刀尖圆弧半径补偿编程.doc
- 格式:doc
- 大小:591.26 KB
- 文档页数:11
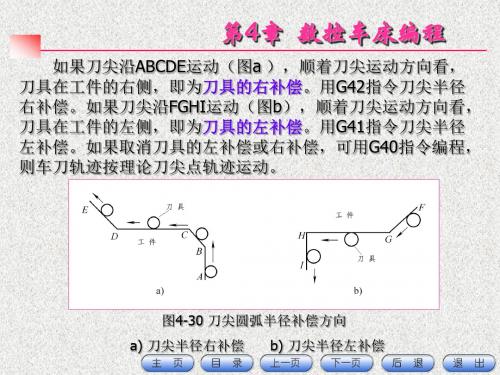

刀尖圆弧补偿数控车削加工是以假想刀尖进行编程,而切削加工时,由于刀尖圆弧半径的存在,实际切削点与假想刀尖不重合,从而产生加工误差。
为满足加工精度要求,又方便编程,需对刀尖圆弧半径进行补偿。
本文对刀尖半径补偿的概念,刀尖方位的确定、补偿方法和参数设置进行了介绍。
同时阐述了刀尖半径补偿的过程并分析了实例,就应用过程中出现的问题加以介绍。
数控机床是按照程序指令来控制刀具运动的。
众所周知,我们在编制数控车床加工程序时,都是把车刀的刀尖当成一个点来考虑,即假想刀尖,如图1所示的A点。
编程时就以该假想刀尖点A来编程,数控系统控制A点的运动轨迹。
但实际车刀尤其是精车刀,在其刀尖部分都存在一个刀尖圆弧,这一圆角一方面可以提高刀尖的强度,另一方面可以改善加工表面的表面粗糙度。
由于刀尖圆弧的存在,车削时实际起作用的切削刃是圆弧各切点。
而常用的对刀操作是以刀尖圆弧上X、Z方向相应的最突出点为准。
如图1所示,这样在X向、Z向对刀所获得的刀尖位置是一个假想刀尖。
按假想刀尖编出的程序在车削外圆、内孔等与Z轴平行的表面时,是没有误差的,即刀尖圆弧的大小并不起作用;但当车右端面、锥面及圆弧时,就会造成过切或少切,引起加工表面形状误差,如图2所示为以假想刀尖位置编程时的过切及少切现象。
编程时若以刀尖圆弧中心编程,可避免过切和少切的现象,但计算刀位点比较麻烦,并且如果刀尖圆弧半径值发生变化,还需改动程序。
数控系统的刀具半径补偿功能正是为解决这个问题所设定的。
它允许编程者不必考虑具体刀具的刀尖圆弧半径,而以假想刀尖按工件轮廓编程,在加工时将刀具的半径值R存入相应的存储单元,系统会自动读入,与工件轮廓偏移一个半径值,生成刀具路径,即将原来控制假想刀尖的运动转换成控制刀尖圆弧中心的运动轨迹,则可以加工出相对准确的轮廓。
这种偏移称为刀尖半径补偿。
如图3所示。
一、刀尖半径补偿的方式现代机床基本都具有刀具补偿功能,为编程提供了方便。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的假想刀尖号加入或取消的,如表所示。

数控车床刀尖圆弧半径补偿真实的刀具刃是由圆弧构成的(刀尖半径)就像右图所示,在圆弧插补和攻螺纹的情况下刀尖半径会 带来误差。
偏置功能命令切削位置刀具路径 G40取消刀具按程序路径的移动 G41右侧刀具从程序路径左侧 移动G42左侧刀具从程序路径右侧移动补偿的原则取决于刀尖圆弧中心的动向,它总是与切削表面法向里 的半径矢量不重合。
因此, …不会发生问题。
不过,真实的刀具刃是由圆弧构成的 (刀尖半径)就像右图所示,在圆弧插补和攻 螺纹的情况下刀尖半径会带来误差。
2.偏置功能命令切削位置刀具路径G40取消刀具按程序路径的移动 G41右侧刀具从程序路径左侧移动 G42 左侧刀具从程序路径右侧移动 补偿的原则取决于刀尖圆弧中心的动向, 它总是与切削表面法向里 的半径矢量不重合。
因此,补偿的基准点是刀尖中心。
通常,刀具 I'-度和刀尖半径的补偿是按一个基准点来测量刀具长度刀尖半径i- i r i 1R ,以及用于假想刀尖半径补偿所需的刀尖形式数 (0-9)。
洋3这些 内容应当事前输入刀具偏置文件。
论这个命令是不是带圆弧插补, “刀尖半径偏置” 应当用 G00或者G01功能来下达命令或取消。
不 刀不会正确移动,导致它逐渐偏离所执行的路径。
因此,刀尖半径偏置的命令应当在切削进程启动之前完成; 并且能够防止从工件外部起刀带来的过切现象。
反之,要在切削进程之后用移动命令来执行偏置的取消过。
刀尖半径补偿编程原则一、 将刀具的刀尖圆角半径值及刀具的指向编码数存入刀具偏置文档的相应偏置序号处,偏置序号必须先于刀尖半径补偿激活。
二、 为了激活刀尖半径补偿,再一个或两个坐标轴都处于非 切削状态的直线运动段中编入 G41或G42至少其中一个坐标轴的移动编程量大于或等于刀尖圆角半径值。
三,进入和退岀工件切削时必须垂直于工件表面。
四,刀尖半径补偿在下列的工作模式中不起作用: G32 G34 G71、G72、G73 G74 G75 G76 G92 五,若在G90 G94固定循环中使用刀尖半径补偿,刀尖半径补偿必须先于在刀具刃国三 尖利时, 切削进程按照程序指定的形状执行假想的刀刃为基准,因此为测量带来一些困难。


关于刀尖圆弧补偿的计算:
a. 1/4凸圆时 R为圆弧半径r为刀尖圆半径
则编成圆弧为 R+r
编程起点和终点的X Z
尺寸根据R+r而定
b. 1/4凹圆时 R为圆弧半径r为刀尖圆弧半径
则编程圆弧R-r
编程起点和终点的X Z
尺寸根据R-r而定
c. 角度 r刀尖圆弧半径认r=0.8为例
则编程起点的坐标
(0.8-0.8*tg30/2)]
则编程终点的坐标
(0.8-0.8*tg30/2]
=-27.907
d. 倒角 r为刀尖圆弧半径以r=0.8为例
则编程起点坐标
(0.8-0.8*tg45/2)]
则编程终点坐标
(0.8-0.8*tg45/2)]
=-1.469
e.
首先确定R10的圆心坐标A
则刀尖圆弧B的圆心坐标
(10+0.8)*COS60]
(10+0.8)*sin60°]
则编程起点坐标
(6.421+0.8)=-7.221
则编程终点坐标
X=50
Z=-(15.774+0.8)=-16.574
R=10+0.8=10.8
(注:范文素材和资料部分来自网络,供参考。
只是收取少量整理收集费用,请
预览后才下载,期待你的好评与关注)。
刀尖圆弧补偿指令及使用方法刀尖圆弧补偿指令是一种在机器人控制中常用的指令,用于平滑机器人刀具的圆弧路径。
其指令通常以C语言编写,包括以下几个步骤:1. 编写程序代码:在程序中编写刀尖圆弧补偿指令,通常使用循环语句来实现。
例如,以下代码可以实现对刀具路径的连续圆弧补偿:```while (true)// 计算刀尖圆弧的端点C = 刀尖半径 + 刀尖圆弧长度 * (刀具长度 - 2 * C) / (刀尖长度 - 刀具半径);// 计算刀具路径的端点X = 刀尖中心 + (刀具半径 - C) * (刀具长度 - 2 * C) / (刀尖长度 - 刀具半径) / 2;Y = 刀尖中心 - (刀具半径 - C) * (刀具长度 - 2 * C) / (刀尖长度 - 刀具半径) / 2;// 将刀具路径的端点作为控制信号输出SetPathControl(X, Y);// 循环执行Sleep(0.1);```2. 调用程序指令:将以上代码复制到PLC程序中,并根据实际需求进行编译和连接。
例如,如果使用Siemens TIA Portal 2软件进行编程,可以在“Model”菜单中的“Line”中添加PLC程序。
3. 设置刀尖半径和圆弧长度:在程序中设置刀具半径和圆弧长度,这些参数可以根据实际需求进行调整。
例如,如果想计算刀具路径的端点,可以使用C语言中的公式:C = 刀尖半径 + 刀尖圆弧长度* (刀具长度 - 2 * C) / (刀尖长度 - 刀具半径)。
4. 测试程序指令:在程序运行之前,可以在PLC中测试刀尖圆弧补偿指令,以确保其正常运行。
例如,可以在程序中设置起始点和终止点,并模拟刀具路径的变化。
需要注意的是,刀尖圆弧补偿指令的具体使用和设置方法可能因机器人控制系统的不同而异,需要根据具体情况进行调整。
数控车床刀尖圆弧半径补偿编程教案
科目数控车床加工技术课时1课时
课题数控车床刀
尖圆弧半径补偿编程
授课班级12数控1班
教学目标知识目标
1、了解刀尖圆弧对工件加工的影响。
2、掌握刀尖圆弧半径补偿的定义、偏置方向的判别。
3、掌握刀尖圆弧半径补偿的指令格式与补偿过程。
4、了解数控车床常用车刀的刀沿位置及参数设置。
能力目标
1、在足够了解刀尖圆弧半径补偿和补偿过程的基础上,完成工件精
加工程序的编制。
情感目标
1、通过了解刀尖圆弧半径补偿,提升学生对数控编程与加工的理解,
为以后的教学做一个很好的铺垫。
教学重点1、掌握刀尖圆弧半径补偿的定义、偏置方向的判别。
2、掌握刀尖圆弧半径补偿的指令格式与补偿过程。
3、了解数控车床常用车刀的刀沿位置及参数设置。
教学难点
1、理解假想刀尖与实际刀尖与圆弧圆心的关系。
2、了解为什么刀尖圆弧会对工件加工的影响。
教
学内容分析
数控车床加工技术是数控班级的专业主修课程。
在上堂课中我们学习了台阶、锥度、圆弧的编程。
本节课在以前的基础上新增了刀尖圆弧半径是影响零件的加工精度因素之一,通过本节课的内容让学生理解刀尖圆弧半径补偿的功能及作用,并利用圆锥轴类零件的编程,让学生掌握刀尖圆弧半径补偿的基本原理及基本操作,以保证加工零件的加工精度。
教学
对象分析
教学对象为数控专业二年级的学生,在以前的学习中他们已经开设过数控机床的编程于操作、数控初级与中级培训。
教
学全班同学人数44人,每组设组员2人。
组
织
每组完成一个工件程序的编制。
教学过程
教学环节教学内容
学生
活动
复习回顾复习:
1、根据上堂课的内容将图纸零件进行程序编制。
学生
编程
导入新课一、刀尖圆弧对工件加工的影响
老师:同学们,见过外圆车刀吗?在哪见过?
老师:车刀的刀尖是尖吗?
老师:请看下图,任何一把尖形车刀都会带有一定的刀尖圆弧,那么,请
问刀尖带有半径不大的圆弧是起什么作用?
学生
回答
导
入
新
课
图1 刀尖放大图
图2 假想刀尖示意图学生看图
思考回答
新课讲授
老师:黑板上的程序是用假想刀尖,按工件轮廓尺寸而编制的,然而我
们实际的刀尖是带有一段很小的圆弧,那么在加工过程中对零件的精度是
否有影响?有哪些影响?
请看图讨论刀尖圆弧半径在数控加工中的影响。
小组
讨论
新课讲授
图3(a)加工端面、台阶假想刀尖轨迹误差
解答:加工台阶或端面时,对加工表面的尺寸和形状影响不大,但在端面
的中心位置和台阶的清角位置会产生残留误差。
图3(b)加工圆锥面假想刀尖轨迹误差
解答:加工圆锥面时,对锥度不会产生影响,但会产生明显的位置误差。
图3(c)加工圆弧假想刀尖轨迹误差
解答:加工圆弧时,会对圆弧的圆度和圆弧半径产生影响。
会产生过切和
欠切的现象。
学生
思考
回答
做好
笔记
学生
回答
新课讲授
刀尖圆弧半径补偿的目的:
编制加工程序时,理论上是将车刀刀尖看成一个点,如图4所示的P点
就是假想刀尖。
该点也是编程时与工件尺寸相一致的。
然而实际切削时起
作用的切削点是圆弧的A点和B点,它们是实际切削加工时形成工件表面的
点。
很显然假想刀尖点P与实际切削点A、B是不同的点,所以在进行数控
车削的编程和加工过程中,必须对车刀刀尖圆弧产生的误差进行补偿,才
能加工出高精度的工件。
图4 假想刀尖放大图
那么在编程过程中如何实现刀尖圆弧半径补偿,这是这次课的重
点内容。
二、刀尖圆弧半径补偿
1.编程指令及编程格式
老师:请学生到黑板上写出编程指令的格式
指令格式:G41/G42 G00 /G01 X_ Z_ F_;
G40 G00/G01 X_ Z_ F_;
老师:请学生说出指令中各指令及地址符的含义。
其中G41、G42为刀具半径左右补偿;G40为取消刀具半径补偿;X、Z
为建立/取消刀具半径补偿直线段的终点坐标;F为进给速度。
学生
听讲
记录
学生
看书
学生
回答
P A
B
新课讲授2.刀尖圆弧半径补偿偏置方向的判定:
数控车床不管是后置刀架结构还是前置刀结构,
其外圆表面自右向左进行切削时,应是G42右补偿。
其内圆表面自右向左进行切削时,应是G41左补偿。
图5 刀尖圆弧半径补偿偏置方向的判别
举例判断下图:
图6 判断车刀的偏置方向
3.刀尖圆弧半径补偿的定义
把带有刀尖圆弧的车刀的刀位点从假想刀尖移至刀尖圆弧的圆
心。
为了确保工件轮廓形状,加工时刀尖圆弧的圆心运动轨迹应
与工件的轮廓偏置一个半径值,这种偏置称为刀尖圆弧半径补
偿。
学生
理解
记录
学生
判断
学生
记录
理解
新课讲授4.刀尖圆弧半径补偿过程
老师:请问刀尖圆弧半径补偿在程序中如何体现?补偿的过程又有哪几
步?
图7 刀尖圆弧半径的补偿过程
刀补的建立:车刀圆弧刃的圆心从与编程轨迹重合过渡到与编程轨迹偏离
一个偏置量的过程。
刀补的使用:进入补偿模式,此时车刀圆弧刃的圆心始终与编程轨迹保持
设定的偏置距离。
刀补的取消:刀具离开工件,车刀圆弧刃的圆心轨迹过渡到与编程轨迹重
合的过程,通过指令G40来执行。
注:偏置量的大小由刀尖圆弧半径值决定!!
三、刀具刀沿位置及补偿值设定
数控车床在进行加工时程序中有刀尖圆弧半径补偿指令还不够,还要在已
知刀尖圆弧半径的情况下,将刀尖圆弧半径的值输入到数控系统中,这样
才能通过刀尖圆弧半径补偿指令,对误差进行补偿。
1.确定外圆车刀刀具切削沿位置(即刀具的刀尖形状在刀具切削沿的位
置)
学生
讨论
学生
回答
学生
理解
学生
听讲
新课讲授
图8(a)刀尖圆弧位置的选择
2.刀具补偿的设定
图8(a)刀尖圆弧半径补偿量设定的位置页面
学生
看图
理解
学会
判断
切削
沿位
置
学生
听讲
理解
四、执行刀补指令应知道与注意:
(1)、当编制零件加工程序时,不需要计算刀具中心运动轨迹,只按零件轮廓编程。
(2)、执行刀补指令后,数控系统便能自动地计算出刀具中心轨迹,
并按刀具中心轨迹运动。
即刀具自动偏离工件轮廓一个补偿距离,从而加工出所要求的工件轮廓。
(3)、刀径补偿的引入和取消应在不加工的空行程段上,且在G00或G01程序行上实施。
(4)、刀径补偿引入和卸载时,刀具位置的变化是一个渐变的过程。
(5)、当输入刀补数据时给的是负值,则G41、G42互相转化。
(6)、G41、G42指令不要重复规定,否则会产生一种特殊的补偿。
【课堂小结】
1、对本次课程进行简单的总结。
经过本节课的讲解,同学们了解了车刀刀尖圆弧半径对加工工件的影响,学会判断偏置的方向,掌握切削沿位置的选择,灵活使用刀尖圆弧半径补偿。
2、对本次任务活动中表现优异的同学予以肯定与表扬。
本节课各位同学表现非常好,也很认真,希望再接再厉;希望全体同学每一天每一节课都要有目标有努力的方向,每天都有收获。
【板书设计】
数控车床刀尖圆弧半径补偿编程
一、刀尖圆弧对工件的影响
二、刀尖圆弧半径补偿
1.指令 3.补偿的过程(三步)
2.判别方向
三、刀具刀沿位置及补偿值设定
四、执行刀补指令应注意
【课后作业】学生听讲记录理解
学生听讲
1、使用刀尖圆弧半径补偿对下图进行程序的编制。
11。