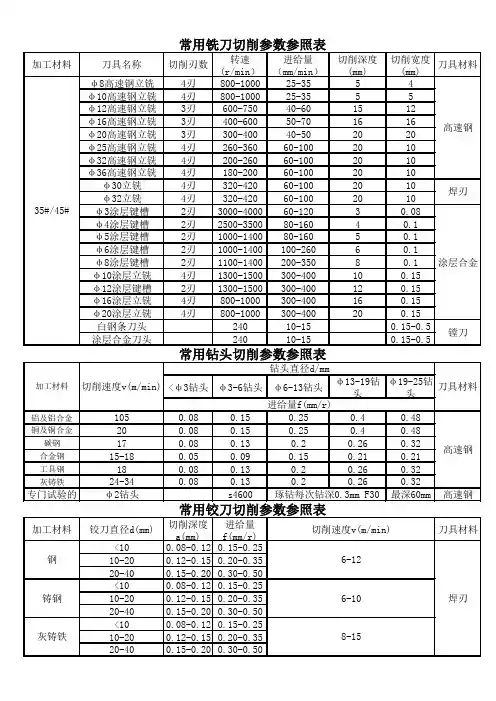
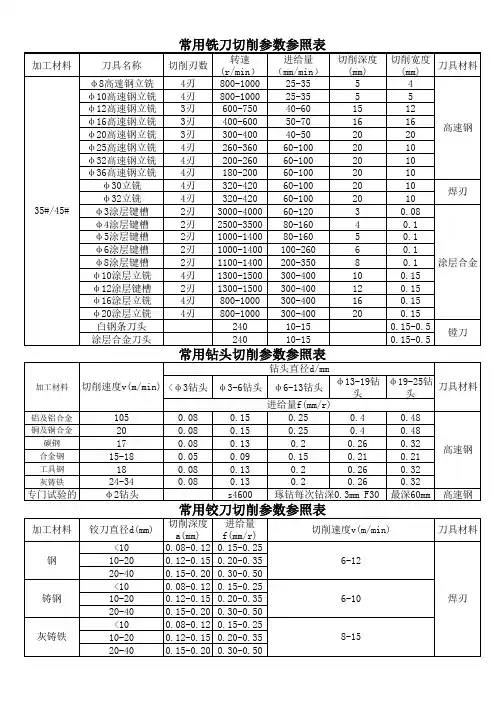
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。


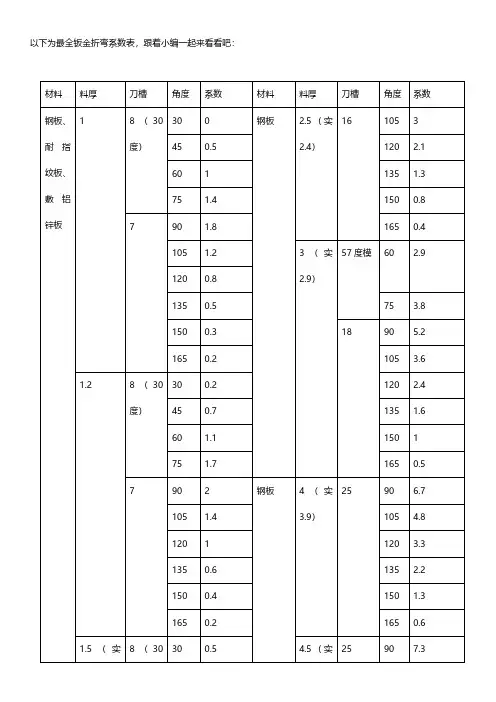
以下为最全钣金折弯系数表,跟着小编一起来看看吧:材料料厚刀槽角度系数材料料厚刀槽角度系数钢板、耐指纹板、敷铝锌板18(30度)300钢板 2.5(实2.4)161053450.5120 2.1601135 1.375 1.41500.8790 1.81650.4105 1.23(实2.9)57度模60 2.91200.81350.575 3.81500.31890 5.21650.2105 3.6 1.28(30度)300.2120 2.4450.7135 1.660 1.1150175 1.71650.57902钢板4(实3.9)2590 6.7105 1.4105 4.81201120 3.31350.6135 2.21500.4150 1.31650.21650.6 1.5(实8(30300.5 4.5(实25907.31.4)度) 4.3)450.9105 5.260 1.4120 3.575 1.9135 2.41090 2.6150 1.4105 1.81650.7120 1.25(实4.8)409091350.8105 6.5 1500.5120 4.3 1650.2135 2.8钢板212(30度)300.6150 1.7 45 1.31650.8 60 1.96409010 75 2.51057.41290 3.51205 105 2.4135 3.3120 1.61502135 1.11650.91500.7磨花铝板1.2790 1.51650.3 1.5109022.5(实2.4)12(30度)30 1.2钢板、敷铝锌板双层1.51890内2.6外3.445 1.8双层22590内3.2外4.11折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4例如:料厚3,材质普钢,弯曲角度95度,相应的折弯系数=3*1.6=4.82此折弯系数表要求对非直角尺寸标注及测量方式如下:扩展资料:钣金件的折弯工艺:钣金的折弯,是指改变板材或板件角度的加工。

钣金设计规范一.范围本设计规范规定了钣金件设计的一般要求和UPS需注意的要求本设计规范适用于UPS产品中使用的钣金零件,其它产品可参考使用二.常用板金材料及加工工艺1. 常用的钣金材料对照表2.常用钣金材料,厚度,规格,表面保护处理。
(1)电镀锌钢板(SECC):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持了冷轧板的加工性。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0用途:UPS机壳、门板、面板及内部结构件。
(2)冷轧板(SPCC): 无防锈能力,表面需电镀或烤漆。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途: 山特仅使用3mm SPCC,表面电镀或烤漆。
(3)覆铝锌钢板(SGLD): 是一种包含富铝及富锌的多相合金材料,外观美观,耐划伤性能,耐蚀性,其能力比SGCC高出很多。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途:常用于热插拔模块,但价格较贵。
(4)铝板(AL):强度较低,成形性能优良,焊接性和耐腐蚀性好,散热能力强。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、2.5、3.0、4.0、5.0用途:使用时表面需做拉丝氧化处理,常用于要求重量轻机器上。
(5)热浸锌钢板(SGCC):外观美观,有两种锌花,小锌花,很难看出锌花;大锌花很明显的可以看到那种六边形的花块。
具有耐蚀性、上漆性、成形性、点焊性。
常用板厚:0.8、1.0、1.2、1.5、2.0、3.0用途:用在对外观要求较好的地方,因价格较贵,基本用SECC代替。
3.NCT钣金加工(1)冲孔要求钣金上的开孔尺寸一般大于板厚,否则易损伤模具。
NCT冲压的最小孔径见附表(2)孔距边缘的距离小于料厚时,冲方孔会导致边缘被翻起,方孔越大翻边越明显。
NCT冲(3)攻芽孔:由于直接攻芽会形成毛刺,因此在攻芽孔正反面加冲一小沙拉孔,可避免此现象的发生。
(4)NCT冲沙孔的成形深度一般不大于85%(T<2.5mm)(5)由于铝材比较软上下模间隙稍微偏大,则很容易产生毛刺,特别是在冲网孔时,可明显看出.(解决方法:减小上下模的间隙).(6)NCT冲半剪凸点的高度不超过0.6T,如大于0.6T则极易脱落。
钣金折弯加工常用刀具特点及加工尺寸范围钣金折弯加工是制造业中常见的一种工艺,用于将金属板材弯曲成所需的形状。
在这个过程中,刀具的选择和使用是至关重要的,因为它们直接影响着加工的精度和效率。
下面我们将探讨钣金折弯加工中常用的刀具特点以及其加工尺寸范围。
首先,我们要了解钣金折弯加工中常用的刀具类型。
这些刀具主要包括折弯机模具、弯曲模和弯曲刮刀等。
1. 折弯机模具:折弯机模具是钣金折弯加工中最常用的工具之一。
它们通常由高强度钢材制成,具有优异的耐磨性和耐久性。
根据不同的弯曲半径和材料厚度,折弯机模具有多种规格可供选择。
其尺寸范围通常从0.5毫米到25毫米不等,适用于大多数常规的金属板材弯曲加工。
2. 弯曲模:弯曲模是一种特殊设计的模具,用于将金属板材弯曲成特定的形状。
与折弯机模具相比,弯曲模通常具有更复杂的形状和尺寸。
它们主要用于弯曲复杂的零件或需要高精度弯曲的场合。
弯曲模的尺寸范围根据不同的设计和应用而有所不同,但通常适用于中小型钣金件的生产。
3. 弯曲刮刀:弯曲刮刀是一种特殊的工具,用于将金属板材弯曲成较小的弯曲半径。
由于其独特的结构和材料,弯曲刮刀能够在较小的空间内进行弯曲操作,适用于弯曲小型、复杂形状的零件。
其尺寸范围通常较小,适用于特定的弯曲半径和材料厚度。
除了上述刀具类型外,选择合适的刀具还需要考虑其他因素,如材料类型、厚度、表面质量要求等。
在选择刀具时,应充分考虑这些因素,以确保加工的精度和效率。
钣金折弯加工中刀具的选择和使用是至关重要的。
根据不同的加工需求和材料特性,选择合适的刀具类型和尺寸范围,可以提高加工精度、降低成本并提高生产效率。
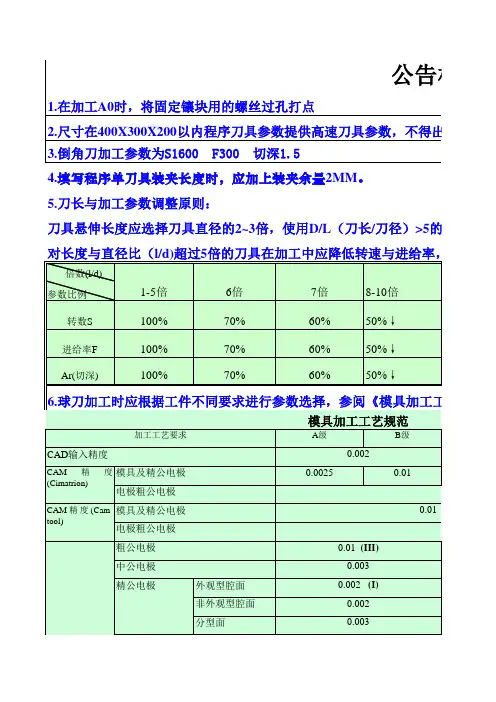
具加工参数一.拉伸模
㈠型面
凸模、凹模
压边圈
1.管理面加工参数
2.非管理面如下
㈡清根
1.拉伸模的清根只清到位,不作清亏处理
2.型面加工不到位时,加参考刀清根和局部精仿
3.加参考刀时,实际参考刀的数值=原定的参考刀的直径+4mm 二.修边模
㈠型面
凸模、压料芯(压料芯型面沿刃口保15mm,其余型面亏0.2mm)
凹模(上模修边镶块)
㈡清根
1.凸模和压料芯刀具参数参照拉伸模
2.上模修边镶块加工参数
3.压料芯沿刃口保15mm清根不亏,其余全部亏0.5mm
(清亏刀具为:Ф10、Ф8、Ф6)
三.整形模
㈠型面
㈡清根
1.凸模清根到位
2.上模非工作位置清亏
编程科
2001/7/24。