刀尖半径补偿
- 格式:ppt
- 大小:982.50 KB
- 文档页数:25
刀尖半径补偿的概念和指令格式
刀尖半径补偿是数控编程中的一种功能,用于在铣削、切割等加工过程中对刀具进行补偿,以保证加工精度和避免工具干涉。
以下是刀尖半径补偿的概念和指令格式的简要说明:
概念:
刀尖半径补偿是指在进行数控加工时,通过编程指令将加工轮廓的实际位置与所设定的轮廓进行调整,以补偿刀具切削时的偏差,从而获得准确的加工结果。
刀尖半径补偿通常适用于具有曲线形状的轮廓加工,如圆弧、椭圆等。
指令格式:
刀尖半径补偿指令通常分为两种,分别为G41和G42,其指令格式如下:
1. G41 Dn (n为刀具号):
- 启用刀尖半径补偿,并指定刀具的刀尖半径补偿偏移量为Dn。
- 刀具号(n)可根据实际情况进行设置。
2. G42 Dn (n为刀具号):
- 启用刀尖半径补偿,并指定刀具的刀尖半径补偿偏移量为Dn。
- 刀具号(n)可根据实际情况进行设置。
注意事项:
- 在启用刀尖半径补偿之前,需要先定义刀具的刀尖半径补偿偏移量,可以通过G10指令来定义和修改。
- 刀尖半径补偿的偏移量Dn可以为正值或负值,具体取决于刀具和加工的特性。
- 在加工中,刀具路径将根据刀尖半径补偿的偏移量进行自动调整,以保证加工精度和避免工具干涉。
以上是关于刀尖半径补偿概念和指令格式的简要说明,具体的应用还需要根据不同的数控系统和加工需求进行详细设置和调整。
刀尖半径补偿编程实例【原创实用版】目录1.刀尖半径补偿的概念和作用2.刀尖半径补偿的编程方法3.刀尖半径补偿编程实例4.刀尖半径补偿编程的注意事项正文一、刀尖半径补偿的概念和作用刀尖半径补偿是数控编程中的一个重要概念,它是指在数控加工过程中,由于刀具的实际刀尖半径与编程时使用的刀尖半径之间存在差异,为了保证加工精度,需要对刀具的刀尖半径进行补偿。
刀尖半径补偿可以有效地提高数控加工的精度,避免因刀具刀尖半径误差导致的加工误差。
二、刀尖半径补偿的编程方法刀尖半径补偿的编程方法主要包括以下两种:1.采用G41/G42指令进行刀尖半径补偿G41 指令表示开启刀尖半径补偿,G42 指令表示关闭刀尖半径补偿。
在编程时,需要根据实际加工情况选择使用 G41 或 G42 指令。
例如,如果要进行内圆弧加工,则需要使用 G41 指令,以便在内圆弧的加工过程中进行刀尖半径补偿。
2.采用 G94 指令进行刀尖半径补偿G94 指令是一种针对刀尖半径补偿的特殊指令,它可以在加工过程中动态地调整刀具的刀尖半径。
在编程时,需要根据实际加工情况设置 G94 指令的补偿值和补偿方向。
三、刀尖半径补偿编程实例假设我们要加工一个直径为 100mm 的内圆弧,使用一把刀具半径为5mm 的刀具进行加工,加工过程中需要进行刀尖半径补偿。
我们可以按照以下步骤进行编程:1.首先,设置刀具的半径补偿值。
根据刀具半径和加工直径的比例,我们可以计算出刀尖半径补偿值 R 为2.5mm(5mm * 0.5)。
2.然后,在编程时使用 G41 指令开启刀尖半径补偿,并设置刀尖半径补偿值 R 为 2.5mm。
3.接下来,编写加工程序。
假设刀具的初始位置为 X0,Z0,则加工程序可以表示为:```G00 X0 Z0G94 R2.5G1 X100 Z-100```在上述程序中,G00 指令表示快速移动刀具到初始位置,G94 指令表示设置刀尖半径补偿值,G1 指令表示进行直线插补运动。
刀尖圆弧补偿数控车削加工是以假想刀尖进行编程,而切削加工时,由于刀尖圆弧半径的存在,实际切削点与假想刀尖不重合,从而产生加工误差。
为满足加工精度要求,又方便编程,需对刀尖圆弧半径进行补偿。
本文对刀尖半径补偿的概念,刀尖方位的确定、补偿方法和参数设置进行了介绍。
同时阐述了刀尖半径补偿的过程并分析了实例,就应用过程中出现的问题加以介绍。
数控机床是按照程序指令来控制刀具运动的。
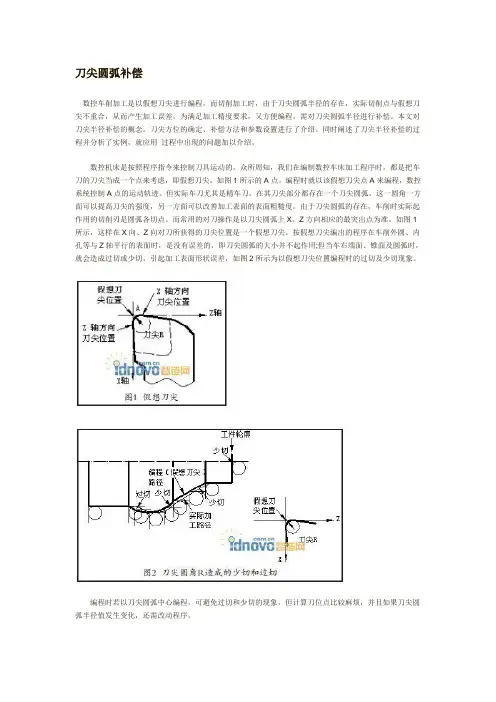
众所周知,我们在编制数控车床加工程序时,都是把车刀的刀尖当成一个点来考虑,即假想刀尖,如图1所示的A点。
编程时就以该假想刀尖点A来编程,数控系统控制A点的运动轨迹。
但实际车刀尤其是精车刀,在其刀尖部分都存在一个刀尖圆弧,这一圆角一方面可以提高刀尖的强度,另一方面可以改善加工表面的表面粗糙度。
由于刀尖圆弧的存在,车削时实际起作用的切削刃是圆弧各切点。
而常用的对刀操作是以刀尖圆弧上X、Z方向相应的最突出点为准。
如图1所示,这样在X向、Z向对刀所获得的刀尖位置是一个假想刀尖。
按假想刀尖编出的程序在车削外圆、内孔等与Z轴平行的表面时,是没有误差的,即刀尖圆弧的大小并不起作用;但当车右端面、锥面及圆弧时,就会造成过切或少切,引起加工表面形状误差,如图2所示为以假想刀尖位置编程时的过切及少切现象。
编程时若以刀尖圆弧中心编程,可避免过切和少切的现象,但计算刀位点比较麻烦,并且如果刀尖圆弧半径值发生变化,还需改动程序。
数控系统的刀具半径补偿功能正是为解决这个问题所设定的。
它允许编程者不必考虑具体刀具的刀尖圆弧半径,而以假想刀尖按工件轮廓编程,在加工时将刀具的半径值R存入相应的存储单元,系统会自动读入,与工件轮廓偏移一个半径值,生成刀具路径,即将原来控制假想刀尖的运动转换成控制刀尖圆弧中心的运动轨迹,则可以加工出相对准确的轮廓。
这种偏移称为刀尖半径补偿。
如图3所示。
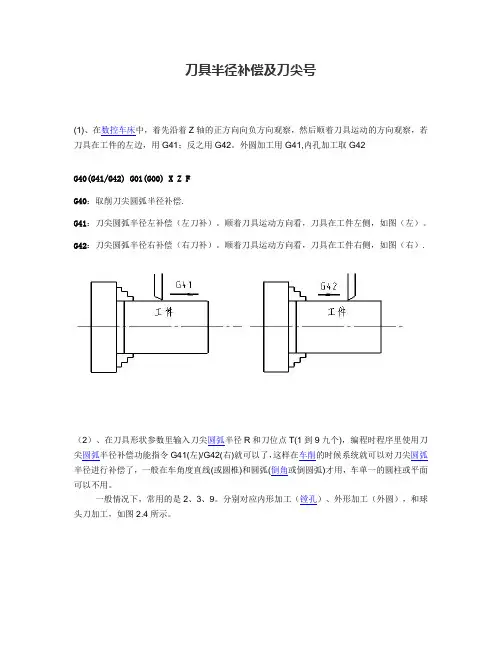
一、刀尖半径补偿的方式现代机床基本都具有刀具补偿功能,为编程提供了方便。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的假想刀尖号加入或取消的,如表所示。
刀尖半径补偿计算公式刀尖半径补偿是数控加工中常用的技术,用于解决加工过程中刀具的半径误差。
该技术可以在加工过程中根据刀具的真实半径,自动调整加工轨迹,从而达到更高的加工精度和效率。
在实际应用中,刀尖半径补偿计算是非常重要的一环。
刀尖半径补偿计算公式的初衷是为了解决因刀具半径误差产生的加工误差。
在CNC数控机床的加工中,刀具的半径并不是完全一致的,而是有一定的偏差。
为了保证加工精度,就需要进行补偿,把偏差考虑进去。
在常见的加工中,刀具的偏差主要分为两种:正向补偿和负向补偿。
如果刀具实际半径大于理论半径,则需要进行负向补偿,即在加工程序中的刀补指令后加上“-”符号,以表示半径补偿量。
如:G41 X... Y... D... Z... H... -R0.5 F...。
其中,-R0.5表示刀具实际半径比理论半径小0.5mm,这个值是由加工过程中的实际测量得出的。
如果刀具实际半径小于理论半径,则需要进行正向补偿,即在加工程序中的刀补指令后加上“+”符号,以表示半径补偿量。
如:G42 X... Y... D... Z... H... +R0.2 F...。
其中,+R0.2表示刀具实际半径比理论半径大0.2mm。
在实际应用中,刀具的半径偏差需要通过测量得出,然后根据计算公式进行补偿。
刀具的半径偏差可以通过多种方法进行测量,常见的方法有“触发法”和“影像测量法”。
触发法是将刀具接触到工件上,然后使用触发测量仪器来测量刀具的半径。
常用的测量仪器有三角板、球规、千分表和测微计等。
影像测量法则是使用光学测量仪器来测量刀具的大小和形状,一般采用CCD影像测量仪、激光扫描仪等设备。
相比于触发法,影像测量法更加准确和精确,成为目前主要的刀具测量方法之一。
刀尖半径补偿计算公式的求解过程是比较复杂的,在实际应用中一般使用数控加工机床自带的计算软件或专业的刀具选型软件来进行计算。
一般来说,计算公式是由加工轨迹、刀具半径、刀具方向等多个因素组成的,具体的数学推导过程较为繁琐,在此不进行详细介绍。
刀尖半径补偿计算公式
刀尖半径补偿是数控加工中的一项重要技术,用于保证加工轮廓的尺寸精度。
刀具的尺寸并不是完全准确的,因此在加工过程中会出现误差,特别是在弯曲或曲线轮廓的加工中,误差会更加明显。
为了解决这个问题,引入了刀尖半径补偿技术。
刀尖半径补偿的基本原理是将刀具轨迹进行补偿,以抵消刀具的尺寸误差。
在进行刀尖半径补偿时,需要计算出刀尖半径补偿量,以便于校正刀具的轨迹。
刀尖半径补偿的计算公式可以根据不同的数控系统和加工方式有所不同,下面是一种常见的计算公式作为参考:
补偿值 = 理论值 - 实际值
其中,理论值是在进行数控编程时设定的轮廓大小,实际值是实际加工得到的轮廓大小。
通过计算补偿值,可以得到刀尖半径补偿量,从而进行刀具轨迹的补偿。
此外,刀尖半径补偿还涉及到切入角度和切入刀宽等参数的计算。
在进行刀尖半径补偿时,需要根据刀具的特性和加工要求,综合考虑切入角度和切入刀宽等因素,确定合适的补偿值。
刀尖半径补偿的计算公式不仅仅是一个简单的公式,还涉及到数学模型、机床的调整参数等一系列的考虑因素。
在实际应用中,还需要结合具体的加工情况和数控系统的要求,选择合适的计算公式和计算方法。
总之,刀尖半径补偿是数控加工中的一项重要技术,可以有效提高加工精度。
在实际应用中,需要根据具体情况选择合适的计算公式和方法,以实现刀具轨迹的精确控制。
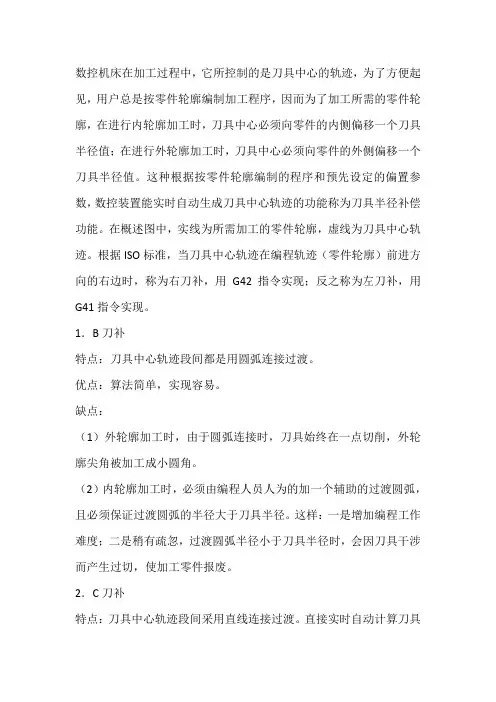
数控机床在加工过程中,它所控制的是刀具中心的轨迹,为了方便起见,用户总是按零件轮廓编制加工程序,因而为了加工所需的零件轮廓,在进行内轮廓加工时,刀具中心必须向零件的内侧偏移一个刀具半径值;在进行外轮廓加工时,刀具中心必须向零件的外侧偏移一个刀具半径值。
这种根据按零件轮廓编制的程序和预先设定的偏置参数,数控装置能实时自动生成刀具中心轨迹的功能称为刀具半径补偿功能。
在概述图中,实线为所需加工的零件轮廓,虚线为刀具中心轨迹。
根据ISO标准,当刀具中心轨迹在编程轨迹(零件轮廓)前进方向的右边时,称为右刀补,用G42指令实现;反之称为左刀补,用G41指令实现。
1.B刀补特点:刀具中心轨迹段间都是用圆弧连接过渡。
优点:算法简单,实现容易。
缺点:(1)外轮廓加工时,由于圆弧连接时,刀具始终在一点切削,外轮廓尖角被加工成小圆角。
(2)内轮廓加工时,必须由编程人员人为的加一个辅助的过渡圆弧,且必须保证过渡圆弧的半径大于刀具半径。
这样:一是增加编程工作难度;二是稍有疏忽,过渡圆弧半径小于刀具半径时,会因刀具干涉而产生过切,使加工零件报废。
2.C刀补特点:刀具中心轨迹段间采用直线连接过渡。
直接实时自动计算刀具中心轨迹的转接交点。
优点:尖角工艺性好;在加工内轮廓时,可实现过切自动预报。
两种刀补在处理方法上的区别:B刀补采用读一段,算一段,走一段的处理方法。
故无法预计刀具半径造成的下一段轨迹对本段轨迹的影响。
C刀补采用一次对两段并行处理的方法。
先处理本段,再根据下一段来确定刀具中心轨迹的段间过渡状态,从而完成本段刀补运算处理。
(1)由于刀具的磨损或因换刀引起的刀具半径变化时,不必重新编程,只需修改相应的偏置参数即可。
(2)加工余量的预留可通过修改偏置参数实现,而不必为粗、精加工各编制一个程序。
(一)刀具半径补偿的过程刀具半径补偿的过程分三步。
1.刀补建立刀具从起点接近工件,在编程轨迹基础上,刀具中心向左(G41)或向右(G42)偏离一个偏置量的距离。
弧模式中半径补偿
弧模式中半径补偿是一种用于调整刀具路径的技术,以确保加工零件的准确性。
半径补偿通常分为刀具半径补偿和刀尖半径补偿两种类型。
刀具半径补偿:
在弧模式中,刀具的实际尺寸可能会与理论尺寸略有偏差,为了弥补这种偏差,刀具半径补偿用于调整刀具轨迹。
刀具半径补偿主要包括刀具半径偏差的正负值,用来指导数控系统计算实际刀具路径。
刀尖半径补偏:
刀尖半径补偏是为了考虑刀具的圆弧切削轮廓,因为实际切削轮廓是由刀尖的轨迹所决定的。

刀尖圆弧补偿指令及使用方法刀尖圆弧补偿(Tool Center Point Control),简称TCPC,是数控机床的一种功能,用于使工艺刀具能够准确地按照零件图纸中的尺寸进行切削加工。
刀尖圆弧补偿是通过指令对刀具与工件之间的切削位置进行修正,以达到预期的加工结果。
1.G41/G42:刀具补偿指令,G41表示左刀尖圆弧补偿,G42表示右刀尖圆弧补偿。
这两个指令分别用于工具半径为正和负时的切削修正。
2.G40:取消刀具补偿指令。
用于取消之前设置的刀具补偿指令,恢复到原始的切削轮廓。
3.D:刀具半径指令。
用于设置工艺刀具的半径,用于计算刀具补偿的修正位置。
4.H:补偿偏置指令。
用于设置刀具补偿的偏置值,表示刀具补偿的修正量。
1.设置刀具半径:在程序开头使用D指令设置所使用刀具的半径,用于计算修正位置。
2.设置补偿偏置:在需要进行切削修正的地方,使用H指令设置刀具补偿的修正量。
3.设置刀具补偿方式:根据需要,使用G41(左刀尖圆弧补偿)或G42(右刀尖圆弧补偿)指令来选择刀具补偿方式。
4.进行切削加工:在设置了刀具半径和补偿偏置的前提下,按照正常的数控加工程序进行加工,机床会根据设置的刀具补偿指令进行修正切削位置。
5.取消刀具补偿:在完成刀具补偿加工后,使用G40指令取消刀具补偿设置,恢复到原始的切削轮廓。
1.刀具半径必须设置正确,否则会导致切削位置的误差。
刀具半径一般由刀具直径和刀具中心线与工具表面的偏置量组成。
2.补偿偏置的设置应根据实际情况进行调整,以实现期望的切削修正效果。
3.在切削过程中,应密切观察切削状况,及时调整修正量和补偿方向,确保切削位置的准确性。
4.使用刀尖圆弧补偿时,应注意切削速度和进给速度的合理配合,以避免因切削修正引起的切削质量问题。
总之,刀尖圆弧补偿是数控机床中常见的功能之一,通过设置刀具补偿指令和参数,可以实现工艺刀具的精确修正和切削位置的准确控制,提高零件加工的质量和精度。
刀尖圆弧半径补偿1、刀具半径补偿的目的若车削加工使用尖角车刀,刀位点即为刀尖,其编程轨迹和实际切削轨迹完全相同。
若使用带圆弧头车刀(精车时),在加工锥面或圆弧面时,会造成过切或少切。
为了保证加工尺寸的准确性,必须考虑刀尖圆角半径补偿以消除误差。
由于刀尖圆弧通常比较小(常用r1.2~1.6 mm),故粗车时可不考虑刀具半径补偿.2、刀具半径补偿的方法•人工预刀补:人工计算刀补量进行编程•机床自动刀补4、机床自动刀具半径补偿(1)机床自动刀补原理当编制零件加工程序时,不需要计算刀具中心运动轨迹,只按零件轮廓编程。
使用刀具半径补偿指令。
在控制面板上手工输入刀具补偿值。
执行刀补指令后,数控系统便能自动地计算出刀具中心轨迹,并按刀具中心轨迹运动。
即刀具自动偏离工件轮廓一个补偿距离,从而加工出所要求的工件轮廓。
(2)刀尖方位的设置车刀形状很多,使用时安装位置也各异,由此决定刀尖圆弧所在位置。
要把代表车刀形状和位置的参数输入到数据库中。
以刀尖方位号表示。
从图示可知,若刀尖方位码设为0或9时,机床将以刀尖圆弧中心为刀位点进行刀补计算处理;当刀尖方位码设为1~8时,机床将以假想刀尖为刀位点,根据相应的代码方位进行刀补计算处理。
5、刀具半径补偿指令G41/G42 G0/G1 X__ Z __G40 G00 X__ Z __说明:G41 —刀具半径左补偿G42 —刀具半径右补偿G40—取消刀具半径补偿G41指令说明:X、Z 为建立或取消刀补程序段中,刀具移动的终点坐标。
执行刀补指令应注意:(1)、刀径补偿的引入和取消应在不加工的空行程段上,且在G00或G01程序行上实施。
(2)、刀径补偿引入和卸载时,刀具位置的变化是一个渐变的过程。
(3)、当输入刀补数据时给的是负值,则G41、G42互相转化。
(4)、G41、G42指令不要重复规定,否则会产生一种特殊的补偿。
6、刀具补偿的编程实现(1)、刀径补偿的引入(初次加载):刀具中心从与编程轨迹重合到过度到与编程轨迹偏离一个偏置量的过程.(2)、刀径补偿进行刀具中心始终与编程轨迹保持设定的偏置距离.3、刀径补偿的取消刀具中心从与编程轨迹偏离过度到与编程轨迹重合的过程.刀径补偿的引入和取消必须是不切削的空行程上.例2:考虑刀尖半径补偿O1111N1 G92 X40.0 Z10.0N2 T0101N3 M03 S400N4 G00 X40.0 Z5.0N5 G00 X0.0N6 G42 G01 Z0 F60 (加刀补)N7 G03 X24.0 Z-24 R15N8 G02 X26.0 Z-31.0 R5N9 G40 G00 X30 (取消刀补)N10 G00 X45 Z5N11 M30刀具半径补偿指令G40,G41,G42摘要:刀具半径补偿功能刀具半径补偿指令 G40,G41,G42 刀具半径补偿指令格式如下:G17 G41(或G42) G00(或G01) X Y D或G18 G41(或G42) G00(或G01) X Z D或G19 G41(或G42) G00(或G01) Y Z D。
刀尖半径补偿正确使用方法英文回答:Tool radius compensation is a crucial feature in CNC machining that allows for the adjustment of tool paths to account for the actual size of the cutting tool. It ensures that the desired dimensions of the workpiece are achieved accurately.There are two types of tool radius compensation commonly used: G41 and G42. G41 is used for tool compensation to the left of the programmed path, while G42 is used for tool compensation to the right. These commands are typically followed by the tool diameter value, which determines the amount of compensation to be applied.To correctly use tool radius compensation, it is important to understand the concept of the programmed path. The programmed path is the path that the tool should follow to achieve the desired shape of the workpiece. However, dueto the physical size of the cutting tool, the actual path may deviate from the programmed path. This is where tool radius compensation comes into play.Let's say I am machining a circular pocket with a radius of 10mm. Without tool radius compensation, the tool would follow the programmed path exactly, resulting in a pocket that is smaller than intended. By applying tool radius compensation, I can adjust the tool path to account for the tool's radius.If I am using G41, I would specify the tool diameter value as 20mm (10mm radius x 2) to compensate for thetool's radius to the left of the programmed path. This means that the tool will move 10mm to the left of the programmed path, resulting in a pocket with the desired dimensions.On the other hand, if I am using G42, I would specify the tool diameter value as 0mm to compensate for the tool's radius to the right of the programmed path. This means that the tool will move exactly on the programmed path,resulting in a pocket with the desired dimensions.It is important to note that tool radius compensation should be turned off after it is no longer needed. This is typically done by using the G40 command.中文回答:刀尖半径补偿是数控机床加工中的一个关键功能,它允许调整刀具路径以适应实际切削刀具的尺寸。
刀尖半径补偿计算公式
刀具的刀尖半径是刀具加工时所形成的最小曲率半径,也是切削力和表面粗糙度的重要参数。
然而,在刀具加工时,由于刀具刀尖半径的存在,会导致加工轮廓发生偏差,影响加工精度。
因此,需要进行刀尖半径补偿来纠正误差。
刀尖半径补偿的计算公式如下:
1. 内插补偿公式:
Xc = Xp + Rc * cosα
Yc = Yp + Rc * sinα
其中,Xp和Yp为切入点坐标,Rc为刀尖半径,α为补偿角度。
2. 拟合补偿公式:
Xc = Xp - Rc * (cosα - cosβ)
Yc = Yp - Rc * (sinα - sinβ)
其中,Xp和Yp为切入点坐标,Rc为刀尖半径,α为补偿前的切入角度,β为补偿后的切入角度。
需要注意的是,补偿角度α和β通常采用弧度制进行计算。
以上两个公式可以应用于不同类型的刀具,包括直线插补、圆弧插补和螺旋线插补等。
刀具的刀尖半径补偿是数控加工中的一个基本操作,通过补偿可以提高加工精度和表面质量,降低工件的加工成本。
刀尖半径补偿计算公式刀尖半径补偿是在数控加工中用来纠正工具半径误差的一种技术措施,可以提高加工精度和加工效率。
在数控机床上,工作坐标系是由数控系统中的原点指定的,但实际加工中切削点往往并不在原点处,这就会造成加工误差。
刀尖半径补偿就是通过计算机软件或者数学模型来实现对误差的补偿。
下面将介绍刀尖半径补偿的计算公式及相关参考内容。
刀尖半径补偿计算公式可以根据具体的加工要求和切削条件而有所不同。
常见的刀尖半径补偿计算公式有以下几种:1. 直线插补刀尖半径补偿:在直线插补中,刀具在加工过程中往往会有一定的偏差,如果不进行补偿,会导致加工零件尺寸不准确。
刀尖半径补偿公式为:Compensation Value = Tool Radius - Cutting Path Radius。
2. 圆弧插补刀尖半径补偿:在圆弧插补中,刀具会有偏差,造成实际加工半径与理论半径不一致。
刀尖半径补偿公式为:Compensation Value = Tool Radius - Cutting Path Radius × (1 + cos(θ/2)),其中θ为切削半径对应的圆心角。
3. 刀具半径补偿:在使用具有半径的刀具进行加工时,刀具的半径也需要进行补偿。
刀具半径补偿公式为:Compensation Value = (Tool Radius2 - Tool Radius1) × Rpm × Time,其中Tool Radius2为实际刀具半径,Tool Radius1为理论刀具半径,Rpm为刀具转速,Time为加工时间。
刀尖半径补偿的具体计算公式可以根据实际情况进行调整和改进,可以通过数学模型和计算机软件进行计算。
此外,还可以通过实际加工测试来确定补偿值,根据加工零件的尺寸偏差来调整补偿值。
刀尖半径补偿的相关参考内容主要包括以下几个方面:1. 数控加工技术书籍:《数控车床编程与操作实例》、《数控铣床编程与操作实例》等书籍中都有关于刀尖半径补偿的介绍和计算方法的详细内容。